面向结合面密封性的螺栓组拧紧工艺优化研究
2023-09-14何文杰周康渠谢茂士
何文杰 周康渠 谢茂士


摘 要:为了改善变速器壳体结合面密封性差的问题,同时提高变速器总成的可靠性,文章针对J公司现有螺栓拧紧工艺进行有限元仿真分析,经分析发现螺栓残余预紧力和密封垫片应力分布是影响变速器壳体结合面密封性的主要因素。因此,该文通过有限元仿真和正交试验对螺栓拧紧工艺的拧紧扭矩大小、拧紧工艺参数以及拧紧方式进行优化研究,并针对研究模型提出一种面向不规则结合面的螺栓组拧紧方式,为有密封性要求的螺栓组连接装配工艺设计提供新思路。
关键词:变速器壳体;螺栓拧紧;密封性;工艺优化;有限元分析
中图分类号:TP391.9 文献标识码:A 文章编号:2096-4706(2023)13-0167-05
Research on Tightening Process Optimization of Bolt Group for Joint Surface Sealing
HE Wenjie, ZHOU Kangqu, XIE Maoshi
(College of Mechnical Engineering, Chongqing University of Technology, Chongqing 400054, China)
Abstract: In order to improve the poor sealing of the joint surface of the transmission housing and improve the reliability of the transmission assembly, this paper conducts finite element simulation analysis on the existing bolt tightening process of J Company. After analysis, it is found that the residual pre tightening force of the bolt and the stress distribution of the sealing gasket are the main factors affecting the sealing of the joint surface of the transmission housing. Therefore, this paper optimizes the tightening torque, tightening process parameters, and tightening methods of the bolt tightening process through finite element simulation and orthogonal experiments, and proposes a bolt group tightening method for irregular joint surfaces based on the research model, providing new ideas for the design of bolt group connection assembly process with sealing requirements.
Keywords: transmission housing; bolt tightening; sealing; process optimization; finite element analysis
0 引 言
