投料次数对黑水虻规模化盒养生产性能的影响
2023-08-31孟雪松叶小梅孔祥平曾文超
■ 徐 猛 孟雪松 叶小梅 孔祥平 王 聪 王 莉 曾文超 杜 静*
(1.江苏大学农业工程学院,江苏镇江 212013;2.江苏省农业科学院畜牧研究所,农业农村部种养结合重点实验室,江苏省有机固体废弃物资源化协同创新中心,江苏南京 210014;3.南京环境集团有限公司,江苏南京 210014)
餐厨垃圾主要包括餐饮垃圾和厨余垃圾,在城市固体废弃物组成中占比最高,约占44%。我国餐厨垃圾产量早在2018 年就已经突破10 000 万吨,2020 年产量为11 785 万吨左右[1-2],其整体含水率约为75%~85%,有机质含量高,约占干质量的80%~93%,油脂含量丰富,约占2%~3%。在新时代可持续发展理念指导下,围绕餐厨垃圾资源化利用开展技术攻关研究极有必要[3-6]。目前餐厨垃圾资源化利用技术主要包括好氧堆肥、厌氧发酵和昆虫生物转化等[7]。其中厌氧发酵和好氧堆肥技术都存在能耗和处理成本高、处理周期较长或易产生二次污染等问题[8]。所以,目前急需开发出具有高效社会经济效益,同时能快速处理和具有生物安全性的餐厨垃圾资源化利用技术。
昆虫生物转化技术是利用蝇蛆、黄粉虫、黑水虻、蚯蚓等昆虫处理餐厨垃圾,转化为高营养的昆虫蛋白用于水产或畜禽饲料。近年来,因昆虫生物转化技术具有投入低回报高、处理效率快、养殖能耗低等优势,已经成为餐厨垃圾资源化利用的重点研究方向。目前关于昆虫生物转化技术研究较多的是利用黑水虻处理餐厨垃圾。黑水虻(Hermetia illucens),又称亮斑扁角水虻,是双翅目水虻科扁角水虻属的一种腐食性昆虫,其幼虫也称为“凤凰虫”。黑水虻幼虫具有养殖周期短、取食范围广、经济效益高并且可在高盐、高油脂和高水分的环境下生存等优势[9],可将餐厨垃圾快速转化为优质的虫体蛋白,在消除环境污染的同时,有效提升餐厨垃圾资源化利用效率[10-13]。
