ZJ17卷烟机烟末清洁隔离装置的设计与应用
2023-08-12李峰余峰孔德昕杨彩虹华卫蔡培良吕忠毛龙所
李峰,余峰,孔德昕,杨彩虹,华卫,蔡培良,吕忠,毛龙所
ZJ17卷烟机烟末清洁隔离装置的设计与应用
李峰,余峰,孔德昕,杨彩虹,华卫,蔡培良,吕忠,毛龙所
(红云红河烟草(集团)有限责任公司曲靖卷烟厂,云南 曲靖 655001)
解决已涂胶的水松纸黏上烟末、复合型滤棒添加物颗粒或其他杂物而产生的烟支水松纸夹末、皱纹、漏气等一系列产品质量问题。在ZJ17型卷烟机MAX部分汇合鼓轮与靠拢鼓轮之间加装两道清洁烟末装置,实现电气一体化控制。该装置与设备原本的接装纸切刀辊防护罩左下方吹气装置形成三道吹风清洁装置。三道吹气装置在汇合鼓轮与靠拢鼓轮之间形成一层隔离气帘。隔离气帘能够隔离烟末、复合型滤棒添加物颗粒等杂物,产品质量缺陷率由2.68%降至0.36%。所研制的清洁装置效果显著,降低了烟支夹末质量缺陷率,保证了产品质量,在ZJ118、ZJ116等机型上具有较广泛的推广应用价值。
ZJ17卷烟机;烟末;三道吹风装置;隔离气帘;电气一体化
ZJ17型卷烟机在正常生产运行时,从进烟鼓轮到水松纸搓接鼓轮,双倍组烟经切割、分离、汇合滤嘴、包裹水松纸、搓接成型的过程中,会抛甩所产生的大量悬浮烟末,容易出现水松纸夹末的现象,进而造成水松纸皱纹、翘边、漏气、掉嘴等质量缺陷[1]。行业内对ZJ17卷接机MAX烟末的清洁有一定的研究成果,例如:利用负压吸风装置和负压回收装置清除靠拢轮和搓接轮处的烟末,在形成烟支相组合之前,利用正压吹气装置吹走烟末,避免水松纸沾上烟末以及通过对一次分切轮进行技术改进等[2-4]方法,都不能完全解决夹烟支夹末这一质量问题。要解决这一问题的关键在于在接搓之前尽可能地清洁靠拢鼓轮和汇合鼓轮之间的烟丝、烟末等颗粒。为此,在ZJ17型卷烟机MAX部分,汇合鼓轮与靠拢鼓轮之间设计了两道清洁烟末装置,它们与设备原本的接装纸切刀辊防护罩左下方吹气装置共同形成一层隔离气帘。隔离气帘基本上清洁了靠拢鼓轮和汇合鼓轮之间的烟丝、烟末等颗粒,将搓接之前的烟末去除,最大程度上减少夹末烟的产生,能保证了产品质量。
1 问题分析
1.1 存在问题
