川渝地区页岩气压裂设备发展新方向
2023-09-14唐瑞欢
唐 瑞 欢
(中国石油川庆钻探工程有限公司)
0 引 言
随着非常规油气超深井和长水平井数量的不断增加,油气开采的储层改造技术也在持续跟进,进而促进了压裂作业设备朝着大功率、高负荷、连续工作及智能化等方向发展[1-3]。这不仅要求压裂设备要满足正常的施工作业需求,还要符合我国低碳环保、节能降耗及减轻人员劳动强度等要求。压裂作业是提高油气田采收率的重要技术手段。该技术自20世纪50年代被提出来以后,经过70多年的发展已经取得了巨大进步,已从单驱动模式向多驱动模式转变,施工作业也呈现出联合作业特点。
川渝区块是我国“十四五”页岩气开发的主战场,尤其是对龙马溪组页岩气的勘探开发。然而川渝深层海相碳酸盐岩气藏以非均匀性强,低孔、低渗储层为主[4-5],孔隙度分布范围大(2.0%~8.0%);油层温度梯度大,井深6 000 m时油层温度达210 ℃;地层压力高,最高可达到100 MPa。采用传统的2500型压裂设备作业时施工排量大,1 m范围内的噪声超过115 dB,对工人的身心健康影响较大,不符合我国智能化油田的发展要求。为了绿色、智能高效地开发川渝区块的页岩气,本文在介绍传统压裂作业设备现状和施工模式存在问题的基础上,分析了2500型压裂作业设备的短板,指出了压裂设备的发展方向,分析了新型压裂设备在页岩气压裂作业中的特点,以期为我国页岩气的高效开发及压裂设备的现场应用和优化提供参考。
1 传统的压裂作业设备现状
页岩气大都存储在致密的页岩地层中,页岩分布地域广,同时含有一定量的黏土矿物,塑性较强,在高应力作用下易发生变形。页岩地层压裂时,对作业设备的排量要求高。龙马溪组页岩气埋深2 000~4 000 m,基质的渗透率极低,采用体积压裂技术时应尽可能地将页岩储层打碎,以便形成复杂裂缝,扩大储层改造体积。施工排量逐步从16 m3/min上升至20 m3/min,每一段的施工排量超过2 000 m3,施工压力也从80 MPa攀升至110 MPa,整体施工压力提高近38%。传统的2500型压裂车作业噪声1 m范围内达115 dB,属于GBZ/T 229.4—2012《工作场所职业病危害作业分级第4部分:噪声》中A等级范畴,作业过程必须配套降噪耳机,能耗也随着施工工况的改变而显著提高,作业成本大幅增加。图1为传统压裂作业设备现场作业照片。

图1 2500型压裂设备现场作业照片Fig.1 Field operation photo of model 2500 fracturing equipment
传统2500型柴驱压裂车受制于国家GB 1589—2016《汽车、挂车及汽车列车外廓尺寸、轴荷及质量限值》[6]标准和国内大功率发动机及变速箱技术水平限制,主流设备台上发动机、变速箱等重要部件采用进口品牌,国内同类产品功率质量比达不到使用要求,这在无形中提升了压裂设备的采购成本,提高了页岩气压裂作业成本。虽然国内的压裂泵产品实现了批量化生产,但在设备匹配性能、技术参数上达不到页岩气的压裂作业要求。另外,依据国家《非道路柴油移动机械污染物排放控制技术要求》,将压裂作业车台上发动机目前应用的非道路第3阶段的排放标准进行升级,未来使用非道路移动机械用柴油机的成本将持续提高。
辅助设备方面,大型页岩气现场应用燃油加油橇装置能实现设备自动补燃油;现场常规供液和注入前置液仍需人工进行闸门倒换,流程繁琐且存在误操作风险;现场压裂支撑剂使用自动储供砂设备,虽已初步实现自动供砂,但在精确计量和设备可靠性方面还有待提高。这些不足都影响2500型压裂设备在页岩气作业中的应用性能,也不符合我国智能油田的发展需要。
2 传统压裂设备在页岩气作业中的短板
大型页岩气施工井场压力超过110 MPa以后,传统的压裂设备技术可靠性和经济性明显下降[7-10],主要表现如下:
(1)压裂泵液力端易损件寿命较80 MPa施工工况下大幅缩短,部分工况下压裂设备寿命只有原来寿命的20%~40%,工人劳动强度和生产作业成本大幅增加,并在一定程度上影响了施工效率。
(2)恶劣工况下,台上发动机、变速箱、压裂泵等设备异常损坏严重,进口配件到货周期较长。特别是在夏天,天气炎热,设备散热困难;冬季液压管线、防冻液换线易结冰,胶管破裂、老化严重,一定程度上增大了处理难度。