但是,由于黑水虻转化餐厨垃圾是一个新兴产业,目前仍然存在许多问题,如目前的养殖方式仍然以人工地养为主,缺乏相关自动化养殖设备、开放式养殖环境产生的臭气会对周边环境造成污染、人工成本高工作环境恶劣等,这些问题一定程度上限制了黑水虻转化餐厨垃圾的生产规模。目前国内一些企业开发研究出黑水虻自动化养殖设备,但没有相配套的生产技术参数,严重阻碍黑水虻转化餐厨垃圾产业化的进程[14]。因此,黑水虻转化餐厨垃圾养殖饲喂参数是本研究的目标,采用规模化盒养方式进行黑水虻养殖试验,研究黑水虻转化餐厨垃圾在不同投料次数下的幼虫生长特性、生产性能和对养殖物料温度的影响,为黑水虻养殖监测控制系统设计提供工艺技术参数支持。
1 材料与方法
1.1 试验材料
供试餐厨垃圾来自昆山某环保公司,经粉碎、匀浆且去除粗渣后的细渣浆料,其理化性质见表1。黑水虻幼虫转化试验在该公司养殖基地进行。供试黑水虻虫卵来自江苏省农业科学院有机废弃物昆虫转化中试基地。幼虫转化试验采用盒养方式,养殖盒规格为:100 cm×100 cm×15 cm,底面积为1 m2。
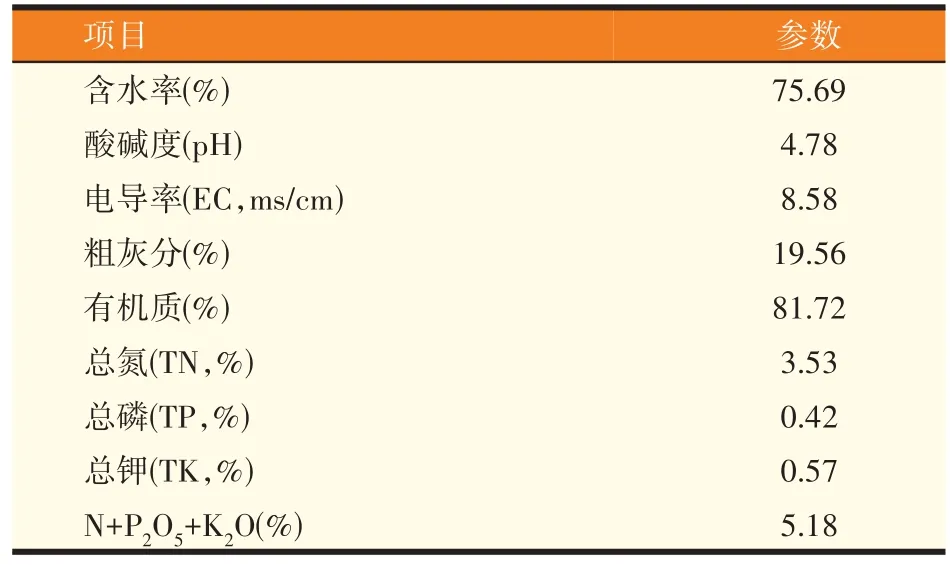
表1 初始餐厨垃圾理化性质指标(干物质基础)
1.2 虫卵孵化和虫苗育雏
将黑水虻虫卵置于恒温恒湿孵化房内孵化[温度(28±1) ℃,相对湿度(75±2)%]。孵化后的虫苗使用含水率65%左右的纯麦麸进行饲喂,将虫苗放在孵化房内连续饲喂4 d,得到4 日龄虫苗,备用于后续餐厨垃圾转化试验。
1.3 试验设计
针对整个养殖周期按照投料次数设置5 个处理组,分别为1次投料、2次投料、3次投料、4次投料和对照组(即每天投料1 次),各处理组设3 个重复。在孵化房饲喂4 d 的虫苗体重为(5.85±0.06)mg/头,将虫苗转移至养殖盒中进行餐厨垃圾饲喂试验,每个养殖盒投放60 000头虫苗,整个试验周期餐厨垃圾饲喂总量为60 kg,其中处理1至4的分批次投料方案见表2,对照组为每日表面多点投料养殖(模拟规模化养殖人工投料),投料情况见表3,所有试验组均采用表1 所示餐厨浆料。每个养殖盒第1 次投加料后,轻轻平铺物料,然后在盒体中心位置的物料表面铺设2 kg 木屑,再将称量好的虫苗投放到木屑表面。

表2 不同投料次数下分批次投料表
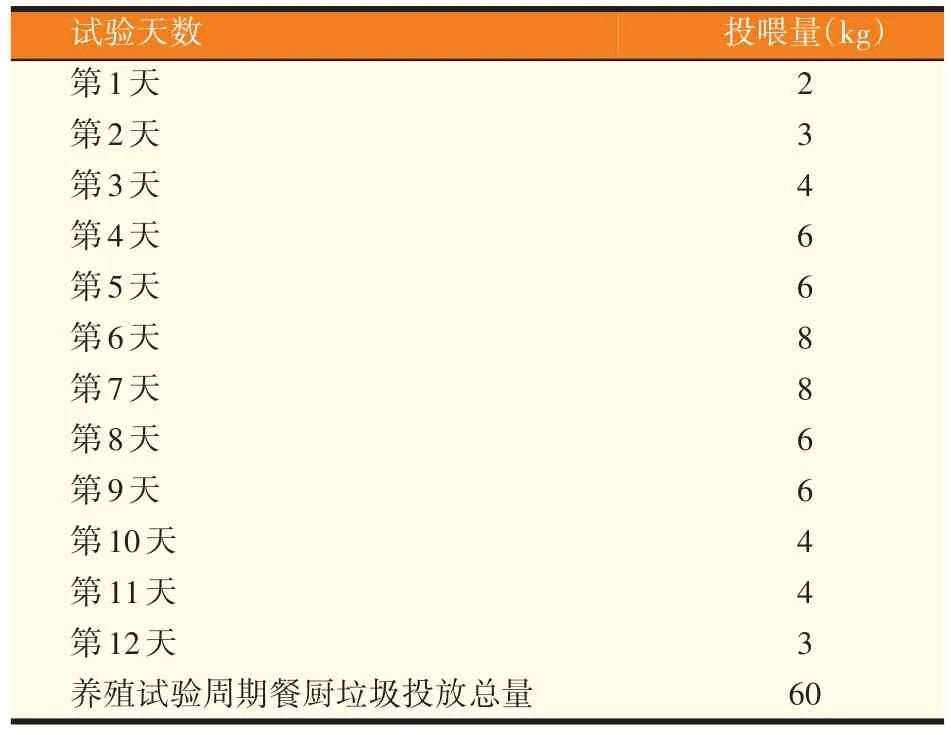
