发罩锁钩断裂失效分析
2023-09-06贾仕博郑琪陈俐峰赵清碧郭秋彦
贾仕博,郑琪,陈俐峰,赵清碧,郭秋彦
(吉利汽车研究院(宁波)有限公司,宁波 315336)
引言
我国是世界上最大的汽车市场之一,汽车制造业已经成为我国支柱产业[1]。汽车产业行业链条长,与其他行业联系紧密,对社会经济发展具有重要意义。2021年全国汽车类零售额达 4.4 万亿元,占全国社会消费品零售总额的 9.9 %;汽车制造业营收 8.67 万亿,占规模以上工业企业营收总额的 6.78 %。我国汽车产业在国民经济中的地位不断增强,已成为支撑经济持续快速增长的主要产业之一。然而随着国内汽车市场增速不断放缓,面对竞争日益激烈的国内汽车市场,以中低端产品为主的中国品牌汽车将面临严峻挑战。产品质量的控制成为各车企生存发展的基石,一些微小的质量问题也会受到客户的抱怨,影响车企的销量,因此各车企对产品质量控制视为企业的生命。
1 背景介绍
某在研车型在进行整车腐蚀耐久试验的验证中,检查发现前机舱发动机罩锁钩异常磨损,随后进行排查发现供应商未严格按照工艺要求进行相关渗碳处理,导致锁钩表面硬度不达标,造成磨损异常。后要求供应商按照工艺标准要求执行进行渗碳处理,供应商执行渗碳工艺后将锁钩送至生产基地,基地在装车过程中发现锁钩敲击断裂,随后对同批次的锁钩进行敲击试验,试验后锁钩均断裂。为分析锁钩敲击断裂原因,对该供应商的不同热处理工艺,不同材质四批次锁钩开展了化学成分、金相组织、硬度及能谱分析试验验证,以便推断分析出锁钩断裂的原因。
2 试验样件与方法
2.1 试验样件
本次失效分析的锁钩为供应商提供的20#钢三批次不同热处理工艺及10B21 一批次热处理工艺。具体样件状态见表1。其中,1~3 号试样为不同渗碳工艺,4 号试样为淬火+回火工艺。锁钩的相关技术要求见表2。开展的试验分析项目包括,材料化学成分、硬度、金相组织及能谱分析。
2.2 试验方法
材 料 的 化 学 成 分 采 用 直 读 光 谱 仪SPECTROMAXxMM16 按照GB/T4366 进行试验,金相组织采用Imager.M2m 金相显微镜按照GB/T 13289 试验标准进行试验,硬度采用维氏硬度计DuraScan 50 按照GB/T 430.2 标准进行测试,能谱分析采用X-MAX 150 设备按照GB/T 29556-2013 进行试验。试验设备信息见表3。
3 试验结果及分析
3.1 化学成分分析
对两种材质的锁钩进行化学成分分析,测试结果见表4,结果显示,两种材质均满足化学成分要求,化学成分合格。
3.2 金相组织分析
