一种大型半自磨机筒体衬板优化设计方案
2023-08-29田宗玉岳建国刁晓刚张磊磊岳卫国杨延飞
田宗玉,岳建国,刁晓刚,魏 伟,张磊磊,岳卫国,杨延飞
1中信重工洛阳重铸铁业有限责任公司 河南洛阳 471000
2智能矿山重型装备全国重点实验室 河南洛阳 471039
半自磨机内部有大量钢球、块状物料及矿浆,工况较为恶劣。为延长设备使用寿命,磨机端盖及筒体部位均装有衬板。半自磨机筒体衬板能避免钢球直接冲击筒体,使其不受矿浆侵蚀;还能提升物料及钢球,使其在磨机内部具有一定的运动形态,提高钢球对物料的粉碎效果。
筒体衬板作为保护筒体的重要易损件,其使用寿命直接影响选矿厂的设备运转率。一般来说,筒体衬板的使用寿命即是磨机的检修周期,筒体衬板的使用寿命越长,选矿现场的设备运转率也就越高。影响半自磨机筒体衬板的使用寿命主要与磨机规格、矿石属性、磨机运行工况、衬板的材料及结构有关[1],实际生产中往往通过优化衬板结构延长其使用寿命。
云南某大型铜矿使用某公司生产的φ9.75 m×4.72 m 半自磨机,采用 SABC 磨矿工艺流程。运行初期,半自磨机筒体衬板经常出现不耐磨、碎裂现象,筒体衬板使用寿命只有 1 200 h,断裂比例达到 26%,筒体衬板更换频繁,磨矿系统开停机频繁,维护成本高,选矿现场呈现生产不连续,产能提高受限的情况,严重制约了选矿厂的达产进程。笔者根据原筒体衬板使用情况,并参考其它相同或相近规格半自磨机筒体衬板结构,借助专用软件对筒体衬板进行优化设计。
1 筒体衬板优化前结构和使用情况
优化设计前,半自磨机筒体衬板分为进料端筒体衬板和出料端筒体衬板,采用 60 排 T 形高-低-高排布形式,即进、出料端筒体衬板均为 30 排高衬板+30 排低衬板。共 3 种筒体衬板,进出料端筒体低衬板结构和尺寸相同。高衬板提升条高度为 285 mm (含底板),低衬板提升条高度为 165 mm (含底板),筒体衬板结构如图1 所示,装配形式如图2 所示。

图1 原筒体衬板结构Fig.1 Structure of original shell liner

图2 原筒体衬板装配示意Fig.2 Assembly diagram of original shell liner
原结构筒体衬板运行日历时间为两个半月左右,实际运行时间为 1 200 h,实际运转率为 66.6%,处理矿量约为 130 万 t。衬板运行期间,筒体高、低衬板均有断裂,筒体高衬板沿螺栓孔处开裂,筒体低衬板沿螺栓孔处开裂并延展至底板。
经现场勘查分析,现场综合填充率为 19%,钢球填充率为 13.4%,钢球过多,物料较少。而原结构筒体衬板提升条提料侧面角较小,导致钢球被过度提高,钢球直接冲击衬板,造成筒体衬板开裂。图3、4 分别为筒体高、低衬板的断裂情况。
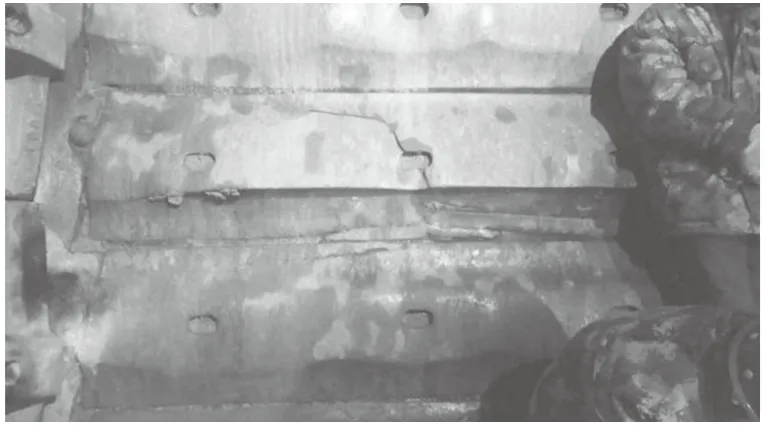
图3 筒体高衬板断裂情况Fig.3 Fracture of high shell liner