表3 对照组投料情况
从试验第96 h开始每隔48 h随机采集幼虫样品测量平均虫长(30头/盒,3次)和平均虫重(10头/盒,3次),直至试验结束。
1.4测试指标及方法
1.4.1 物料温度
物料温度是指养殖期间盒体内物料温度,采用温度记录仪(型号I100-E2T,玉环智拓)每天上午10:00及下午15:00记录料温及环境温度。
1.4.2 幼虫生长性能和营养指标测定
平均虫重采用随机称取30 头不同生长期黑水虻幼虫重量,每组取3 个平行,计算出单头幼虫重量(mg/头);平均体长采用随机测量30 头不同生长期黑水虻幼虫的体长,计算出单头虫长(mg/头)。养殖结束后,采用旋振筛实现幼虫和虫砂分离。每个试验组随机采集幼虫若干,称重后放入55 ℃烘箱烘干至质量恒定,测得幼虫含水率;将烘干后幼虫进行粉碎,过60 目筛,采用重铬酸钾容量法-热稀释测定幼虫有机碳含量;采用全自动凯式定氮仪测得幼虫总氮含量,从而折算粗蛋白含量;幼虫粗脂肪含量采用索氏提取法测定;幼虫的粗灰分含量测定按照《饲料中粗灰分的测定》(GB/T 6438—2007)。
1.4.3 虫沙理化性质分析
称取5 g虫沙新鲜样品,加50 mL纯化水震荡0.5 h,然后采用pH 计测定样品pH,使用电导仪测定样品电导率EC。取新鲜样品放入55 ℃烘箱烘干至质量恒定,测得虫沙含水率。将烘干后样品进行粉碎,过60目筛。采用铬酸钾容量法-热稀释测定有机质相对含量;采用索氏提取法测定粗脂肪含量;采用全自动凯氏定氮仪测定总氮相对含量;采用钒钼黄比色法测定总磷相对含量;采用火焰光度计法测定总钾相对含量。参照《饲料中粗灰分的测定》(GB/T 6438—2007)测定沙虫粗灰分含量。
1.4.4 黑水虻转化餐厨垃圾生产性能
单位面积虫产量(kg/cm2)=幼虫收获重量/幼虫养殖面积
料虫比=餐厨垃圾浆料量/收虫幼虫重量[15]
1.5 数据处理
使用统计软件IBM SPSS 23.0对试验数据进行单因素方差分析,结果以“平均值±标准差”表示,P<0.05表示差异显著;使用 Origin 2018软件进行图形绘制。
2 结果与分析
