高炉智能自动装铁系统的研发与应用
2023-08-31王在丰赵善阳马进运张贵余
王在丰,赵善阳,马进运,张贵余,景 锋
(山东钢铁集团日照有限公司,山东日照 276800)
山东钢铁集团日照有限公司(简称山钢日照公司)炼铁厂2座5 100 m3高炉分别于2017年12月和2019年4月投产,高炉设有4个铁口,采用双矩形出铁场,两出铁场对称布置,每个出铁场设有两个铁口,铁口间夹角81°。高炉铁水采用汽车运输,铁水运输距离180 m,炼钢不设中间包,实行“一罐到底,精准炼钢”的模式,高炉铁水装入量准确率直接影响炼钢的生产节奏,铁水装入量准确率的提高,能提高终点命中率,稳定废钢加入量和出钢温度,降低生产成本。高炉人工放铁,受烟尘、出铁过程中液位波动大、人员经验和注意力等因素的影响,铁水装准率控制较差,按目标值±2 t计算,铁水装准率控制在80%~90%。因此,山钢日照公司开发高炉智能自动控制系统,以提高高炉铁水装准率,满足炼钢需求。
1 控制系统
首先对高炉炉前的摆动流嘴进行自动化改造,采用施耐德M340 系列P342020 控制器,该控制器性能可靠稳定,运算和逻辑处理能力比较高,包含3种通讯接口、USB、以太网和Modbus 口,通讯接口比较灵活。M340 系列I/O 模块支持热插拔,对于后期使用具备可选择性。该系统控制结构简单,电气节点数量较少。网络结构采用独立控制方式,信号采集全部硬线直连,使用双电源供电,设备监控采用物理信号和程序判断多重安全防护,增加系统安全性。
每个出铁口附近安装操作员交互界面,画面显示出铁过程中的实时数据及报警信息,操作人员可根据炼钢需求更改目标值,如果是从其他铁口转过来的半包铁可更改皮重值。
本控制系统与原有的铁钢包系统、高炉二级系统、车载秤系统和现场PLC 控制系统相结合,形成一套“一罐到底、精准炼钢”管控模式的铁钢界面,整套系统采用局域网环网结构将两座5 100 m3高炉的出铁口控制系统连接起来,通过网络隔离链路分别进入车载秤系统和高炉二级系统,实现多方位全过程管控,以满足生产及监控需求。
2 车载称改造
本控制系统以车载称值为控制依据,原有的铁水车载称为液压感应计量器,其数值稳定性差,受气温影响,液压油黏稠状态发生改变,影响数值计量精度,不能满足控制系统需求。对铁水车的车载称进行改造,把液压感应计量器改为电子秤,提高计量精度和稳定性。通过在铁水车落包位四角加装固定桩,保证铁水包准确安全落入落包位,在原铁水包支撑位安装车载电子秤,通过电阻值变化和计量程序,计算出铁水包重量,计量信息接入智能自动装铁控制系统。
3 控制系统的安全设定
本控制系统必须保证放铁过程的安全,不能出现铁水满溢或者无罐落地的情况
3.1 过程控制隐患风险及危害
经过分析,整个控制流程存在较大的安全隐患主要有:无车时误摆动;该摆时不摆动;摆动时停不下来。
过程控制隐患导致的危害是:(1)如果摆动流嘴摆动对面罐位无铁水罐,将导致铁水落地,会对地面、墙体和周边设施造成破坏,附近若有操作人员可能造成烫伤甚至死亡。(2)铁水重量达到目标值时溜槽应该摆向对面罐位,但没有摆动,可能造成罐车超重包,没有及时发现会发生甚至铁水满溢,严重时烧坏车辆。(3)摆动过程若无法停止,可能造成摆动流嘴角度过大,铁水外溢或损坏摆动流嘴电机和减速机。