(3)川渝地区页岩气开发受制于地理环境,通常井场面积比较狭小,传统2500型压裂车空间占用率较高,在井场摆放时,车辆之间的间距较窄,存在一定的安全隐患。
(4)2500型压裂车燃料成本高、噪声大,环境友好性较差。
(5)目前使用的140 MPa压裂高压管汇多为螺纹连接,密封方式为橡胶件密封。从密封原理上看,橡胶密封方式为临时高压密封,耐久度不如大通径高压管汇使用的钢圈密封。随着施工压力升高、作业时间延长、施工排量的大幅增加,这种密封结构的缺点也逐步显现出来,成为影响压裂施工作业效率和现场人员安全的不稳定因素。
(6)平台井多井同时作业过程中,供液、供砂流程繁多,自动化程度较低,多数情况下需要人工配合,整体可靠性不高。
3 压裂设备发展及展望
3.1 电驱压裂设备的应用
2015年以前,国内的压裂作业设备大都是柴油机驱动,此种压裂设备在页岩气的勘探开发及大规模油气开采中发挥了重要作用。然而从2015年开始,压裂设备呈现3大发展趋势,分别是:①单机向高压力、大排量、大数据和智能化方向发展;②橇装压裂设备凭借其施工占地面积小、单机功率高、配备人员少等特点,在页岩气的开发中有替代传统压裂车的趋势;③随着国家能源低碳环保政策持续推进,以及数字化油田战略的提出,油气勘探将迎来“电代油”发展的黄金时代。
橇装压裂设备分为电驱橇装和柴油驱橇装压裂设备[11-12]。电驱压裂设备通过电机直驱压裂柱塞泵,可降低压裂设备制造成本,一般由供电单元、主电机功能单元、传动单元、增压单元、高压排出单元、控制单元及橇座等附属单元构成。图2为电驱压裂设备现场作业布置图。

图2 电驱压裂设备作业现场布置图Fig.2 Operation site layout of electric fracturing equipment
电驱压裂橇装由高压变频系统橇和电动压裂橇组成,采用网电提供动力,集成自动化控制、电机直驱、线性连续控制、节能减排及数据实时采集传输等多种先进技术,可平滑地调整压裂泵排出量。电驱压裂具有噪声低、购置维护便宜、污染小、能耗低、结构简单、传动效率高和节约井场面积等特点,逐步成为页岩气勘探开发的主打产品。具体表现如下:①减少传统的车载底盘,整体故障率比传统压裂车降低10%~15%;②使用井场面积比传统2500型压裂车减少30%~40%;③根据统计,传统柴驱2500型压裂车的能耗成本比电驱压裂橇高29.5%,传统柴驱2500型压裂车近1 m噪声高出26%。电驱压裂橇使用1万kW·h电量折合约2.8 t柴油,可减少碳排放2.32 t,减少氮氧物排放量0.03 t,节约成本约5 800元。
表1是国内部分厂家压裂作业设备主要技术参数表。
油气勘探开发的“电代油、气代油”是大势所趋。“大排量+橇装+电代油(气代油)”压裂设备是响应国家双碳目标、提升经济效益、适应非常规油气资源开发趋势下的必然产物。
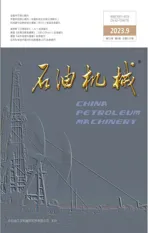
图3为中国石油天然气集团有限公司(简称中国石油)下属的4大钻探公司(简称川庆钻探、长城钻探、渤海钻探、西部钻探)2022年电驱压裂设备现场应用情况(数据截止到2022年9月),其中川庆钻探电驱压裂设备压裂段数2 500余段,累计作业功率360 394 kW(约49万水马力),排名第一。
图3 电驱压裂设备现场应用情况Fig.3 Field application status of electric fracturing equipment
3.2 涡轮式压裂设备的应用
涡轮压裂设备主要由装载底盘、涡轮发动机、减速箱、柱塞泵及润滑系统构成[13]。涡轮驱动压裂设备将传统庞大而笨重的柴油机更换为体积小、质量轻、功率大的涡轮发动机,其功率密度是高功率柴油机的10~20倍,实现超级发动机和大型或多台压裂泵的匹配,在运输和压裂施工作业中,可大幅减少配套井场占地及车组人员;在经济性方面,涡轮压裂车维护间隔也比柴油机长,且拥有柴油、LNG、CNG、预留井口气等多燃料系统,在压裂柱塞泵有负载运行的前提下,可以实现柴油和天然气等燃料的自由切换;涡轮压裂设备拥有大功率、高速比、质量轻及结构紧凑的特点,在作业过程中,可将压裂作业成本降低10%~15%。