2.1 物料温度变化规律分析
在试验周期内,养殖环境温度在28~34 ℃,此工况下,不同投料次数的处理组之间的物料温度变化规律存在明显的差异,其中2、3、4 次投料处理组的物料温度出现快速增长的情况,试验第96 h 时这3 个处理组物料温度全部达到最高温度46 ℃左右,然后开始降低,且2、3次投料处理组的物料温度变化情况没有太大的差异;4次投料处理组温度在192 h后开始低于2、3 次投料处理组,可能由于4 次投料处理组前期物料少,温度升得快,后期由于多次投料导致物料温度降低。试验第120 h对3个处理组进行第2次加料,由于投放的物料温度低,导致养殖物料温度急剧下降,随后随着虫子的进食活动物料温度开始缓慢升高。试验第168 h 对4 次投料处理组进行投料作业后物料温度开始缓慢上升,直至第240 h对4次投料处理组进行最后一次加料后物料温度一直在35 ℃上下浮动,可能是因为即将到达黑水虻幼虫生长发育的后期,虫子进食活力减弱所致。1次投料处理组的物料温度波动幅度不大,由最开始的25 ℃逐渐升高至40 ℃后开始下降到37 ℃,并小幅度波动,可能与1次投料工况下黑水虻幼虫存在从上往下取食餐厨垃圾,而不存在多次投料工况下补料前后物料干湿度差异大导致料温波动大的缘故,但是此种投料方式会导致养殖物料底部出现板结现象,不利于后期虫粪分离。在整个试验过程中,对照组由于前期投料量少导致温度上升较快,至96 h时达到最高温度41 ℃后逐渐下降,相比于其他处理组,对照组料温的整体波动范围最小,表明少量多次喂料有利于减少黑水虻养殖料温波动幅度(图1),但考虑到规模化生产过程中耗工成本,所以这种方法不可取。同时,养殖期间环境温度的波动也会对养殖物料温度有所影响,由图1可以看出养殖的第84 h和第204 h环境温度降低导致所有处理组的养殖物料温度降低。
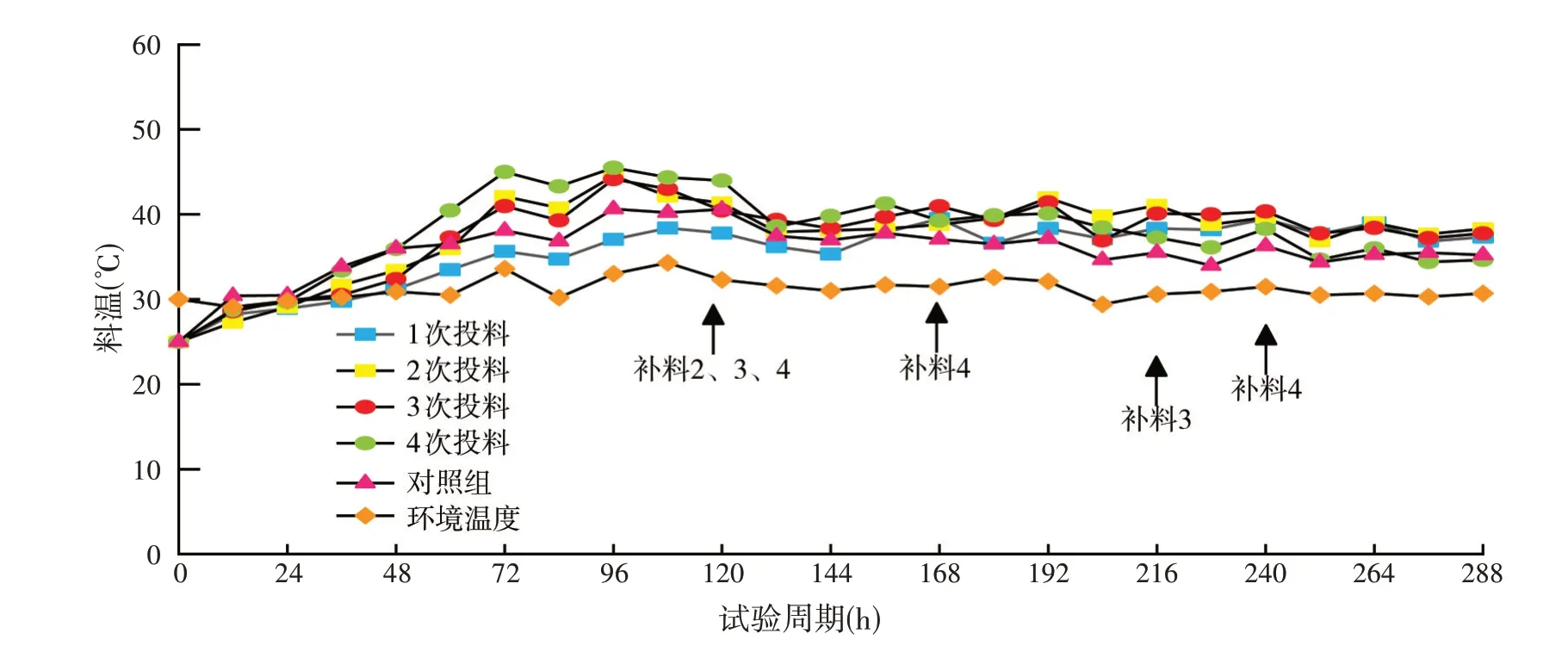
图1 不同投料次数下物料温度变化规律
2.2 黑水虻幼虫生长性能