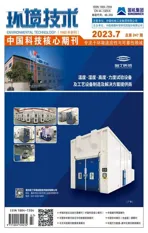
对4 批次试样的心部金相组织分析,金相照片见图1,1 号、2 号、3 号试样20#钢的心部组织均为铁素体+珠光体,这是由于1~3 号试样的20 钢采取先渗碳后进行的热处理工艺,提高表面的硬度和耐磨性能,心部组织保持原有组织具有较好的韧性。4 号试验10B21 的心部组织为回火索氏体。这是由于4 号试样采取的热处理工艺是淬火+回火,所以心部组织为回火索氏体。
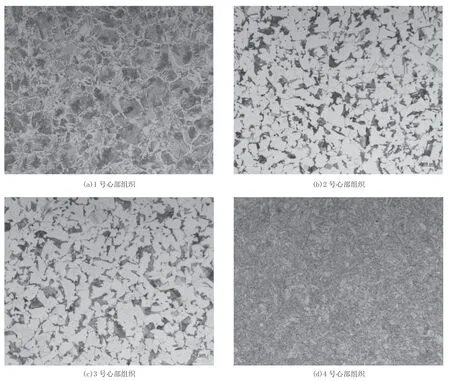
图1 试样心部金相组织照片
1 号试样渗碳层深度为900.9 μm、870.6 μm、862.8 μm,2 号试样的渗碳层深度为275.4 μm、267.5 μm、276.6 μm,3 号试样的渗碳层深度为358.4 μm、358.2 μm、357.8 μm,4 号试样淬火工艺无渗碳层。渗碳层深度见图2。
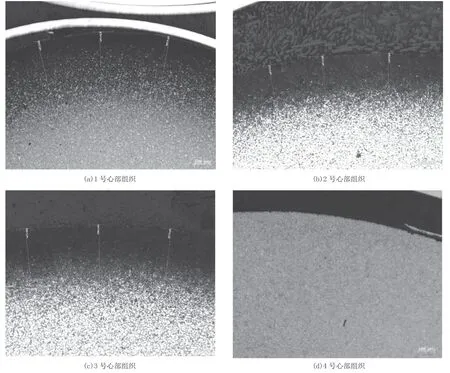
图2 渗碳层深度金相照片
3.3 硬度分析
对4 批次试样进行洛氏硬度检测,检测结果见表5,1 号试样硬度为36、35、36 HRC,均值为35.6 HRC(符合技术要求),2 号和3 号试样的洛氏硬度均小于20 HRC(不符合技术要求),4 号试样的硬度为38、38、38 HRC,均值为38 HRC(符合技术要求)。对于2号和3 号试样硬度不符合原因分析为,渗碳层深度较小,2 号试样的渗碳层深度为275.4 μm、267.5 μm、276.6 μm,3 号试样的渗碳层深度为358.4 μm、358.2 μm、357.8 μm,洛氏硬度计打穿渗碳层,直接打在母材上,所以硬度为母材材质硬度,硬度偏低。针对上述问题,采用维氏硬度计在距离表面0.1 mm 处进行硬度检测,检测结果见表6,其中1 号试验硬度为520、529、526,2 号试样硬度为534、541、539,3 号试验硬度为588、584、581,4 号试样硬度为361、366、365。1~3 号试样换算后的表面硬度均超过技术要求(35~44)HRC。由于硬度值偏高,使得零件韧性下降断裂风险升高。
表5 洛氏硬度检测结果
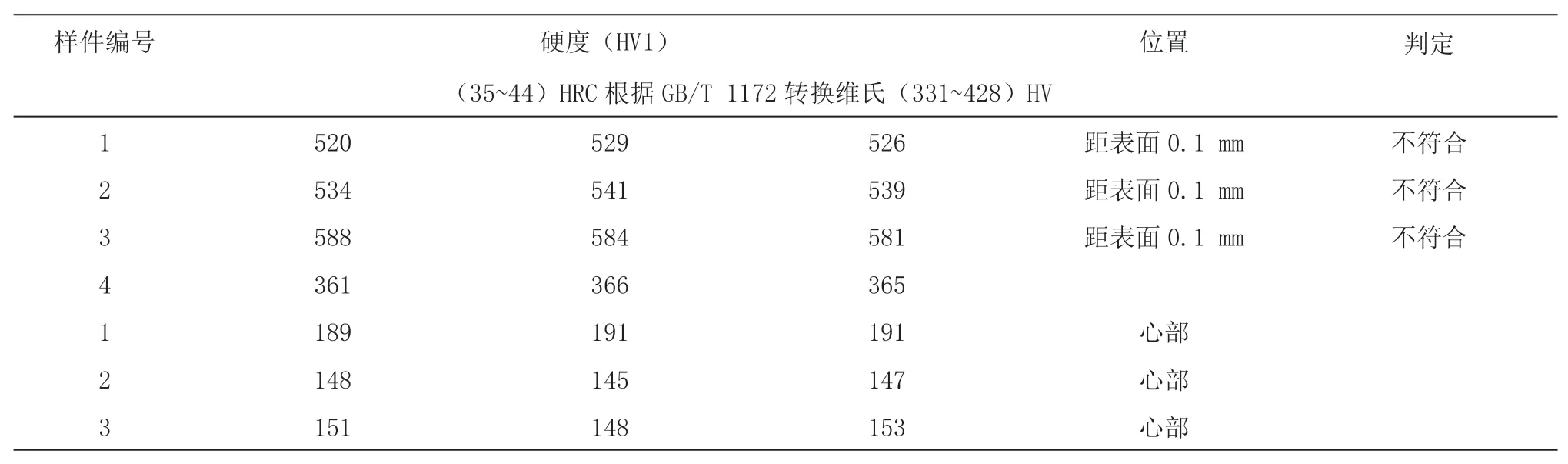
表6 维氏硬度检测结果
3.4 能谱分析
对1 号、2 号、3 号试样进行能谱分析,结果见图3,结果显示渗碳层中的碳含量分别为6.69 %、9.54 %、3.64 %。确定为是渗碳工艺。