通过频闪仪观察发现,在接装过程中,由于鼓轮的高速转动,烟端的烟末在离心力的作用下被抛出,抛出的烟末有一部分在重力的作用下掉入废烟箱,而另一部分会跟随鼓轮转动并被带到下游鼓轮上,从而在运转的鼓轮外围形成一股流动的烟末流。同时,因为鼓轮的高速转动带动鼓轮表面的气流也高速流动,根据流体的速度与压强的原理知道,鼓轮表面气流流速快压强小,而外围气流的流速慢压强大,所以烟末在2种气流产生的压强差的作用下跟随鼓轮转动。在实际生产过程中,在分离轮高速旋转产生的惯性作用下,双倍组烟经第一切割轮切割后,烟末会沿着切割端面方向掉落,大部分重量小的烟末会飘散在分离轮四周,甚至传递给下游的综合鼓轮,导致靠拢鼓轮与汇合鼓轮之间成为烟末流高发点(三角区域烟末)。汇合鼓轮将烟支和滤嘴段向靠拢鼓轮传送,同时也把汇合鼓轮上掉落产生的烟末和上游鼓轮传递的大量烟末带到靠拢鼓轮上,上胶后的水松纸经刀辊切成水松纸纸片,然后被传递至靠拢鼓轮的烟组上,随后对其进行包裹。这种情况下,切纸鼓轮刀辊防护罩和靠拢鼓轮形成了一个较狭小的烟末生成空间,如图1所示。
1.2 原因分析
靠拢鼓轮与汇合鼓轮交会点是烟末流高发点(三角区域烟末),设备原有的清洁装置不能完全清理烟末,水松纸片和未被清理的烟末形成了相向运动[5],烟末极易粘在水松纸片上,造成搓接成型后的烟支水松纸夹末。根据卷烟制造车间水松纸夹末烟缺陷率统计,该烟末清洁装置应用前,水松纸夹末烟缺陷率平均值为2.68%,未满足企业标准。
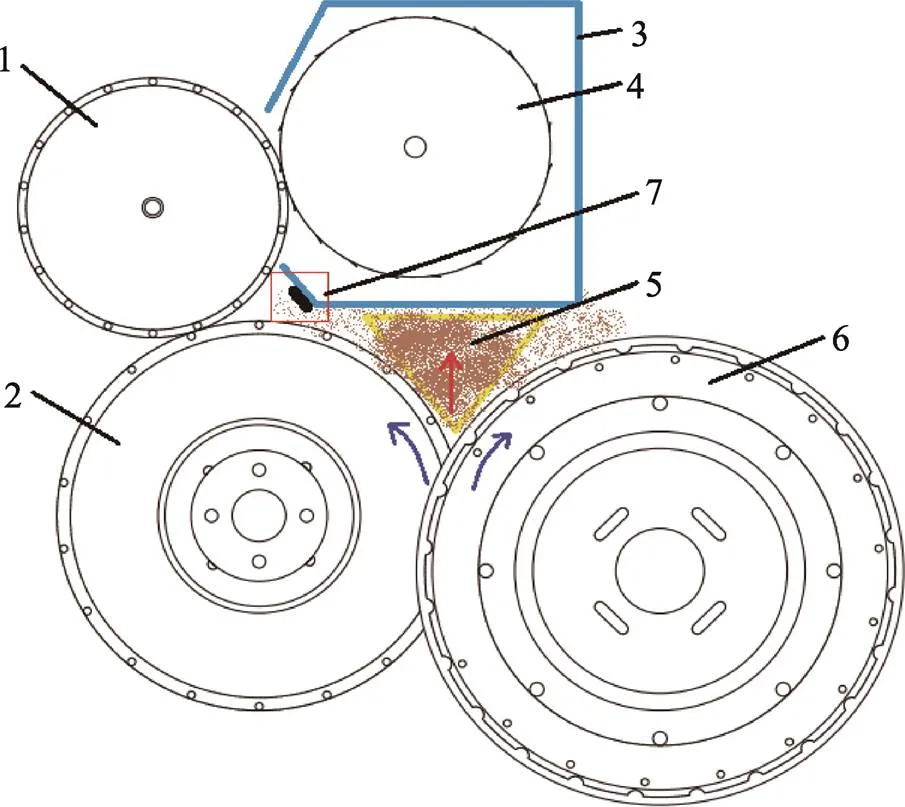
1.切纸鼓轮;2.靠拢鼓轮;3.切纸鼓轮刀辊护罩;4.水松纸纸切刀;5.靠拢鼓轮与汇合鼓轮之间的三角区域烟末;6.汇合鼓轮; 7.设备原有清洁装置。
2 烟末清洁隔离装置设计
2.1 设计原理
新设计的烟末清洁隔离装置原理:利用流体力学原理,对汇合鼓轮和靠拢鼓轮间的三角区域进行清洁吹风,三道吹气清洁装置共同作用形成清洁“气帘”,在粘有胶水的水松纸片与滤嘴段、烟支相组合之前,利用正压吹气将悬浮飞溅的烟末隔离、清洁;清洁风由外向里吹,被吹走的烟末会被MAX后机壳阻挡,然后下落到位于下方的原机配备废烟回收桶中,这样方便了烟末的回收处理,整个过程相对隐蔽,也不会造成生产环境的污染。利用PLC和电磁阀设计控制电气,设备开机时电磁阀通电,该装置吹气;设备停机后电磁阀断电,停止吹气,节约能源。
2.2 设定气压
当空气从喷嘴沿鼓轮轴向进行吹送时,喷嘴腔室出口处的气体流速远远大于鼓轮轴向的气体流速,流速与压强成反比。因此,在平行于鼓轮面并沿鼓轮轴方向上会形成压差,压强差产生强大的气流,从而使得堆积在鼓轮三角区域的烟丝、烟末等颗粒被吹走,然后落至卷烟机内部下方的输送皮带上,最后输送皮带将烟丝、烟末等颗粒输送到残品回收箱内。箱内符合工艺标准的烟丝经筛选后进行二次加工,并掺配到成品烟丝中,降低了生产消耗。