虫长虫重变化及虫体各项指标是反映黑水虻幼虫生长性能的重要指标。从图2、图3 和表4 中看出,不同投料次数下幼虫生长的平均体长差异较明显,结合物料温度变化规律分析发现,1 次投料可能由于物料温度波动不大,有利于幼虫生长,所以前期虫子生长较快,后期由于物料状态不佳,导致虫子生长缓慢。而2 次、3 次投料处理组,可能由于物料温度一直处于比较稳定的状态,幼虫转化餐厨垃圾效率较快,因此虫长一直以较快速度升高。4次投料组可能由于后续多次投料,使得物料温度波动较大,影响幼虫的转化效率,故而对虫体影响较大。
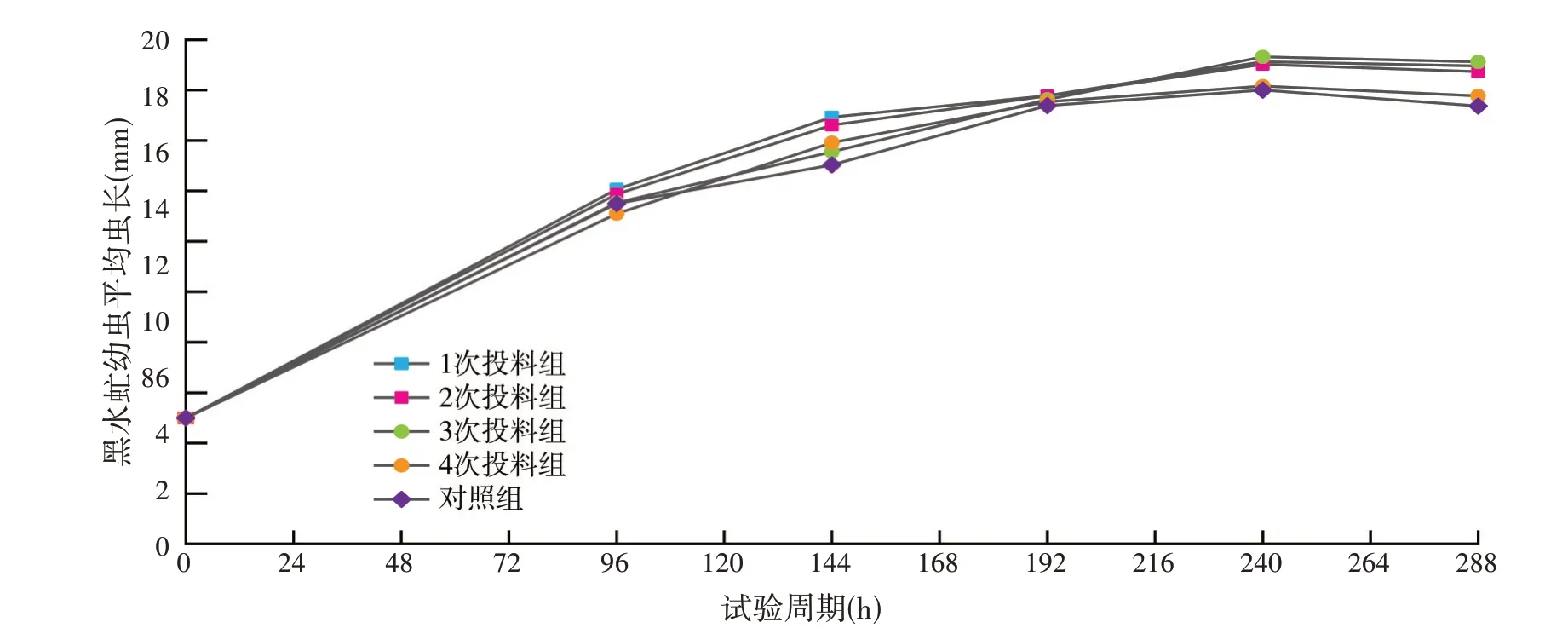
图2 不同投料次数下黑水虻幼虫平均体长变化规律

图3 不同投料次数下黑水虻幼虫平均体重变化规律

表4 不同处理组中鲜虫营养成分(干物质基础,%)
不同投料次数下幼虫生长的平均体重差异明显,结合上面的物料温度变化规律可以发现,1 次投料处理组因物料充足且物料温度变化幅度不大导致幼虫活性高,从而幼虫体重前期增幅较大,后期由于物料状态不佳导致虫子转化效率变慢,幼虫体重增幅减缓。在试验第120 h对2次、3次、4次投料处理组进行第2 次投料,由于各投料处理组补料量不同,所以幼虫体重增长速率也不相同,在试验第168 h 时对4 次投料处理组进行第三次补料后其幼虫体重增长速率超过2次投料和3次投料处理组。这一现象反映养殖后期黑水虻幼虫对浆料状态的养殖物料转化吸收得更好,这与沈礼晨等[16]研究结果相一致;对照组虫子最重的原因是物料含水率比较高,可能与对照组每天投喂养殖原料使得空料期缺失有关,导致收虫时幼虫表面水分偏高。
从表4 对试验收获的黑水虻虫体进行各项理化指标测定发现,除对照组外,其余处理组幼虫含水率为64%~66%,而2次、3次投料处理组虫体粗蛋白含量显著高于其他处理组(P<0.05),3次和4次投料处理组的粗脂肪显著高于其他处理组(P<0.05),表明多次投料工况下,更加有利于虫体粗蛋白和粗脂肪的积累。
综上所述,黑水虻转化餐厨垃圾时稳定的物料温度有利于幼虫生长,养殖后期适当加料有利于幼虫生长,最佳收虫时间为投虫饲喂后第10天,采用多次投料方式有利于提高虫体生长性能,且以3次投料为最佳。
2.3 虫粪理化性质分析
