GB/T 41791-2022《塑料制品 薄膜和薄片 无取向聚对苯二甲酸乙二醇酯(PET)片材》内容解读
2023-09-26陈铭哲
陈铭哲
(国家食品软包装产品及设备质量监督检验中心(广东))
前言
PET 片材是一种以聚对苯二甲酸乙二醇酯为原料的高分子塑料材料,具有高强度、透明度、耐热性、耐化学性、耐候性、电绝缘性、透气性和可回收再利用等特点,这些特点使其具有能够在高温下保持稳定性,能够抵抗一些溶剂和化学物质的侵蚀,能够抵抗紫外线、氧化和腐蚀,不易变黄和老化,可以有效隔离电流和电荷的流动,在某些应用中能够起到透气、防潮的作用且对环境的影响较小等优点。PET 片材因其综合性能优良而越来越受到广大消费者的青睐,在包装领域中被广泛应用,主要用于食品、药品、化妆品、电子产品等的包装。现今市场上的聚酯薄膜和薄片质量参差不齐,存在一定的质量安全隐患,为减少质量问题的发生,国家对PET 片材的产品质量要求也在不断提高。
2022年10月12日,国家市场监督管理总局和中国国家标准化管理委员会联合发布了GB/T 41791-2022《塑料制品 薄膜和薄片 无取向聚对苯二甲酸乙二醇酯(PET)片材》[1],并于2023年5 月1 日开始实施。对无取向聚对苯二甲酸乙二醇酯(PET)片材的质量要求、安全指标进行统一的标准要求,通过对市场上的相关产品规范化,从而有效提高产品的质量水平。以下就标准的主要内容进行解读。
1. 范围
范围部分指明标准的内容:规定了由PET 树脂、PET 回收料或两者混合物加工的无取向聚对苯二甲酸乙二醇酯(PET)或共聚物片材的要求和试验方法。标准的适用范围为:适用于厚度小于2.0 mm 的片材,不适用于发泡板材和收缩膜。
2. 规范性引用文件
这部分主要罗列该标准引用的相关标准,包括相关产品标准和方法标准等。
3. 术语和定义
这部分主要是对PET 片材作出定义,GB/T 2035[2]和GB/T 30102[3]界定的术语和定义均适用于PET 片材的定义。PET 片材是指由PET 树脂、PET 回收料或两者混合物加工的无取向聚对苯二甲酸乙二醇酯(PET)或共聚物片材。
4. 材料
这部分主要是对片材材料的要求。片材应由PET 或共聚物或其混合物加工而成,原料按照ISO 7792-1[4]的要求由乙二醇和对苯二甲酸聚合得到。片材也可由PET 回收料加工而成,并符合GB/T 39827.1[5]的要求。PET 材料可以按照表1所示的食品接触标准进行分类。
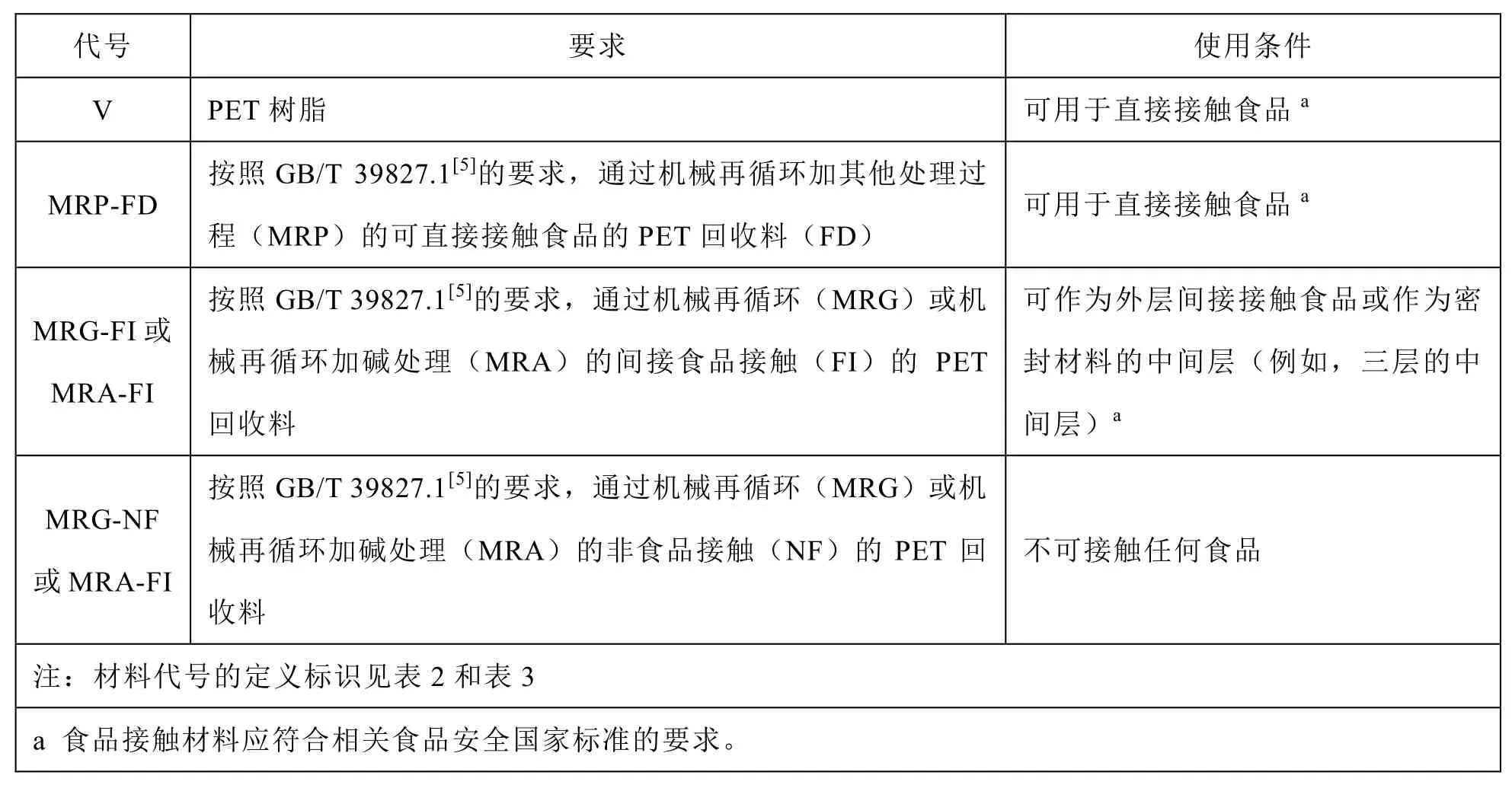
表1 按照食品接触标准的PET 材料分类a