卷接设备的压缩空气都是由动力部门统一提供,会存在气压不稳定的情况。动力部门输送过来的空气气压很大,输送过来的气压通常需要经过设备上的节流阀来调整。如果经调整后气压过小,烟末不足以被吹离三角区域范围,仍然会落到鼓轮上;如果经调整后气压过大,容易导致吹走的烟末碰到MAX后机壳后反弹回来落到鼓轮上。理想状态下烟末清洁轨迹如图2、图3所示。
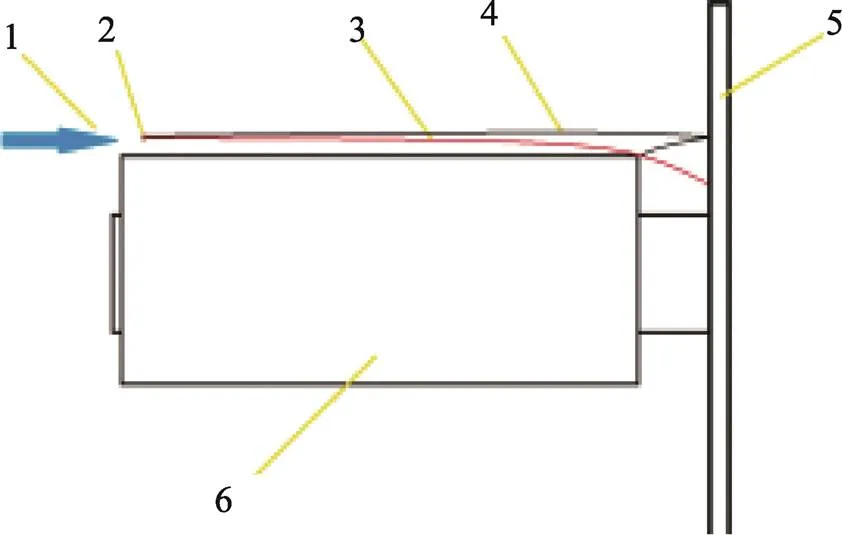
1.气流方向;2.气流;3.允许烟末飞行最小轨迹; 4.允许烟末飞行最大反弹轨迹;5.MAX后机壳;6.靠拢鼓轮。
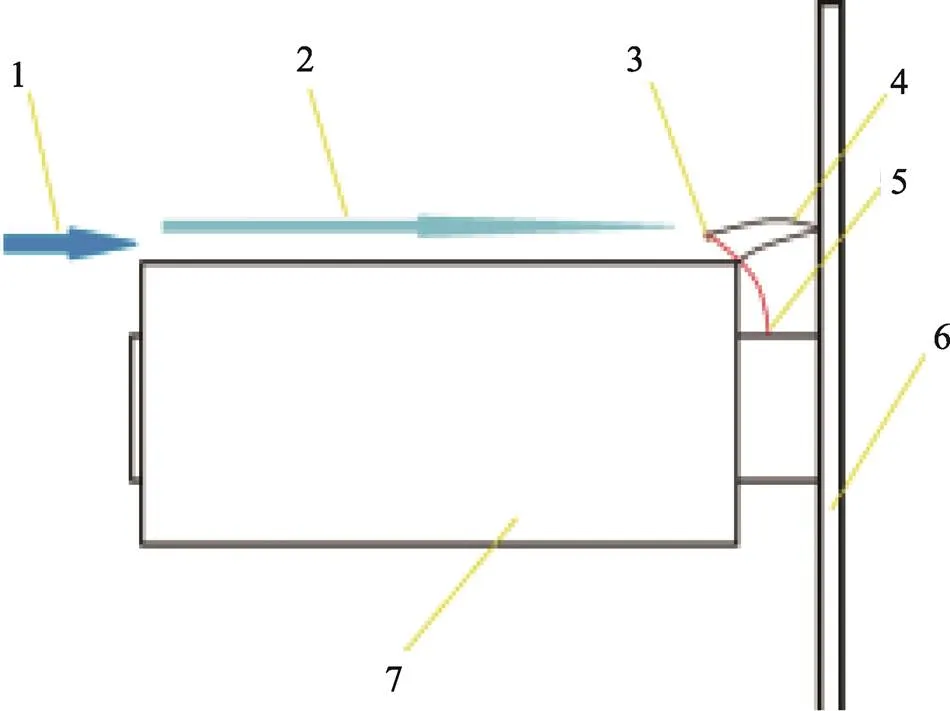
1.气流方向;2.最外侧烟末;3.最内侧烟末;4.允许烟末飞行最大反弹轨迹;5.允许烟末飞行最小轨迹; 6.MAX后机壳;7.靠拢鼓轮。
如图2所示,压缩空气使得最外侧的烟末飞出鼓轮运行范围,但不会使烟末碰撞MAX后机壳后反弹回鼓轮运行范围。如图3所示,经过衰减变化的气流应当满足将处于最内侧的烟末吹出鼓轮运行范围,但不会使烟末碰撞MAX后机壳反弹回鼓轮运行范围。因此,经过节流阀调整后的用来清洁烟末的气压应满足图2、图3这2种情况。
由于烟丝、烟末形成的实际规则不等,测量无法实现。故对烟丝、烟末做受力分析时将它们统一设定为单颗粒状[6]。在实际生产中,鼓轮三角区域中堆积的烟丝、烟末等颗粒在气流流场中受到许多力的作用[7-8]。比如气体对固体颗粒的耦合作用、固体颗粒之间相互碰撞的作用以及固体颗粒之间相互的作用力[9-10]。在设备本身自带的清洁装置作用下。烟丝、烟末等颗粒的浓度较低,固体颗粒之间相互碰撞的概率非常小,可以忽略不计[11]。因此烟丝、烟末等颗粒的受力主要为颗粒本身的重力、浮力,气流对颗粒的作用力以及颗粒之间的相互作用力。
在烟丝、烟末等颗粒和气体组成的气固两相流中,忽略影响较小的力,只有横向力对颗粒横向运动产生影响。因此,只考虑气流对颗粒的横向曳引阻力、浮力和重力,其中浮力的作用较小,起主要作用只有颗粒本身的重力和气流对颗粒的曳引阻力。颗粒本身的重力为,方向向下;气流对烟丝、烟末等颗粒的曳引阻力为,方向与气流方向相同。烟丝、烟末等颗粒本身的重力、浮力,以及气流对烟丝、烟末等颗粒的曳引阻力这3种力之间的关系对应烟丝、烟末等颗粒在鼓轮三角区域内的3种不同运动状态。