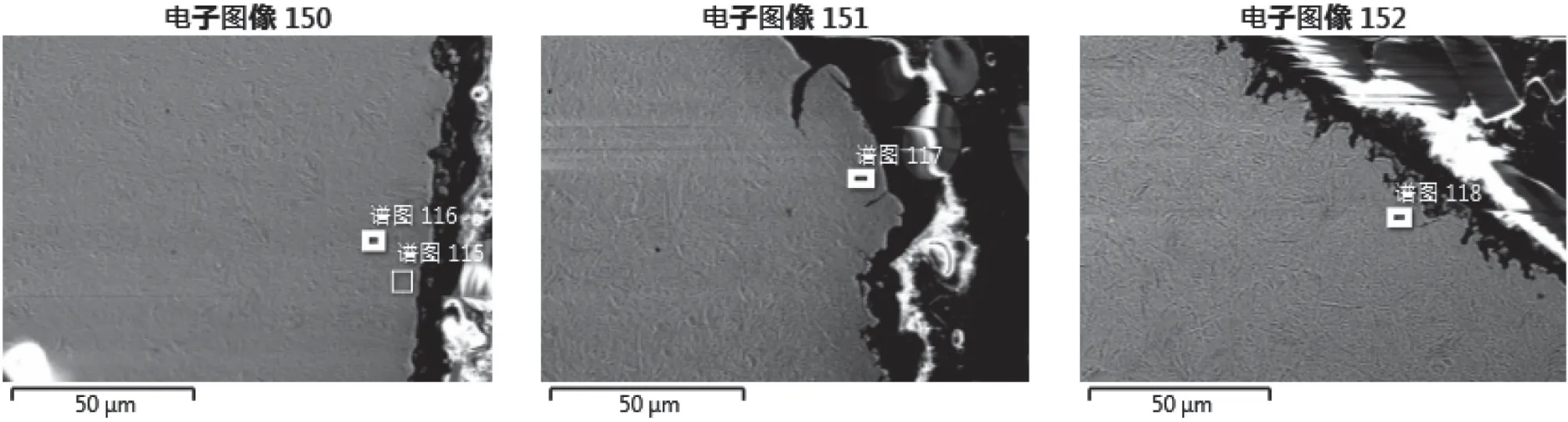
图3 能谱分析照片
4 结论
1) 通过对两种材质20#钢和10B21 的锁钩进行分析,两种材质锁钩的化学成分均符合技术标准要求。材质未使用错误。
2)1 号、2 号、3 号试样20#钢的心部组织均为铁素体+珠光体,这是由于1-3 号试样的20#钢采取的热处理工艺是表面渗碳后进行淬火+回火,渗碳后可以提锁钩表面的硬度和耐磨性能,心部组织保持原有组织的韧性。4 号试样10B21 的心部组织为回火索氏体。这是由于4 号试样采取的热处理工艺是淬火+回火,所以心部组织为回火索氏体。
3)对4 批次试样进行洛氏硬度检测,1 号试样硬度为36、35、36 HRC,均值为35.6 HRC(符合技术要求),2 号和3 号试样的洛氏硬度均小于20 HRC(不符合技术要求),4 号试样的硬度为38、38、38 HRC,均值为38 HRC(符合技术要求)。对于2 号和3 号试样硬度不符合原因分析为,渗碳层深度较小,2 号试样的渗碳层深度为275.4 μm、267.5 μm、276.6 μm,3 号试样的渗碳层深度为358.4 μm、358.2 μm、357.8 μm,洛氏硬度计打穿渗碳层,直接打在母材上,所以硬度为母材材质硬度,硬度偏低。针对上述问题,采用维氏硬度计在距离表面0.1mm 处进行硬度检测,其中1 号试验硬度为520、529、526,2 号试样硬度为534、541、539,3 号试验硬度为588、584、581,4 号试样硬度为361、366、365。1~3 号试样换算后的表面硬度均超过技术要求(35~44)HRC。由于硬度值偏高,使得零件韧性下降易断裂风险升高。
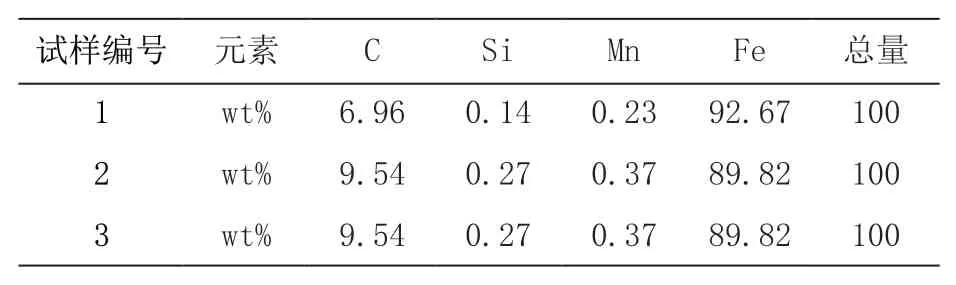
表7 渗碳层能谱分析结果
4)1 号、2 号、3 号试样的能谱分析结果显示,渗碳层中的碳含量分别为6.69 %、9.54 %、9.54 %。确定为是渗碳工艺。
5)通过对以上化学成分、金相组织、硬度及能谱分析,推断出锁钩敲击断裂可能有以下几种原因:20#钢的三种热处理工艺制定不合理或者工艺执行不到位,没有进行回火处理或者回火不充分,导致表面硬度过高,残余内应力未去除,敲击时断裂。
5 建议
1)目前锁钩技术要求中没有渗碳层深度要求,建议增加渗碳层深度技术要求,提高产品热处理工艺稳定性。
2)修改热处理工艺或者严格执行热处理工艺,渗碳后进行充分回火,去除内应力,确保硬度满足技术要求。
3)更换锁钩材料,10B21 材料热处理后能满足技术要求且未断裂。