變速器是用来改变转速和转矩的机构,实现汽车的倒挡、空挡以及改变汽车的行驶速度,其质量优劣对汽车传动性能及驾乘安全有着重要影响[1]。密封性是评价变速器装配质量的重要指标之一。螺栓组所连接变速器壳体的结合面密封性不仅受各零部件材料、结构和加工精度等因素的影响,同时还与螺栓组的拧紧工艺紧密相关。为确保变速器装配完成后能够获得均匀的螺栓残余预紧力和应力分布,对拧紧工艺的优化提升进行研究,这对提升变速器总成密封性至关重要。对此,国内外专家学者进行了大量的研究并取得一定的成果。
张冬梅在研究差速器的螺栓连接结构时发现,与单一扭矩控制法相比,采用扭矩—转角法时所获得的螺栓残余预紧力的均匀性更好[2]。Wang等基于螺栓组连接的弹簧节点解析模型,研究了螺栓组拧紧顺序对轴向预紧力衰减的影响[3]。李培林等建立了拧紧扭矩与被连接件刚度的解析模型,研究了螺栓组拧紧顺序对螺纹连接结合面形变及应力的影响[4]。王晓斌等人研究发现,适当提高螺栓拧紧速度有利于提高螺栓残余预紧力的均匀性[5]。陈成军等建立了螺栓预紧力与结合面压力之间的相关模型,采用该模型可以针对不同工况的产品密封性需求反向设计装配工艺[6]。何联格等利用有限元方法对螺栓装配连接工艺进行仿真计算,结果表明,顺序拧紧的残余预紧力标准差明显大于其他拧紧方式,且密封性最差的区域出现在两个螺栓中间的位置[7]。
综上,螺栓组弹性相互作用是螺栓残余预紧力和密封垫片应力分布不均匀的主要原因,但是进一步的研究发现,合理的螺栓拧紧工艺能够有效降低螺栓组残余预紧力和密封垫片应力分布的离散程度。为此,本文以X型变速器为研究对象,通过有限元仿真软件ANSYS Workbench和正交试验对公司现有螺栓拧紧工艺的优化提升进行研究,并针对X型变速器不规则结合面螺栓组连接结构提出一种更优的拧紧方式,为有密封性要求的螺栓组连接装配工艺设计提供新思路。
1 现有拧紧工艺有限元分析
1.1 建立变速器有限元模型
变速器由变速器上下壳体、变速器轴系组、密封垫片以及18颗螺栓连接而成,结构十分复杂,不利于利用有限元软件进行计算分析。因此,本文在不影响研究的前提下,对变速器部分几何特征及结构进行了简化,利用SolidWorks和ANSYS Workbench建立变速器壳体螺栓连接有限元模型,如图1所示。
1.2 有限元仿真计算
变速器装配完成后,密封垫片主要承受螺栓预紧力以及变速器上壳体重力。變速器上壳体材料为铝合金,重量约为10 kg,同螺栓预紧力F相比可以忽略不计。但螺栓预紧力不便直接测量得到,一般是借助扭矩传感器测量出拧紧扭矩,然后间接计算出螺栓预紧力,计算方法[8]如式(1)所示:
其中,F表示螺栓预紧力,T表示螺栓拧紧扭矩,d表示螺栓公称直径,k表示螺栓预紧系数,取0.18。根据实际生产过程中所采集的数据,计算得到F = 22.2 kN。
由18颗螺栓组成的螺栓组采用M8X55的12.9级螺栓,在仿真过程中按照如图2所示的螺栓位置顺序拧紧,在奇数载荷步施加目标载荷,随后锁定螺栓的预紧截面位移,具体的螺栓预紧力加载状态如表1所示。
1.3 有限元计算结果分析
1.3.1 螺栓组残余预紧力分析
螺栓组的残余预紧力大小和均匀性是评价变速器壳体结合面密封性的重要依据。利用ANSYS Workbench提取螺栓组最终的残余预紧力,如图3所示,螺栓组残余预紧力多数为12 000~23 000 N,即残余扭矩为17.3~33.1 N.m,不能满足残余扭矩大于等于80%拧紧扭矩的行业标准,存在造成变速器壳体结合面密封质量不合格的隐患。
1.3.2 密封垫片应力分析
密封垫片上应力分布规律不仅会影响到垫片的使用寿命,应力分布离散程度过大还会影响结合面的密封性。通过有限元仿真求解得到密封垫片应力云图,如图4所示。
运用Ansys Workbench提取不同工艺拧紧后垫片上螺栓孔周围5 mm平均应力值,如表2所示。
