轧机物理量的一点标定的实现及应用
2023-08-14袁志国
袁志国
(中色科技股份有限公司,河南 洛阳 471039)
1 现存问题
在工业生产中,模拟量信号传感器被广泛应用,但一般测量的模拟量信号值和实际的物理值之间需要进行转换,转换时需要一个基准点,例如,对轧边辊开口度或带材卷径进行测量时,传感器测量到的模拟量信号传送到PLC的模拟量输入板的数值是0~27648,这个值要进行处理,转换为实际的物理值。以前比较常用的方式是两点标定,即记录第一测量点的实际测量X1值及其对应的实际物理值Y1,记录第二测量点的实际测量值X2及其对应的实际物理值Y2,然后根据如下公式进行计算:Out:=In*(Y2-Y1)/(X2-X1)+Y1;式中,Out为实时物理值(例如液位或卷径),mm;In为原始测量值0~27648;Y1为第一测量点实际物理值(手动测量),mm;X1为第一测量点的原始测量值0~27648;Y2为第二测量点实际物理值(手动测量),mm;X2为第二测量点的原始测量值0~27648。
这样测量存在问题有,(1)需要测量两点。这两点在实际现场应用时是否容易测量,例如对于铜粗轧来说,左大开卷和右大开卷是带钳口的,标定的第一点可以使用卷轴本体的直径,但标定第二点比较困难,无法直接上卷,需要轧制完成后,再标定卷径。对于轧边辊开口度的测量,在测定完第一点后,还需要改变轧边辊开口度,才能测量第二点,操作上比较繁琐。(2)存在测量误差。测量两点,更容易引入手动测量误差,并且根据两点测量得出的换算系数(Y2-Y1)/(X2-X1)在X1、Y1为最小值点,X2、Y2为最大值点时,测量误差影响最小;当两点都为中间点时,测量误差对换算系数影响较大,计算出的物理量会存在一定误差。
针对上述存在的缺点,本文将两点标定进行改善,提出一点标定的方法来减少手动测量误差,简化测量步骤和程序处理。
2 一点标定的前提
一般情况下,现场使用的模拟量传感器都是线性的,一点标定的前提正是根据这种线性提出的。对于轧边辊使用的位置传感器来说,一般输入值0~27648对应0~400mm,其换算系数为400/27648,是一个固定的值,对于卷径测量传感器来说,输入值为0~27648,对应0~1800mm,其换算系数为1800/27648,对于其它类型的线性模拟量传感器来说,换算系数也是固定的,因此可以据此进行一点标定。