①当颗粒本身的重力大于空气的浮力时,烟末颗粒堆积在鼓轮上,此时烟末颗粒受横向气流曳引阻力作用,颗粒受到的合力沿鼓轮轴向向里,因此烟末颗粒向里运动;②当颗粒本身的重力与空气浮力相等时,烟丝、烟末等颗粒悬浮在介质空气中,在气流对颗粒的横向曳引阻力的作用下,颗粒受到的合力沿鼓轮轴向向里,因此烟丝、烟末等颗粒向里运动;③当颗粒本身的重力小于空气的浮力时,烟丝、烟末等颗粒受到的合力向上,要保证烟丝、烟末等颗粒在气流曳引阻力作用下向内运动,就要使得大于向上方向的合力。上述3种情况,要使得鼓轮上烟末堆积区域的烟丝、烟末在气流拽引力作用下发生位置转移,只要鼓轮最里侧烟末的最终速度等于悬浮速度,就能保证鼓轮烟末清洁。
一般烟丝密度约为152.7 kg/m3,烟末密度取烟丝密度计算。由于烟末的状态不规则,故利用单颗粒的球体进行计算分析[12]。烟末尺寸(厚度×宽度)为(1.0~1.5) mm× 0.80 mm,当量直径0[13]的计算见式(1)。
由此求得烟末(按1.0 mm×0.80 mm烟末计算)的当量直径为烟末=0.505×10−3m。对于形状规则的单颗粒球体,颗粒在介质中的悬浮速度[14]为:
式中:为介质的悬浮系数,与雷诺系数相关;0为烟末颗粒的密度,kg/m3;为气流的密度,kg/m3。
因为烟末形状的不规则,所以需要修正[15],修正公式为:
式中:s为修正系数。

式中:为摩擦因数;为喷嘴轴向鼓轮的距离,m;为喷嘴孔的直径,m;为空气的密度,kg/m3;为气流在喷嘴出口的速度,m/s。
式(4)中,取值为0.5;测量为0.235 m;测量为0.05 m;取1.24 kg/m3;为喷嘴出口气流速度,范围为0.35~3.65 m/s,取其均值2 m/s;值查表取0.17×105。经计算,可得出喷嘴出口处气压约为26.70 Pa。
由于气体经喷嘴吹出,气管内(喷嘴入口处)与喷嘴出口处的气体满足伯努利方程[16]:
(5)
根据喷嘴出口气流速度、气管内的气体流速计算出气管内的气压。在本项目中,把空气作为理想气体计算,其密度一定,故气管内压强为:
(6)
式中:1为清洁气管内气压,Pa;2为喷嘴出口气压,Pa;1为气管内气体密度,kg/m3;2为喷嘴出口气体密度,kg/m3;2为喷嘴出口气流速度,m/s;1为气管内气流速度,m/s。理想气体下,1和2都按空气密度计算,空气密度取值为1.24 kg/m3;2取其均值2 m/s;调压阀与清洁气管间存在高度差为(经测量为0.15 m),则根据调压阀与喷嘴入口间的能量守恒,计算得出清洁气管内流速约为4.697 m/s。经计算可得清洁气管内的压强为:

2.3 机械零部件设计
所设计的清洁隔离装置包括第一道气帘吹气嘴、第二道气帘吹气嘴、第二道气帘吹气嘴安装支架,如图4—6所示。
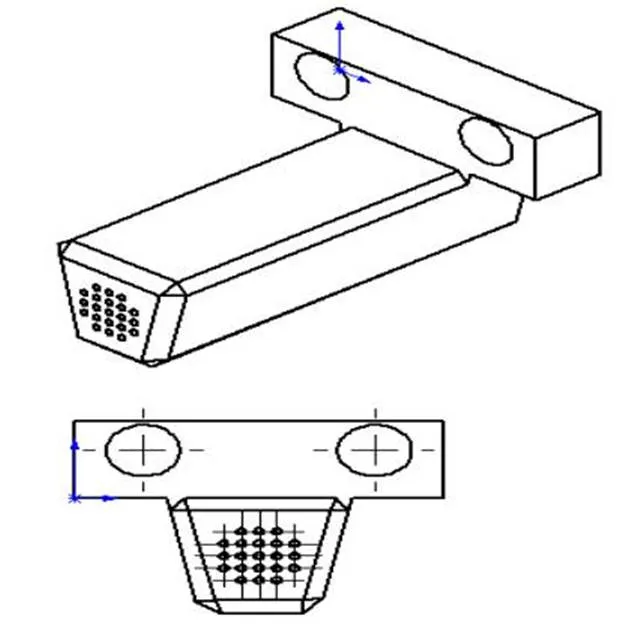
图4 第一道气帘吹气嘴
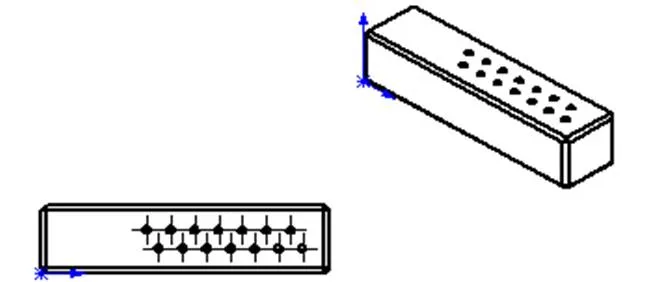
图5 第二道气帘吹气嘴

图6 第二道气帘吹气嘴安装支架
在图4中,第一道气帘吹气嘴安装在原机靠拢鼓轮浮圈调节装置支架上,呈水平状态放置,形状设计成三棱柱形,可刚好置于靠拢鼓轮与汇合鼓轮交会处;出风口设计为多个蜂窝状小孔,上下5排均匀分布,形成第一道气帘屏障装置。在图5—6中,第二道气帘吹气嘴安装支架1安装在原机靠拢鼓轮浮圈调节装置支架上;第二道气帘吹气嘴安装支架2通过螺钉固定在第一道气帘吹气嘴安装支架1腰圆孔上,可以根据需要左右移动一定距离,形状设计成“J”字形,可以调整一定角度,以适应第二道气帘吹气嘴安装在接装纸切刀防护罩下方的位置需求;第二道吹气嘴焊接在第二道吹气嘴安装支架3上,形状设计成长方体,出风口设计为多个圆形小孔,上下2排均匀分布。以上部分组成第二道气帘屏障。烟末清洁隔离装置两道气帘吹气嘴与安装支架的整体结构见图7。
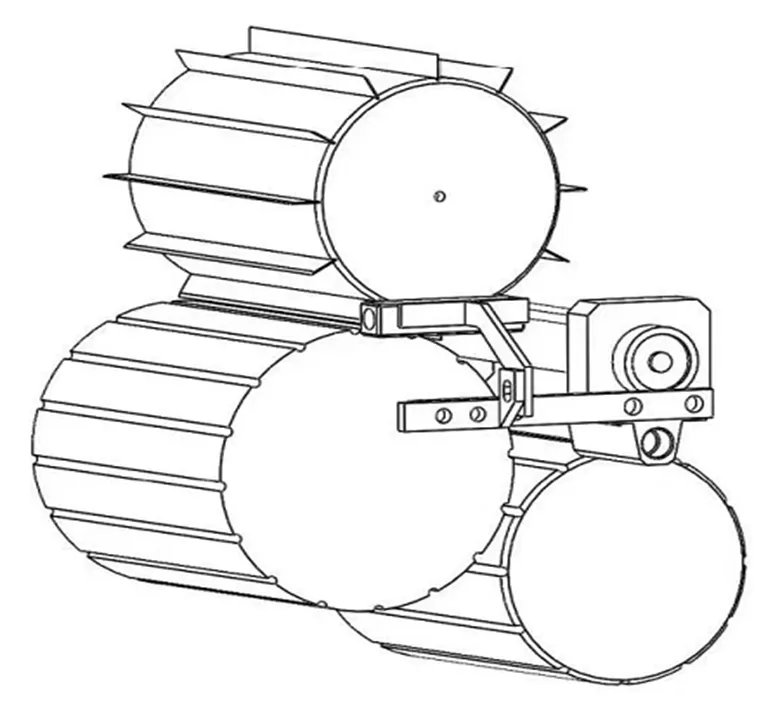
图7 两道气帘吹气嘴与安装支架整体装置
2.4 控制电路设计
本装置由PLC和电磁阀控制电气,该装置的PLC电气控制线路见图8。
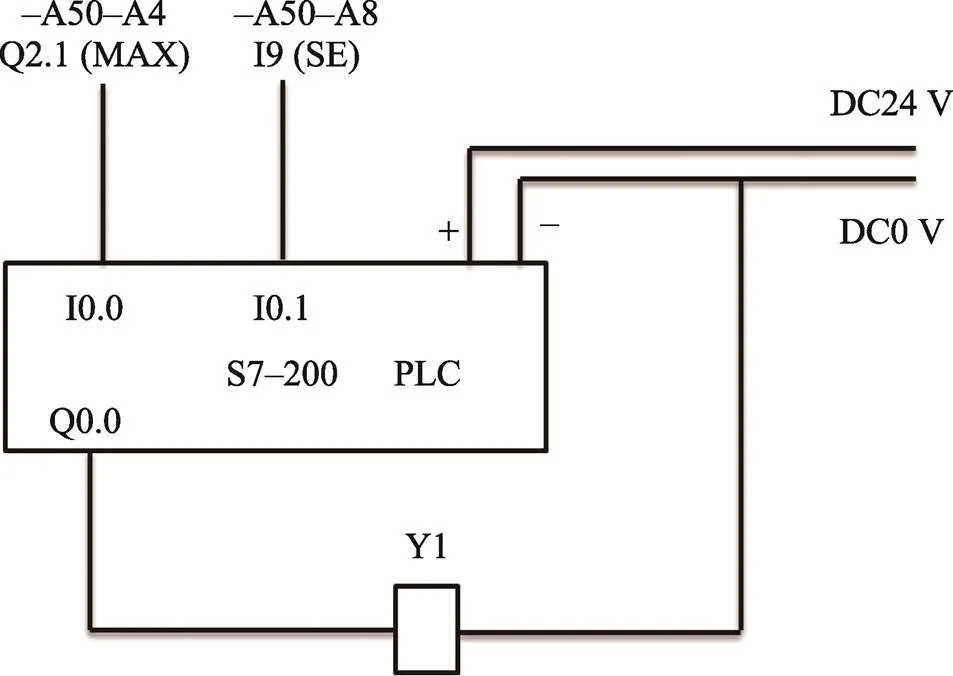
图8 清洁装置PLC电气控制线路
在图8中,清洁装置电气控制系统采用S7-200PLC为主控制器,其输入端采集原机机器运行信号-A50-A4Q2.1(MAX)和MAX接收轮上烟条存在检测B77信号-A50-A8I9(SE)作为控制系统输入信号,S7-200PLC输出控制清洁装置的二位三通电磁阀,从而控制清洁装置工作与否。当卷烟机启动时,PLC接收到-A50-A4Q2.1(MAX)送入的机器运行信号;同时,当打条器动作,刀盘定切的等长双倍烟条通过蜘蛛手传送到MAX接收轮,安装在MAX接收轮上方的烟条存在,检测探头B77探测到双倍烟条时,会产生烟条存在信号送入PLC输入端。当以上2个信号同时满足时,通过程序编写,PLC输出高电平控制二位三通电磁阀线圈Y1动作,二位三通电磁阀得电动作,压缩空气接通,第一道气帘和第二道气帘对经过其下方的烟未进行清洁。当设备停机时,机器运行信号和烟条存在检测信号消失,PLC输出低电平,Y1线圈失电,二位三通电磁阀失电回位,从而关断压缩空气,第一道气帘和第二道气帘停止工作,从而达到节约能源的目的。