均值公式和样本标准差公式如下:
由式(2)和式(3)可知,现有拧紧工艺对螺栓加载后,螺栓组周围应力平均值为24.41 MPa,样本标准差为7.62。其中,17号螺栓周围应力值超出平均值的106.15%,而15号螺栓周围应力值仅有18.76 MPa。仿真结果表明,现有拧紧工艺会造成变速器装配完成后密封垫片上应力值分布极为不均匀,从而影响变速器壳体的总成密封性。
2 螺栓组拧紧工艺优化
2.1 螺栓组拧紧扭矩的校核
螺栓拧紧扭矩的大小会对结合面密封性造成一定的影响,适当增加拧紧扭矩能够补偿螺栓组弹性相互作用带来的扭矩衰减,但扭矩过大又容易压坏密封垫片,导致变速器密封失效。因此,选择科学合理的螺栓拧紧扭矩是拧紧工艺优化的关键。
根据标准QC/T 518《汽车用螺纹紧固件紧固扭矩》中的经验公式计算螺栓拧紧扭矩的范围,如式(4)和式(5)所示:
其中,σs表示螺栓屈服强度,As表示螺纹部分有效面积,计算方法如式(6)所示:
其中,d3 = d1 - H/6,H = 0.866 P,d1表示螺纹小径的基本尺寸。
根据企业选用的螺栓类型,螺栓的中径d2为
7.188 mm,小径d1为6.647 mm,螺距P为1.25 mm。
由式(4)~式(6)计算得到,螺栓拧紧扭矩范围在28~42 N.m之间。然后利用ANSYS Workbench依次对计算所得螺栓拧紧扭矩范围内的各扭矩值进行仿真实验,通过计算密封垫片上应力的标准差来确定最合适的拧紧扭矩,不同扭矩加载后密封垫片上螺栓孔周围5 mm的平均应力标准差如图5所示。
由图5可以看出,随着拧紧扭矩的不断增加,密封垫片上的应力标准差逐渐降低,拧紧扭矩在28~34 N.m之间时应力标准差的降低趋势比较明显,拧紧扭矩升高到35 N.m以后,密封垫片上的应力标准差趋于稳定,几乎不再发生变化。因此,可以通过适当增加螺栓组拧紧扭矩的方式来提高变速器壳体结合面的密封性。
2.2 基于DOE的拧紧程序优化
高精度自动化拧紧工具,能够随着接触状态的改变,通过设置拧紧程序的不同参数来保证输出稳定性高的目标扭矩。通过DOE正交试验对螺栓拧紧工艺参数的旋入速度μ1、旋入扭矩T1、第一目标扭矩T2、第一目标转速μ2、最终拧紧速度μ3五个因素进行优化设计,为每个试验因子设定3个水平,如表3所示。通过计算螺栓组残余预紧力均值和标准差来确定螺栓拧紧工艺参数的最优组合。
本文DOE正交试验有5个试验因子,每个试验因子有3个水平,因此,根据试验因子数和水平数,选用L27(35)正交试验表,如表4所示。试验表能够从243组试验中挑选出27组试验来代替全部试验,不仅减少试验次数和耗材,还能够使试验的拧紧程序参数具有均衡分散的特点,使得最后的拧紧程序具有代表性。
采用高精度自动化拧紧设备拧紧螺栓后,借助残余扭矩扳手测量螺栓组残余,并计算残余扭矩的均值和标准差,如表5所示。
根据27组正交试验结果可知,当旋入速度为285 r/min,旋入扭矩为6 N.m,第一目标扭矩为15 N.m,第一目标转速为55 r/min,最终拧紧速度为5 r/min时,变速器壳体螺栓组拧紧质量效果较好,即能够使变速器壳体结合面密封性更优。
2.3 变速器壳体螺栓组拧紧方式优化
为了降低螺栓组拧紧后预紧力的分散程度,进而改善变速器结合面的密封性,本文在国内外学者研究的基础上,针对X型变速器壳体特定的不规则结合面,对工业上常用的对角拧紧方式进行改进,提出一种改进的螺栓组拧紧方式,即采用N+1十字拧紧方式对螺栓组进行加载,在18颗螺栓均拧紧后,再继续对第1颗螺栓进行复拧,按如图6所示依次拧紧。
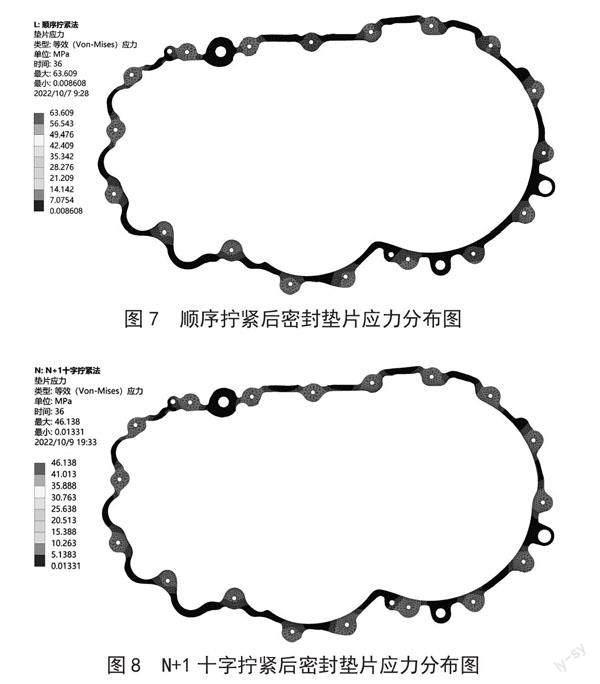