2022年,川庆钻探公司在苏里格气田靖77-XX井组采用燃气发电电驱压裂设备作业段数达141段,表明国内燃气发电电驱压裂规模化试验取得圆满成功,宣告了国内电驱压裂革命的开始。靖77-XX井组平均单日压裂8.8段以上,其中2 d单日压裂段数高达12段,整体压裂效率提升了30%。该井组全电驱压裂由4台5.8 MW级的燃气涡轮机发电机组提供压裂动力,总输出功率可达23 200 kW,相当于一座中型发电站的发电量,配套电驱混砂橇、电驱仪表橇和7台5000型电驱压裂橇后,最大功率可提至25 742 kW。
3.3 新型系统在压裂设备中应用及展望
3.3.1 压裂机组故障状态监测与故障诊断系统
中国石油为填补国内超大功率压裂设备的空白,进一步发挥科技创效的优势,开展了重大现场试验项目,其中压裂机组故障诊断技术试验为通过对压裂机组现场在线监测试验、离线检测试验,得到压裂机组的振动信号、故障特征,通过掌握压裂机组振动特征,形成压裂机组的故障特征库及故障诊断技术。图4为压裂机组故障监测与故障诊断技术流程图。

图4 压裂机组故障监测与故障诊断图Fig.4 Fault state monitoring and diagnosis system flow chart of fracturing set
压裂机组故障状态监测与故障诊断系统主要包括硬件和软件2大部分。硬件系统由振动-温度传感器、无线数据网关、数据采集处理分析终端组成[14-15],用于获取压裂机组实时振动与温度信号,并将该信号由现场传回中控室内的工作站。图5为压裂机组故障诊断系统硬件图。

图5 压裂机组故障诊断系统硬件图Fig.5 Fault diagnosis hardware system of fracturing set
软件系统包括数据采集软件和故障诊断软件,通过对获取的信号数据进行分析(小波降噪处理),实现压裂机组的实时状态监测、典型故障诊断及振动趋势分析。压裂设备在使用过程中,因各工况下的转速、压力、排量、工作介质等要素均不一致,压裂设备的状态响应方式也不相同,需分析现场工艺数据及与设备对应的监测数据,研究不同工况下工作参数对设备状态的响应规律;同时,为了提高表征信号提取的准确性和可靠性,提取时域和频域振动曲线,构建特征向量,实现压裂柱塞泵状态的准确辨识。
综合该技术形成的基于振动信号的压裂机组故障智能诊断检测技术,以及常规无损检测、电气检测、性能测试、仪表检测等技术,形成了压裂机组定期检测检验技术规范,为压裂机组建立了全方位的检测检验技术手段。通过该技术规范的实施,全面了解压裂机组当前各系统工作状态,对压裂机组整体健康状态进行评估,保证压裂作业安全稳定开展。该技术已在阳101H3井、泸203H6B井及泸203H75井完成试验,现场应用效果显著。
3.3.2 压裂储能(变电)系统技术
页岩气井场有时会出现电力不足或柴油发动机损坏的现象,这就需要研发一些备用的应急电源,压裂储能(变电)系统技术可以解决这一问题。储能变电系统主要由储能系统(电池槽)和双向逆变系统(PCS框)组成。储能系统以单体电芯为基本组成单元,通过串联和并联等方式,依次组成电池组、电池箱、电池簇、电池橇。双向逆变系统由控制系统、变压器及逆变器等组成。以SC2500TS-MV箱式储能系统为例,该装置采用集装箱一体化设计,箱内集成有储能变流器、双绕组干式变压器、高压环网柜等。集成系统采用4台630 kW储能变流器交流侧直接并联方式,通过1台双绕组干式变压器升压到10 kV,高压侧配置有环网柜,便于储能系统以环网方式接入上级电网,采用标准20尺集装箱,能提供2.5 MW的储能单元。
应用场景:压裂储能系统装置可作为配套设备在全电驱大型页岩气压裂平台作为应急电源使用。在施工作业过程中如遇极端天气或电力设备异常造成现场紧急停电时,启用该装置提供电能,可驱动电驱压裂泵将剩余的压裂液或携砂液顶入井筒,极大地降低现场井控风险。储能装置可配合进行短时间主压裂、泵枪作业或为电驱混砂、供液、仪表等辅助设备供电,提高电力系统可靠性,并进行错峰充电,节约生产成本。
3.3.3 压裂低压一体化物联系统