2.5 控制气路设计
第一道气帘吹气嘴与第二道气帘吹气嘴由气压调节阀控制,清洁装置气压控制见图9。
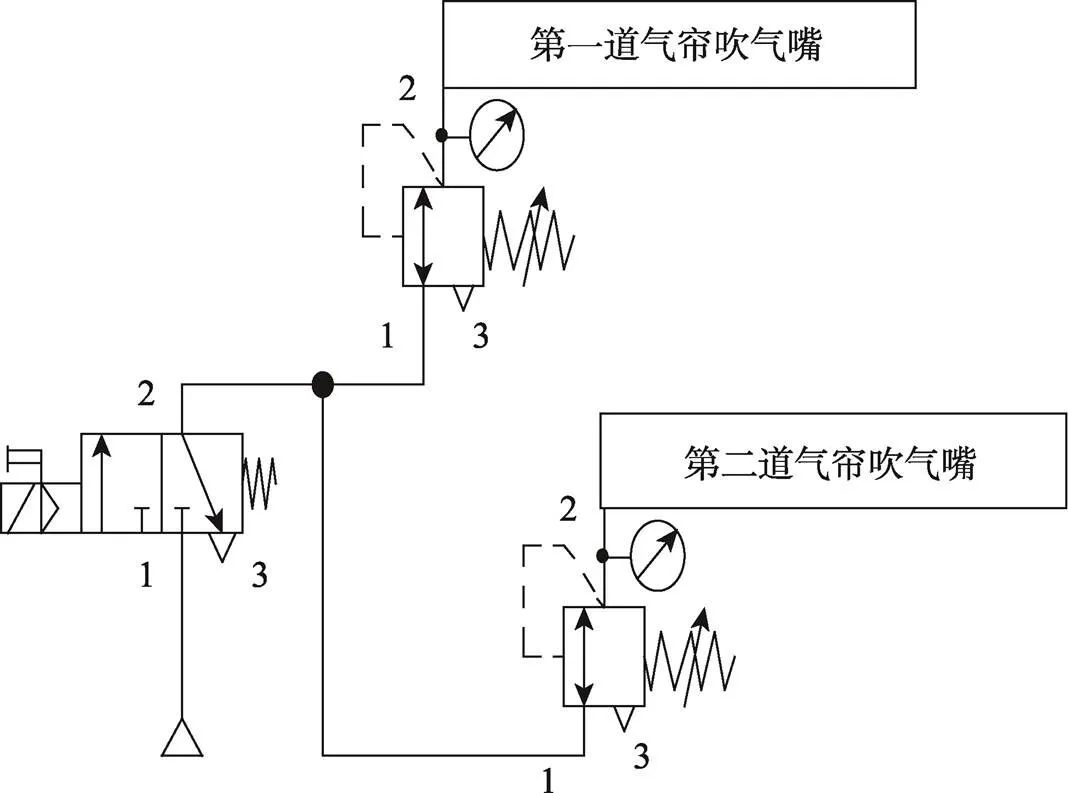
图9 清洁装置气压控制图
在图9中,第一道气帘吹气嘴气压调节阀和气压表一端通过气管与第一道气帘吹气嘴相连,另一端通过气管与设备正压气源相连,用于调节第一道吹气嘴的气压大小和显示气压值;第二道气帘吹气嘴气压调节阀和气压表一端通过气管与第二道气帘吹气嘴相连,另一端通过气管与设备正压气源相连,用于调节第二道吹气嘴的气压大小和显示气压值。2个吹风装置分别连接一个调压阀,可以根据清洁强度需求对风力大小进行单独控制。
3 烟末清洁隔离装置安装
在图10中,第一道吹风装置主要将掉落的复合型滤棒添加物颗粒和汇合鼓轮在高速转动过程中由于离心力作用抛起的烟末吹离鼓轮,防止它们落到靠拢鼓轮的烟组上。但在实际生产中,仅有一次吹风清洁效果不显著,有必要在接装纸切刀防护罩下方位置,利用第一道吹气装置的支架再加装一个向内吹风装置,形成第二道吹风屏障。第二道吹气装置的支架设计成腰圆孔,可根据空间大小调节角度和横向位置。第二道吹气装置的气嘴与靠拢鼓轮运行轨迹相切,进行二次清洁。二次清洁装置分别位于生产工序前后的位置,对清洁有递进、加强的关系。第一道吹气装置与第二道吹气装置配合,加上设备原有的接装纸切刀辊防护罩左下方吹气装置,总共3道吹风清洁装置,在汇合鼓轮与靠拢鼓轮之间形成一层隔离气帘,从而有效隔离烟末、复合型滤棒添加物颗粒等杂物。设计的烟末清洁隔离装置采用正压吹气的方式形成清洁“气帘”,保证该装置在烟支搓接成型过程之前尽可能地将烟末去除,减少水松纸夹末烟、提高产品质量。
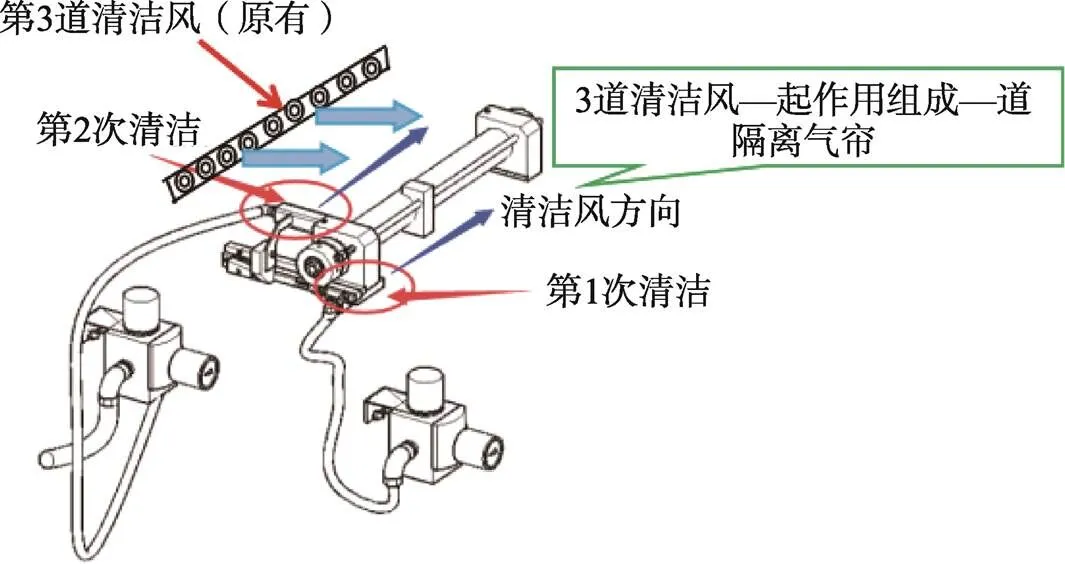
图10 清洁装置安装设计
4 效果验证
4.1 验证方法
装置调试成功后,在卷烟制造车间内9台ZJ17机组安装该清洁装置。采用随机取样的方法,在设备正常运行时,在1 h内对每台设备进行一次10 000支烟支随机取样并记录数据,每周进行夹末烟缺陷率汇总统计。
4.2 验证效果