餐厨垃圾经黑水虻转化后虫粪的基础理化指标如表5 所示。经过黑水虻转化之后物料含水率较初始有不同程度降低,其中2 次、3 次投料处理组分别下降至61.00%和60.65%,1 次投料组下降至66.75%,这可能由于1 次投料工况下物料容易板结导致黑水虻转化不彻底,而从4 次投料处理组高达70%以上、对照组含水率基本与初始原料持平分析来看,表明后期黑水虻幼虫活力降低导致转化效率下降,因此在多次投料工况下必须慎重把握最后1 次投料时间节点,给予虫体必要的空料期,以便后续虫粪分离作业。
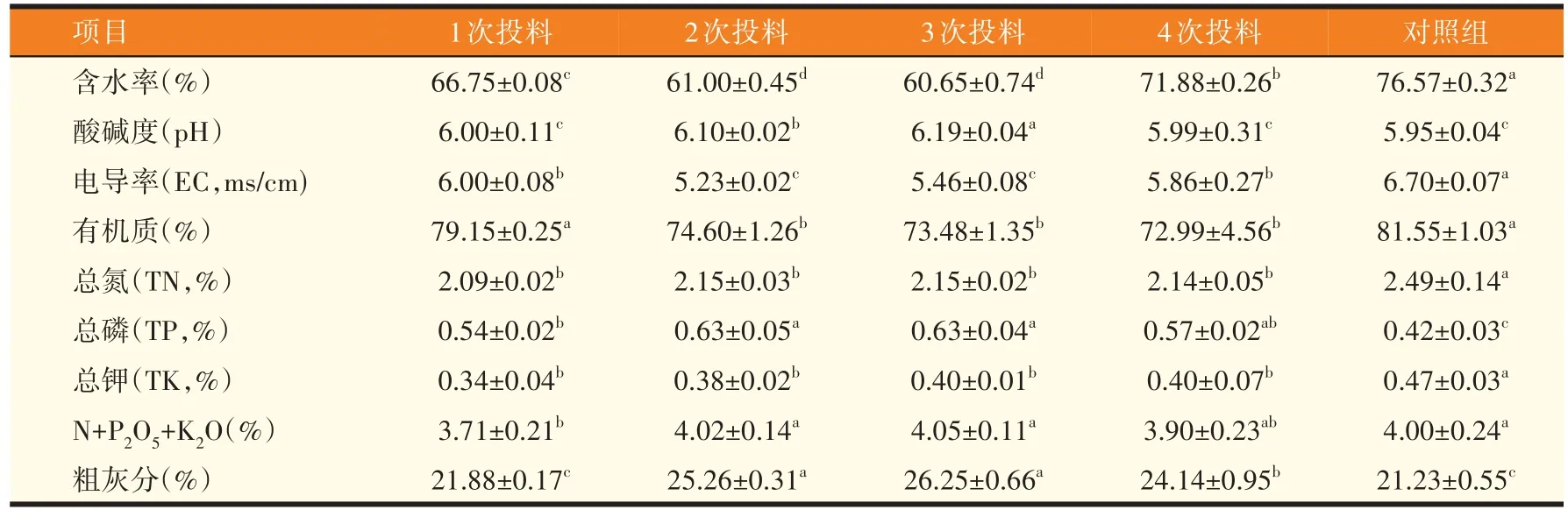
表5 不同处理组虫粪理化性质指标(干物质基础)
初始餐厨垃圾pH为4.78,经黑水虻转化后各处理物料pH均上升至6左右,可能由于餐厨垃圾经黑水虻过腹转化代谢后产生氨气所致。各处理组物料的电导率(EC)在黑水虻转化后均由初始的8.58 ms/cm 有所降低,除对照组略高外,其余处理组物料的电导率在5.23~6.00 ms/cm,其中2 次和3 次投料处理组相对较低,且两个处理组之间没有显著差异(P>0.05),可能是由于在黑水虻转化餐厨垃圾过程中,通过摄取餐厨物料中的盐基离子,也可能与微生物对盐离子发生络合作用有关。餐厨垃圾原料初始有机质含量为81.72%,经黑水虻转化后物料的有机质含量除对照组外均有所降低,且随着投料次数增加而有所降低,但多次投料处理组之间差异不显著(P>0.05),但与1 次投料处理组和对照组之间差异显著(P<0.05),可能由于在处理过程中黑水虻通过利用有机质作为碳源满足自身的生长繁殖需求,另一方面黑水虻和微生物发生协同反应,促进了有机物质的矿化过程,导致一些有机质通过H2O与CO2的形式被消耗,温度较高时可能会促进这一反应,所以有机质的相对含量下降;同时也表明投料次数增加,有利于餐厨物料消化更加完全。
对比表1 中初始餐厨原料养分含量,从表5 中可以看出,除对照组TN 和TK 降幅小,TP 降幅大外,其余处理组均随着投料次数的增加而略有升高,且处理组之间TN 和TK 差异不显著(P>0.05)。