近年来,随着工业4.0时代的到来,人工智能、工业互联网等大量的高端技术攻关取得突破,油气田压裂领域自动化技术水平也得到显著提升。针对平台井多井同时作业过程中,低压供液流程繁多,施工时需人工开关闸门,时效低且容易发生误操作的现象。统一规划、自动化操控和监控管理已成为解决这类问题的关键,低压一体化物联系统为解决这一问题提供了平台,可有效提升压裂作业效率,实现自动化压裂。低压一体化物联系统是集信息化、自动化、一体化、智能化技术为一体的自动控制物联系统[16],系统由配套设备、设备采集层、传输层及数据管理层组成。系统中数据采集模块中的液罐上设计有电动蝶阀和液位计,可随时采集流量数据、压力数据、液位数据、角度数据;系统开发有集中控制软件和显示软件,可实时监测液罐、液位状态;自动控制供液设备、供酸设备的启停和排量控制,以及各阀门的开关及开度调节。低压一体化物联系统的应用大幅提升了现场储液和供液的安全性,减轻了工人劳动强度,实现低压阶段的联动作业。系统可将大数据系统化集成显示和分析,并能对服务装备进行24 h安全监测和预警。图6为低压一体化物联系统构成示意图。

图6 低压一体化物联系统构成示意图Fig.6 Schematic diagram for composition of low pressure integrated IOT system
该系统可以通过电脑、手机、大屏幕等设备实时推送油气田压裂现场阀门开关状态、管线流量数据、液位及容量大小、容器壳体压力、自动阀门电池电量、历史数据曲线等,也可以在电脑、手机、大屏幕上直接进行阀门开关操作,实现远程控制;也可实现容器的容量检查和报警功能查看等操作。2021年9月,该系统已在川庆钻探工程有限公司井下作业公司负责的泸203H5平台进行了现场应用,应用效果良好,远程控制信号传输稳定,精准实施了阀门的远程操作、泵压及液位的调节,解决了长期以来困扰压裂施工的低压供液问题。
3.4 压裂装备技术发展方向
3.4.1 环保、节能轻量化发展
根据最新颁布的GB 1589—2016《汽车、挂车及汽车列车外廓尺寸、载荷及质量限值》要求,油田专用作业车的最大允许总质量不应超过55 t,各轴最大允许轴载荷不超过130 kN。另外,为贯彻中华人民共和国大气污染防治法,我国全面实施了《轻型汽车污染物排放限值及测量方法(第五阶段)》(GB 18352.5—2013)以及《车用压燃式、气体燃料点燃式发动机与汽车排气污染物排放限值及测量方法(Ⅲ、Ⅳ、Ⅴ阶段)》(GB 17691—2005)标准[17]。这不仅给压裂装备的发动机设计、底盘车承载设计及部件布置提出了挑战,也给车载部件选型及材料应用提出了更高要求。目前国产的2500型、3000型压裂车主要存在3、4桥超载问题,以及台上发动机排放问题。针对国家最新标准要求,各设计厂家要整合优质资源,强化优质技术,提出系统的整机集成方案,以满足质量、尺寸及排放约束条件。这些集成方案的提出也将促使压裂装备设计标准的产生,使压裂设备朝着环保、节能和轻量化发展。
3.4.2 压裂管汇自动化、快捷化及集成化发展
在压裂管汇技术领域,国内压裂施工作业普遍应用活接头式压裂管汇,法兰连接大通径高压管汇正在陆续开展应用,但在管汇模块化设计、自动化水平、管汇系统标准化等方面仍然存在一定差距。这就要求各压裂设备厂家大力发展模块化设计技术,针对管汇法兰连接、大通径管汇,提高管汇使用安全性;同时提高压裂管汇的自动化水平,形成压裂管汇标准,促使压裂管汇朝着自动化、快捷化及集成化发展。
3.4.3 向电动压裂装备方向发展
电动压裂装备具有零排放、噪声小、使用维护成本低的特点,结合我国特有的电网资源,从节约能源、减少碳排放角度考虑,重新规划用电容量或采用已有的网电用于压裂工程,将成为未来我国大型压裂装备的发展方向。
4 结 束 语
川渝区块是我国“十四五”页岩气开发的主战场,而龙马溪组页岩气的勘探开发将为我国压裂装备的应用及发展提供平台。本文在介绍我国传统压裂装备应用现状的基础上,分析了传统压裂装备在页岩气压裂施工中的短板,表现在压裂设备寿命短,自动化程度低,燃料成本高,噪声大,环境友好性较差等;之后从电驱压裂设备和涡轮式压裂设备的应用方面给出了新型系统在压裂设备中的应用,即压裂机组故障状态监测与故障诊断系统、压裂储能(变电)系统技术及低压一体化物联系统;最后给出了我国压裂设备的发展方向,朝着环境优化型、轻量化、自动化发展。
与国外相比,国内电驱压裂设备研发起步较晚,但研发实力和水平不逊于国外,部分技术甚至领先于国外。我国应整合优质资源,提前布局,针对压裂装备发展趋势,各厂家应联合开展相关技术研发,攻克核心技术,制定压裂管汇体系标准,力争早日实现压裂设备的绿色发展和高效应用。