表2 字符组1 中使用的字母/代号

表3 字符组3 中使用的字母/代号
5. 片材分类
这部分规定片材的分类。片材按片层的组成、食品接触与否和片材特性黏度分别进行分类,如表4、表5 和表6 所示。

表4 按片层分类

表6 按片材特性黏度分类
可用于食品接触的包装应严格按照分类使用。其使用条件应符合关于食品直接接触的国家标准要求。
log(MVR)和IV 之间具有良好的线性关系,即log(MVR)=-2400IV+2735,因此特性黏度(IV)可由熔体体积流动速率(MVR)转换而来,具体可参照GB/T 39827.2-2021[6]附录C。
6. 要求
这部分是产品的要求,包括对产品的外观和性能要求。主要内容如下:
6.1 外观:样品应无任何影响正常使用的裂纹、开裂、松弛、褶皱、色斑、杂质、颜色不均、表面不规则、凝胶块和划痕。
6.2 片材的性能应符合表7 的要求。

表7 片材性能
7. 尺寸
这部分是对产品的尺寸作出要求,包括对长度、宽度和厚度及偏差的要求。主要内容如下:
7.1 长度及偏差:片材的长度由供需双方协议商定。长度偏差为+20 mm。根据双方协议,可以采用更严格的偏差范围。成卷片材长度和偏差应由供需双方商定,但不准许负偏差。
7.2 宽度及偏差:片材的宽度由供需双方协议商定。宽度偏差为+20 mm。根据双方协议,可以采用更严格的偏差范围。
7.3 厚度及偏差:片材的厚度和偏差应符合表8 中的要求。