由表1结果可知,安装本装置后,水松纸夹末烟缺陷率的平均值由之前的2.68 %降为0.36%。根据企业要求,水松纸夹末烟缺陷率需满足≤0.5%的要求。因此,所设计的烟末清洁隔离装置有效地解决了ZJ17卷烟机水松纸夹末烟这一质量缺陷问题。
表1 应用后水松纸夹末烟数据统计
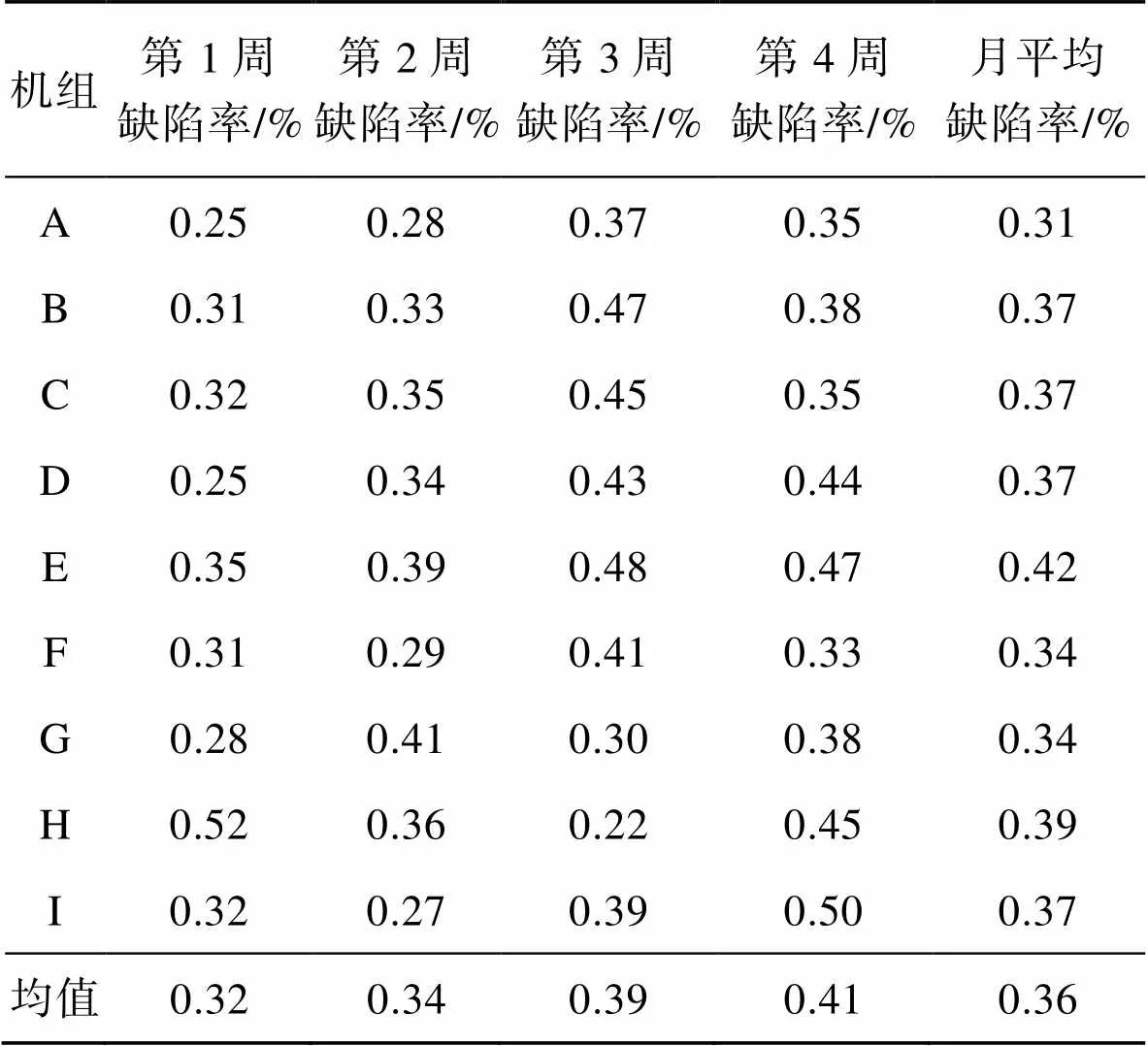
Tab.1 Data statistics of cigarettes containing cigarette powder in tipping paper after application
注:应用后缺陷率数值为2022年9月份数据;周统计数据为每周缺陷率的平均值;缺陷率指每百支取样中水松纸夹末烟的数量;企业要求标准为夹末烟缺陷率不超过0.5%。
5 结语
基于机电气一体化控制的三道吹气装置有效地隔离了烟末、复合型滤棒添加物颗粒等杂物,降低了生产成本、提高了生产效率、保证了设备生产的连续性。实验结果表明,该装置应用后,水松纸夹末烟缺陷率由2.68%下降至0.36%,产品的高质量发展得到了有力的保障,为企业精品制造提供了坚实的保障。
[1] 牛志强, 阳振升, 胡捷. ZJ17卷接机组综合轮清洁装置的设计[J]. 科技创新导报, 2019, 16(14): 56-57.
NIU Zhi-qiang, YANG Zhen-sheng, HU Jie. Design of Comprehensive Wheel Cleaning Device for ZJ17 Cigarette Making Machine Set[J]. Science and Technology Innovation Herald, 2019, 16(14): 56-57.
[2] 甘益员, 郭明军, 赵丰, 等. ZJ17卷烟机接装纸夹烟末去除功能的改进[J]. 设备管理与维修, 2019(1): 84-85.
GAN Yi-yuan, GUO Ming-jun, ZHAO Feng, et al. Improvement of Cigarette Powder Removal Function of ZJ17 Cigarette Machine in Tipping Paper[J]. Plant Maintenance Engineering, 2019(1): 84-85.
[3] 刘雪飞, 赵浩松, 张杰铭, 等. 一种ZJ17卷烟机MAX烟末清洁装置的设计与应用[J]. 现代工业经济和信息化, 2020, 10(12): 43-44.