从虫粪总养分(N+P2O5+K2O)含量分析来看,随着投料次数的增加,各处理组虫粪的总养分含量均由初始原料的5.16%有所降低,但除1次投料处理组偏低外,其余处理组均为4.00 左右,说明在该试验工况下,餐厨垃圾被黑水虻幼虫转化后虫粪总养分含量基本满足有机肥料总养分≥4%要求(NY/T 525—2021)。此外,从粗灰分含量分析来看,各处理虫粪中粗灰分均由初始的19.56%而有所增加,且以2 次和3 次投料处理组为最高,与其余处理组差异显著(P<0.05),这一结果也从另一角度反映出在多次投料条件下,黑水虻转化餐厨原料的消化吸收效果更好,使得有机物养分降低导致灰分含量增加所致。
2.4 黑水虻转化餐厨垃圾生产性能
生产性能指标通常是多项技术指标的集合,可以综合反映不同工艺技术参数条件下所获得的目标效果,并估算出规模化养殖工况下该技术的生产性能,为优选或评估该技术的经济效益和应用可行性提供数据支撑。
根据不同投料方式下黑水虻转化餐厨垃圾的生产性能指标对比分析(表6),试验以经粉碎磨浆除杂预处理后的浆料饲喂黑水虻幼虫,在投虫密度和饲喂量相同条件下,不同投料次数下的各处理组幼虫的养殖周期均为12 d,其中3次投料处理组的料虫比最低,并且虫长、虫重和单位面积虫产量均为最高。2次、3次投料处理组在生产性能上没有显著的差异(P>0.05),而1次投料和2次、4次投料处理组在单位面积虫产量没有显著差异(P>0.05),但是与3 次投料和对照处理组有显著差异(P<0.05)。因此,从处理餐厨垃圾效率和经济效益两方面综合分析,3 次投料的生产性能最好,即单位面积产虫产量为12.16 kg,料虫比为4.94。

表6 黑水虻生物转化餐厨垃圾生产性能
3 讨论
黑水虻幼虫可取食各种有机废弃物,并且能够快速的将有机废弃物转化为优质的昆虫蛋白。采食不同有机废弃物对黑水虻机体组成和转化效率都存在显著影响。刘瑜彬等[17]研究结果表明,饲喂猪饲料的黑水虻幼虫体重可达180 mg/头,养殖周期14 d,而饲喂中药渣的黑水虻幼虫体重仅130 mg/头,养殖周期长达28 d,而本试验饲喂餐厨垃圾浆料的黑水虻幼虫体重最高为204.44 mg/头,养殖周期仅12 d,表明饲喂营养丰富的餐厨浆料更利于黑水虻幼虫吸收转化,缩短养殖周期,其生产性能明显优于猪饲料和中药渣。