3.2 隐患风险控制办法
(1)首先保证有车信号稳定可靠,摆动的前提是必须有车。判断有车需具备5个条件:主驾光电开关、副驾光电开关、车尾激光测距仪、铁水罐液位、车载秤称重。溜槽满足这5个条件才具备基本的摆动功能。具体分析为:前3个条件为水平面检测车的位置,液位信号为垂直面检测车的位置,再加上车辆称重,共4 种不同的检测方式,可以确保有车信号的可靠。(2)出现第二种情况,现场制作声光报警装置,提醒炉前工转到手动操作。(3)目前程序设计摆动时出铁位置由倾角仪来判断,如果倾角仪出现故障无法停止,需要靠摆动流嘴的物理机械限位控制,如果机械限位也损坏,最后一道停止判断由左摆运行信号或者右摆运行信号延时9 s来停止动作。
4 控制系统应用
智能化自动控制系统以车载称计量值为主要控制依据,同时以雷达液位计作为辅助判断。
4.1 操作界面功能
通过工程师和调度操作界面,可以实现2座高炉8个铁口的出铁系统的全面监控,可以对铁水罐放铁目标值进行设定和修改,同时可通过趋势对放铁过程进行进行统计分析,必要时进行优化改善。操作员界面用于炉前工的现场操作,画面显示出铁的目标值、皮重值、毛重值、铁水流速、铁水液位、放铁线位、车号信息、报警信息等实时数据,炉前工可现场修改从其他铁口转来半包铁的皮重值,处理报警信息。
在智能化自动状态系统发生故障时,会发出声光报警,提醒炉前工退出智能化自动状态系统,切换为就地模式或者遥控器模式,避免发生铁水满溢事故。
4.2 摆动流嘴动作的时机计算
根据现场测算,摆动流嘴在动作过程中的铁水流速如图1所示。
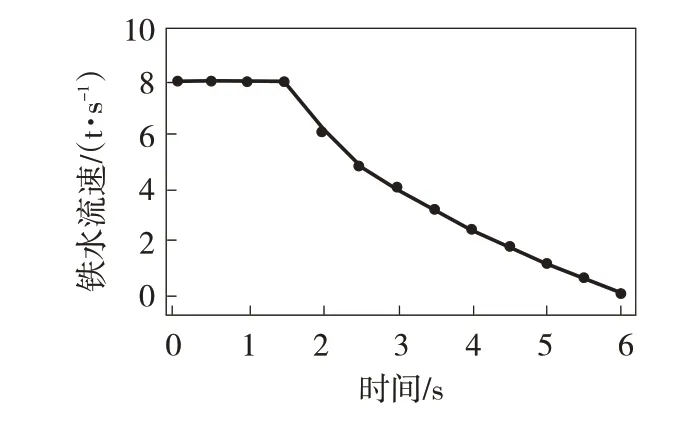
图1 摆动流嘴摆动过程的铁水流速趋势
摆动流嘴从开始摆动到摆动完成,流入铁水罐的铁水重量可近似用(1.5+4.5÷2)×铁速÷60 计算,则摆动流嘴的摆动的车载称值为:目标值+皮重值-3.75×铁速÷60。其中铁速高炉二级系统根据车载称的增加速度计算,可直接引用。当车载称达到计算值时,控制器发出动作指令,摆动流嘴自动执行摆动任务。
4.3 摆动流嘴的摆动条件设定
为保证安全,防止铁水满溢,设定毛重值和液位计上限。(1)计算车载称达到摆动条件时,自动摆向对面。(2)车载称值达到330 t,自动摆向对面。(3)雷达液位计值达到5.1 m时,自动摆向对面。
4.4 系统优化
由图2看出,高炉铁水装准率有大幅提升。为进一步提升铁水装准率,采集高炉车载净重值和目标值数据,对数据偏差进行分析比对。重量偏差多为正偏差,数据均值为0.76 t,于是对摆动流嘴摆罐秤值进行调整,在原计算公式减0.76 t,高炉铁水装置率进一步提升。
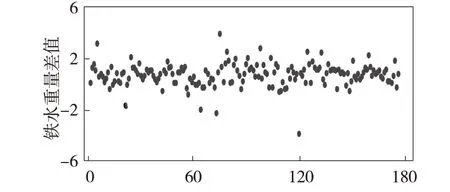
图2 铁水重量差值散点图
5 结 语
通过高炉摆动流嘴自动化控制系统与原有的高炉二级系统,车载秤系统和现场PLC控制系统相结合,山钢日照公司开发出智能化自动装铁系统,并通过优化改进,高炉铁水装准率由80%~90%(±2 t)提高到90%(±1.5 t)以上,满足了炼钢生产需求。