LIU Xue-fei, ZHAO Hao-song, ZHANG Jie-ming, et al. Design and Application of Max Dust Cleaning Device for ZJ17 Cigarette Maker[J]. Modern Industrial Economy and Informationization, 2020, 10(12): 43-44.
[4] 张志杰. 减少ZJ17卷烟机烟支夹末问题的技术改造[J]. 黑龙江科技信息, 2016(14): 36-37.
ZHANG Zhi-jie. Technical Transformation to Reduce the Problem of Cigarette Pinch in ZJ17 Cigarette Maker[J]. Scientific and Technological Innovation, 2016(14): 36-37.
[5] 胡风华. ZJ118卷接机组水松纸除末装置[J]. 今日制造与升级, 2022(1): 79-81.
HU Feng-hua. Tipping Paper Dust Removal Device of ZJ118 Winding Machine Set[J]. Manufacture & Upgrading Today, 2022(1): 79-81.
[6] 王胜枝, 任志立, 蔡培良, 等. 卷烟机梗签二次分离装置结构参数的研究[J]. 价值工程, 2018, 37(28): 177-179.
WANG Sheng-zhi, REN Zhi-li, CAI Pei-liang, et al. Study on Structural Parameters of Secondary Separator in Cigarette Machines[J]. Value Engineering, 2018, 37(28): 177-179.
[7] RBINOVICH E, KALMAN H. Generalized Master Curve for Threshold Superficial Velocities in Article-Fluid Systems[J]. Powder Technology, 2008, 183: 304-313.
[8] TOMITA Y, AGARWAL V K, ASOU H, et al. Low-Velocity Pneumatic Conveying in Horizontal Pipe for Coarse Particles and Fine Powders[J]. Particuology, 2008(5): 316-321.
[9] SATOH I. Mechanism and Control of Heat Transfer in Gas-Solid Two-Phase Flow[J]. Journal of the Technical Association of Refractories, 2008, 28(4): 227-238.
[10] 任志立. 气动分离残烟烟丝的结构设计及数值模拟研究[D]. 昆明: 昆明理工大学, 2020: 24-26.
REN Zhi-li. Structural Design and Numerical Simulation of Pneumatic Separation of Defective Cigarettes[D]. Kunming: Kunming University of Science and Technology, 2020: 24-26.
[11] 赵志华. 干粉消防车气固两相流场的数值模拟分析[D]. 哈尔滨: 哈尔滨工业大学, 2015: 11-12.
ZHAO Zhi-hua. Numerical Simulation Analysis of Gas-Solid Two-Phase Flow Field in Dry Powder Fire Truck[D]. Harbin: Harbin Institute of Technology, 2015: 11-12.
[12] 蒋维钧, 戴猷元, 顾惠君. 化工原理-上册[M]. 3版. 北京: 清华大学出版社, 2009: 35-56.
JIANG Wei-jun, DAI You-yuan, GU Hui-jun. Principles of Chemical Engineering-Volume I[M]. 3rd ed. Beijing: Tsinghua University Press, 2009: 35-56.
[13] HOPPE F, BREUER M. Adeterministic and Viable Coalescence Model for Euler-Lagrange Simulations of Turbulent Microbubble-Laden Flows[J]. International Journal of Multiphase Flow, 2018, 99: 213-230.
[14] 吕子剑, 曹文仲, 刘今, 等. 不同粒径固体颗粒的悬浮速度计算及测试[J]. 化学工程, 1997, 25(5): 42-46.
LYU Zi-jian, CAO Wen-zhong, LIU Jin, et al. Research of Suspension of Particle in Reactor[J]. Chemical Engineering (China), 1997, 25(5): 42-46.
[15] 张皓天, 李浙昆, 蔡培良, 等. 外置式卷接机组梗签分离装置的设计[J]. 烟草科技, 2018, 51(10): 1-7.
ZHANG Hao-tian, LI Zhe-kun, CAI Pei-liang, et al. Design of Stalk-Label Separation Device for External Winding Machine Set[J]. Tobacco Science & Technology, 2018, 51(10): 1-7.
[16] KELLEY J B. The Extended Bernoulli Equation[J]. American Journal of Physics, 1950, 18(7): 467-468.
Design and Application of Cigarette Powder Cleaning and Isolation Devices for ZJ17 Cigarette Machines
,,,,,,LYU Zhong, MAO Long-suo
(Qujing Cigarette Factory, Hongyun Honghe (Group) Co., Ltd., Yunnan Qujing 655001, China)
The work aims to solve a series of product quality problems such as cigarette tipping paper clipping, wrinkles and air leakage caused by sticking cigarette powder, composite filter rod additive particles or other sundries to the glued tipping paper. Two dust blowing devices were installed between the confluence drum and the approaching drum of the MAX part of the ZJ17 cigarette machine to realize integrated electrical control. This device formed a three-way blowing cleaning device with the original blowing device on the lower left of the protective cover of the tipping paper cutter roller. The results showed that the three-way blowing device formed a layer of isolation air curtain between the confluence drum and the approaching drum, which effectively isolated the cigarette powder, compound filter rod additive particles and other sundries. The product quality defect rate dropped from 2.68% to 0.36%. It can be seen that the cleaning device developed reduces the quality defect rate of cigarette holders and solves the quality defect of cigarette tipping paper clips, and ensures the product quality. It has wide application value on ZJ118, ZJ116 and other models.
ZJ17 cigarette machine; cigarette powder; three-way blowing device; isolation air curtain; electrical integration
TB486;TH136
A
1001-3563(2023)15-0229-07
10.19554/j.cnki.1001-3563.2023.15.030
2023−03−27
云南中烟工业有限责任公司科技项目(2023ZN03)
李峰(1976—),男,维修技师,主要研究方向为卷烟设备维修与改造。
责任编辑:曾钰婵