图4 筒体低衬板断裂情况Fig.4 Fracture of low shell liner
为了准确掌握该现场筒体衬板的磨损规律,使用衬板磨损在线测量技术[2],对拆卸前筒体衬板的整体磨损情况进行了三维扫描和数据分析。图5 所示为原设计方案筒体高衬板提升条的剩余厚度,图6 所示为筒体低衬板提升条的剩余厚度,图7 所示为筒体高衬板底板剩余厚度,图8 所示为筒体低衬板底板剩余厚度。由图5~8 可以看出,筒体衬板高磨损区域位于筒体中段偏向出料端部位。根据三维数据结果,可精准分析筒体衬板磨损规律,掌握筒体衬板高磨损区域位置,复核筒体衬板结构设计,有助于进一步完善和优化筒体衬板方案。

图5 筒体高衬板提升条剩余厚度Fig.5 Residual thickness of lifting bar for high shell liner

图6 筒体低衬板提升条剩余厚度Fig.6 Residual thickness of lifting bar for low shell liner

图7 筒体高衬板底板剩余厚度Fig.7 Residual thickness of base plate for high shell liner

图8 筒体低衬板底板剩余厚度Fig.8 Residual thickness of base plate for low shell liner
2 衬板结构优化
2.1 筒体衬板排数
半自磨机筒体衬板提升条将钢球、物料提升到一定高度并抛落,使钢球、物料、衬板之间相互碰撞、摩擦,从而得到符合设计要求的物料粒度。根据文献 [3],筒体衬板提升条数越多,提升的介质就越多,粉磨的效率越高。筒体衬板的排数与半自磨机直径 (英尺) 之比约为 1∶1。现场φ9.75 m×4.72 m 半自磨机的直径是 32 英尺,主机筒体衬板结构设计为 30 排高衬板+30 排低衬板,优化设计后的筒体衬板仍采用 30 排高衬板+30 排低衬板排布方案。
2.2 筒体衬板提升面角
根据文献 [4],在磨机转速、钢球大小、磨机直径、综合填充率一定的情况下,筒体衬板对物料、钢球的提升效果主要与筒体衬板的提升面角、提升条高度与间距之间的比值 (S/H) 有关。提升面角越小,钢球抛落的距离越远,钢球直接冲击衬板的概率越高,衬板断裂风险加大;提升面角越大,钢球抛落的距离越小,钢球直接冲击衬板的概率降低,同时也降低了对物料的粉碎效果,磨机台时产量下降,影响选矿厂产能稳定性。
现场磨机转速为 10.66 r/min,钢球大小为 127 mm,磨机直径为 9.75 m,综合填充率为 19%。借助专用模拟软件,仿真分析了钢球的抛落位置及距离,重新复核筒体衬板结构。结果表明,当筒体衬板提升面角为 40°时,钢球抛落在料堆趾部。此时,钢球对物料的粉碎效果最好,而且冲砸衬板的概率较小,钢球抛落轨迹如图9 所示。筒体衬板在磨机运行期间,提升条不断磨损,提升面角变大,此时筒体衬板的提升效果变弱,因此在本次筒体衬板优化设计方案中,采用变提升面角设计 (30°/40°)。一方面,筒体衬板上部大提升面角既能使筒体衬板在运行初期就快速达到额定台时产量,又能使钢球不直接冲击衬板,降低衬板断裂风险;另一方面,在使用后期,随着衬板磨损,下部提升面角接近最佳提升面角,能够提高筒体衬板运行中后期的磨矿效率[5]。

图9 钢球抛落轨迹模拟Fig.9 Simulation of steel ball dropping trajectory
2.3 筒体衬板高度
根据用户对筒体衬板的使用寿命要求以及前期其他厂家衬板使用情况,同时参考相同和相近规格半自磨机筒体衬板高度,本次筒体衬板优化设计方案确定为:筒体高衬板总高 360 mm,低衬板总高 230 mm。优化设计前后筒体高衬板结构对比如图10 所示,优化后的衬板装配情况如图11 所示。

图10 优化前后筒体高衬板结构对比Fig.10 Comparison of shell liner structures before and after optimization

图11 优化后筒体衬板装配示意Fig.11 Assembly diagram of shell liner after optimization
2.4 优化设计后筒体衬板的使用效果
优化设计后,筒体衬板共生产 2 套,实际运行时间达到 2 400 h,较优化前提升了 104.2%;处理矿量达到 200 万 t,超过用户对筒体衬板的使用寿命要求;筒体衬板整体磨损情况较为均匀 (见图12),断裂比例由 26% 降至 2%。通过优化设计,提高了现场设备运转率,完成了选矿厂达产提能目标。

图12 筒体衬板优化后整体磨损情况Fig.12 Overall wear condition of shell liner after optimization
3 结语
运用 3D 激光扫描分析技术,对磨机衬板磨损情况进行精准分析,同时应用模拟软件,仿真分析了钢球的抛落轨迹,通过对φ9.75 m×4.72 m 半自磨机筒体衬板高度及提升面角的优化设计,降低了钢球衬板的超预期磨损和断裂,提高了衬板寿命和设备运转率,取得了良好的使用效果。