表8 厚度和偏差
8. 测试方法
这部分是针对上面的产品要求,覆盖以上各项指标的检测,对检验方法进行详细叙述。下面对这部分内容做简要的分析:
8.1 通用试验条件:包括对试样的状态调节,对试验环境和取样的要求以及对测试结果精确度和报告的要求。试样应在恒定环境条件下进行状态调节和试验,进行实验前应将试样调节至温度(23±2)℃,相对湿度为(50±10)%的状态,状态调节时间应不少于48 h,各项指标的试验均应在温度为(23±2)℃,相对湿度为(50±10)%的恒定条件进行。取样时应沿片材纵向和横向取得有代表性的试样,试样应均匀地分布在片材的长度和宽度方向上。测试结果的精确度和报告应按相关测试方法的规定进行。
8.2 尺寸测量:包括对试样的长度、宽度和厚度的测量。、拉伸屈服应力、热收缩率、气体透过系数、雾度和食品卫生等项目的测量。片材的长度和宽度可用公称量具或卷尺进行测量,即将片材平放,沿纵向和横向取两处测量长度和宽度,测定结果精确到1 mm,注意两个测量点间连线应与外边缘平行,而对于成卷的片材,应在与外边缘平行的横向两处测量宽度和长度。片材的厚度测量是使用厚度计对其厚度进行测量,测定结果精确至0.01 mm。
8.3 特性黏度的测定:从片材中部横向取样3 次得到合适数量的测量材料,根据GB/T 1632.5—2008[7]规定的方法测定,使用苯酚和四氯乙烷的混合物(体积比3:2)为溶剂,在试样中加入溶剂后置于蒸汽浴中溶解,再用黏度计测定溶剂和溶液的流出时间,按公式I=(t-t0)/(t0×ρ )(式中t 为溶液流出时间,t0为溶剂流出时间,ρ 为聚合物溶液质量浓度)计算出试样溶液的黏数I。特性黏度(IV)可依据GB/T 39827.2[6]由测得的熔体体积流动速率(MVR)按公式log(MVR)=-2400IV+2735 转换得到。试验报告中应将3个试样平均值修到小数点后两位得到测试结果。
8.4 拉伸屈服应力的测定:依据 GB/T 1040.3[8]使用引伸计进行测定,试验速度为(50±50)mm/min,试样类型为2 型(矩形),试样应从片材相对于长度和宽度等尺寸的横向的中心部分取得,每个方向应至少取5 个测试试样。记录试验过程中试样所承受的负荷,按照公式σ=F/A(式中F 为所测的对应负荷,A 为试样的原始横截面积)计算出应力值σ 。
8.5 热收缩率的测定:依据ISO 11501[9]的规定,沿片材纵向进行试验。将试样放在烘箱内高岭土床上,于60℃加热30 min,加热后标记间长度,按公式△L=(L-L0)/L0×100%(式中L0为初始标记间长度,L 为加热后标记间长度)计算热收缩率。试样应从片材橫向的中心位置取得,数量为3 个。报告中应包含样品纵向的尺寸变化率(取3 个试样的平均值)。
8.6 气体透过系数的测定:依据 ISO 15105-1[10],使用气体透过率测试仪或气相色谱仪测量渗透到试样中的气体量,从而得出气体透过系数。试样应从片材横向的中心位置取得,数量为3 片。结果以气体透过系数来表示,取3 片试样的平均值,保留三位有效数字。
8.7 雾度的测定:依据GB/T 2410[11],使用雾度计或分光光度计对试样进行测定,读取数据,按公式H=(T4/T2-T3/T1)×100(式中T4为仪器和试样的散射光通量,T2 为通过试样的总透射光通量,T3为仪器的散射光通量,T1为入射光通量)计算出雾度H。
8.8 食品卫生试验:应符合相关食品安全国家标准的要求。
9. 包装
产品的包装和尺寸由供需双方依据运输和储存条件商定。
包括批次的界定和批的接收规则,检验项目的要求,包括出厂检验和型式检ε 验,抽样方案,判定规则等。
10. 标志
该部分为产品的标志标注的方式。每个包装单元上应有明显标识,且标识至少包括本文件编号、片材的名称或缩写、片材型号(由本文件编号、APET、食品接触类别、特性黏度类别和片层类别组成)、片材尺寸(厚度、宽度和长度)、生产厂家或缩写和出厂日期。
结语
该标准的发布实施,有利于规范行业生产,提高产品质量,促进行业健康发展,相关生产和检测单位要认真学习并运用于实际生产检测中,发挥标准的实质性作用。