利用ANSYS Workbench分别以顺序拧紧方式和N+1十字拧紧方式对螺栓组进行仿真计算求解,不同拧紧方式加载后密封垫片应力云图如图7、图8所示。
运用Ansys Workbench提取不同拧紧工艺拧紧后密封垫片上螺栓孔周圍5 mm的平均应力值,如表6所示。
由标准差计算式(3)可知,采用顺序拧紧、N+1十字拧紧两种不同拧紧工艺拧紧后,密封垫片上的应力标准差分别为4.52、3.09,这说明改进的拧紧方式加载后应力分布更加均匀,即采用针对不规则结合面的拧紧方式——N+1十字拧紧后变速器的密封性更优。
3 工艺优化后的效果分析
利用ANSYS Workbench对优化后的螺栓拧紧工艺进行仿真实验,并提取18颗螺栓残余预紧力和密封垫片上螺栓孔周围5 mm的平均应力,结果如图9、表7所示。
由图9和表7可知,与现有螺栓拧紧工艺相比,优化后的工艺螺栓组残余预紧力明显增大,离散程度较小,工艺优化后密封垫片上的应力标准差由7.62降为3.09,应力分布更加均匀,结果表明此工艺优化方案是可行与可靠的,能够满足变速器装配密封性要求。
4 结 论
运用ANSYS Workbench和DOE试验设计对公司现有螺栓拧紧工艺进行优化研究,优化后的工艺为:
1)螺栓组的拧紧扭矩由32 N.m提升为35 N.m,用于补偿扭矩衰减的影响。
2)高精度自动拧紧设备拧紧工艺参数采用DOE正交试验,得到拧紧工艺参数的最优组合,即旋入速度为285 r/min,旋入扭矩为6 N.m,第一目标扭矩为15 N.m,第一目标转速为55 r/min,最终拧紧速度为5 r/min。
3)螺栓组拧紧方式由现有工艺的顺序拧紧改为N+1十字拧紧,从而降低拧紧后密封垫片上应力的分散程度。
本文从拧紧扭矩的大小、螺栓组拧紧方式以及拧紧设备中拧紧程序的工艺参数等对变速器壳体螺栓组拧紧工艺进行了优化,大幅度提升了变速器壳体螺栓组的拧紧质量和结合面密封性。
参考文献:
[1] 张平.汽车变速箱复杂腔体零件差压式泄漏测试系统研究 [D].济南:山东大学,2018.
[2] 张冬梅.某驱动桥差速器连接螺栓拧紧工艺开发 [J].工程机械,2021,52(11):85-90+12.
[3] WANG Y Q,WU J K,LIU H B,et al. Analysis of elastic interaction stiffness and its effect on bolt preloading [J].International Journal of Mechanical Sciences,2017,130:307-314.
[4] 李培林,王庆力,王崴,等.螺栓组拧紧顺序对结构体接触刚度的影响研究 [J].组合机床与自动化加工技术,2014,489(11):39-42.
[5] 王晓斌,蒋佳桉,陈平,等.拧紧转速对螺栓联接可靠性分析 [J].机电工程技术,2016,45(3):101-104.
[6] 陈成军,杨国庆,常东方,等.面向结合面密封性能要求的装配连接工艺设计 [J].西安交通大学学报,2012,46(3):75-83.
[7] 何联格,左正兴,向建华.螺栓装配连接工艺对气缸密封的影响 [J].内燃机学报,2014,32(6):562-568.
[8] 濮良贵,陈国定,吴立言.机械设计:第9版 [M].北京:高等教育出版社,2013.
作者简介:何文杰(1997—),男,汉族,重庆人,硕士研究生在读,研究方向:精益智造;通讯作者:周康渠(1967—),女,汉族,四川达州人,教授,博士,研究方向:精益智造、智能制造和智能平台等;谢茂士(1997—),男,汉族,重庆人,硕士研究生在读,研究方向:工业机器人。
收稿日期:2023-03-03
基金项目:重庆市技术创新与应用示范重点示范项目(cstc2018jszx-cycdX0169)