3 现场应用说明
下面以轧边辊开口度测量和卷径测量为例来说明一点标定的应用。
(1)轧边辊开口度测量。轧边辊一般用于热轧机,传动侧轧辊和操作侧轧辊分别安装位置传感器,计算开口度时,需要分别计算两侧位置,然后得出开口度值。
标定点可以选轧边辊最大开口或最小开口,也可以选任意位置,看现场轧边辊在哪一个位置较容易测量。单边位置计算公式为,Pos:=Dir*(In-X1)*(In_max/27648.0)+Y1;Pos为输出的实时位置值,mm;Dir为数值的方向,过程值和物理量方向相同时为1,方向相反时为-1;In为位置传感器的实时输入值0~27648;In_max为位置传感器的最大量程,mm;X1为一点标定的原始测量值0~27648;Y1为一点标定的实际物理值,mm。
(2)卷径测量。冷轧和热轧机生产中,都会用到卷径测量,如果卷轴带套筒,可以将套筒作为标定点,如果不带套筒,可以将卷轴作为标的点。卷径测量公式为,Dia:=Dir*(In-X1)*(In_max/27648.0)*2+Y1;Dia为输出的实时位置值,mm;Dir为数值的方向,过程值和物理量方向相同时为1,方向相反时为-1;In为卷径传感器的实时输入值0~27648;In_max为卷径传感器的最大量程,mm;X1为一点标定的原始测量值0~27648;Y1为一点标定的实际物理值,mm。
应当注意的是,如果现场使用超声波传感器来测量卷径,则应保证超声波传感器的线性为出厂线性,在使用中未被重新标定过;如果重新标定过,则其固有线性会改变,使用一点标定可能会出现错误值。
4 程序编写
以卷径测量程序为例,可以在HMI中,添加标定接口(图1),输入卷径的最大最小值,输入计算当量,将当前标定位置输入,进行标定即可。界面的输入值传送到PLC程序(图2),PLC程序中会自动进行计算,输出实时的卷径值。

图1 界面标定接口Fig.1 Interface calibration interface
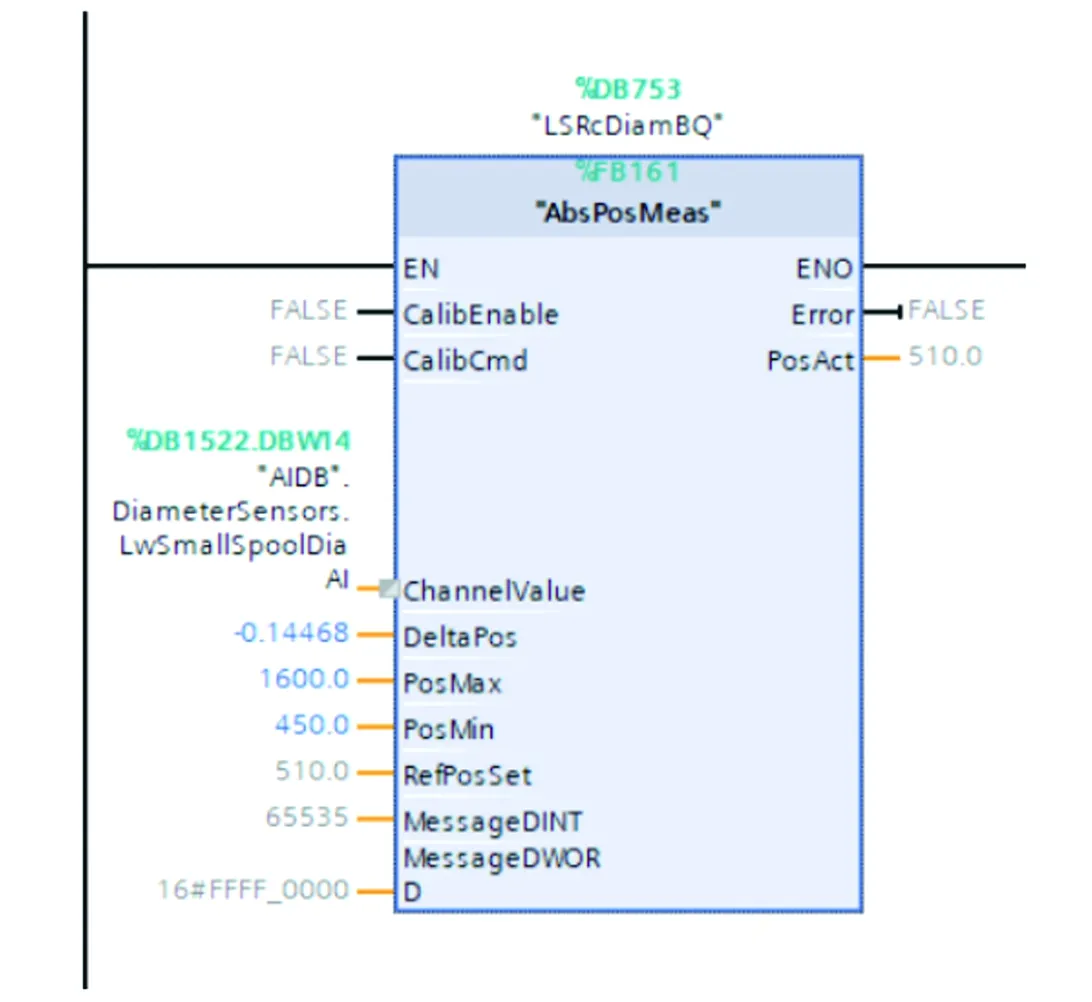
图2 一点标定PLC程序Fig.2 Point calibration PLC program
5 现场应用
经过现场实践表明,一点标定可以很好的应用在热轧机和冷轧机生产中, 物理值测量准确, 可以在很多情况下取代两点标定,减少了编程量,方便了用户操作。