以3 次投料处理组为例,处理1 t 餐厨垃圾浆料(含水率75.69%),可获得204 kg 含水率63.7%左右的新鲜幼虫,按照幼虫市场价(约3 000 元/t)估算处理1 t 餐厨浆料可获得约612 元收益。此外,黑水虻处理餐厨垃圾浆料后的虫砂还可用于开发高品质有机肥或土壤改良剂。因此,应用黑水虻处理餐厨垃圾浆料具有较高的经济价值和推广潜力。
然而我们仍然发现,本试验结果与研究团队前期的沈礼晨等[16]报道的研究结果存在较大差异,在实验室小规模工况下,不同投料方式对比试验的饲喂周期仅10 d,并且从高效率处理餐厨垃圾和投料回报效果两者角度综合分析,以2 次投料为最佳,究其原因可能由于两个试验的环境条件差异明显,本试验中因养殖基地内养殖大棚尚未安装环境控制系统,这可以从图1 环境温度的波动性看出。同时也反映出黑水虻规模化养殖过程中,性能良好的智能环控系统将为实现黑水虻标准化养殖提供保障。
物料温度的变化能够很明显地呈现出黑水虻转化餐厨垃圾过程中黑水虻幼虫活力状况和物料转化效率。研究表明[18-20],黑水虻幼虫适宜的生长温度范围为30~38 ℃,其生长温度上限为43 ℃,物料温度过高则容易导致幼虫外逃或者死亡,物料温度过低又会导致黑水虻幼虫活力降低不进食,从而导致物料转化效率低。由上可知,在投虫密度和养殖工况相同的情况下,养殖物料投放次数对物料温度的变化影响很大,投料次数越多,料温的波动越大。随着幼虫养殖周期进行,虫子生长活力会导致物料温度升,而一旦物料温度达到最高值并开始下降后,可能存在物料不足或物料状态不佳等原因导致虫子活力不足,这一情况可作为后续黑水虻养殖监测控制系统设计提供参数依据。
4 结论
① 在规模化盒养情况下,采用多次投料方式,随着投料次数增加,对转化物料料温波动影响较大;在投虫密度和饲喂量一样的情况下,以3次投料处理组的料虫比为最低(4.94),虫长虫重和单位面积虫产量为最高。
② 养殖环境温度的波动会导致养殖物料温度发生变化,从而影响到幼虫生长和生产性能。因此要保证黑水虻规模化养殖幼虫生长的一致性,有必要研发与黑水虻生活习性相匹配的养殖环境控制系统。
