硅固溶强化铁素体基球墨铸铁性能研究进展
2023-08-11耿国锋未永斌
耿国锋 未永斌
關键词:黑色金属及其合金;球墨铸铁;高硅球铁;Si固溶强化;性能
中图分类号:TG255 文献标识码:A DOI: 10.7535/hbgykj.2023yx01009
1 Si固溶强化铁素体基球墨铸铁的发展历程
球墨铸铁发展历程中始终伴随着对Si元素的重新认识。1949年MILLIS第一个球铁专利中曾认为“Si含量大于2.5%(质量分数,下同)显著降低韧性、拉伸强度和延展性”,这常常被总结为“Si使球铁变脆”[1]。随着后人对Si元素的深入研究,Si含量得以提高至4.3%,从而发展出了高硅球铁。
传统的球墨铸铁材料通常通过提高Mn,Cu,Sn等元素的含量从而提高珠光体的含量来提高强度[2]。其提高强度的方式为提高硬质相(珠光体、渗碳体)的含量,在该强化机理下,延伸率随强度的提高而降低。因此,要想在传统球墨铸铁力学性能基础上同时提高强度和塑性,需要寻找新的强化机理下的新方法。区别于硬质相珠光体强化的传统球墨铸铁,高硅球铁的强化机理是通过提高硅含量实现Si固溶强化。Si原子半径(117 pm)小于铁原子半径(124 pm),Si原子溶于铁素体中形成置换固溶体,通过晶格畸变实现固溶强化效果。1980年,为了提高EN-GJS-500-7球铁性能的均匀性及机械加工性能,Volvo公司开始了对高Si含量球铁的研究[3]。研究发现,相较于传统的第一代铁素体-珠光体混合基体的球墨铸铁,提高球铁中的Si含量不仅使球铁具有更好的性能均匀性和加工性能,还具有更好的综合力学性能,即在同等抗拉强度下可以有更好的断后延伸率。2009年,RICHARD[1]提出Si固溶强化铁素体基球墨铸铁(solution strengthenedferritic ductile iron, SSFDI)属于“第2 代球墨铸铁”(第2代球墨铸铁还包括等温淬火球墨铸铁,即ADI)。由于其Si含量可以达到4%以上(一般不超过5%),因此,也常常被简称为高硅球铁(highsilicon iron,HSI)[4-5]。球墨铸铁材料本身具有价格便宜、铸造性能好、机械加工性优良、比铝合金更优秀的比强度和疲劳强度等优点[6],而以高硅球铁为代表的第2代球墨铸铁的出现更强化了这些优势。2011年欧洲标准BS EN 1563—2018《Founding—Spheroidal graphite cast irons》中增加了3个固溶强化铁素体球铁的牌号,力学性能指标分别为“450-18”“500-14”“600-10”。国际标准BS ISO 1083—2018《Spheroidal graphite cast irons—Classification》以及国标GB/T 1348—2019《球墨铸铁件》也分别于2018年和2019年增加了这3个Si固溶强化铁素体基球铁牌号。
据估算,约20%的含有珠光体组织的传统球墨铸铁能够被高硅球铁取代[7]。风电领域的铸件已经开始大量应用高硅球铁。全球风电铸件的市场容量预计为300万t/a,10%的铸件已经开始使用高硅球铁生产,这一比例有可能增加到30%[7]。法国企业研发了高硅球铁材质输水管道[8]。在德国,高硅球铁已经被应用在连铸坯、轧辊和差速器壳等领域[9-11]。虽然高硅球铁熔炼时要消耗更多的Si铁,但有德国工厂的报道显示高硅球铁的实际材料成本降低了5%[9]。高硅球铁的屈服强度比传统球铁提高了20%,这将有利于铸件轻量化设计[9]。随着Si含量的上升,球铁的铸造性能变化不明显,因此原有的浇注工艺工装有可能不需要改变[9]。
德国铸造杂志Giesserei把第2代球墨铸铁称为21世纪铸造科技成果中最重要的一个[12],其重要性位列快速成型(铸造3D打印)、数字模拟、无机黏结剂等热门铸造新技术之上。由中国机械工程学会铸造分会编制的《铸造行业“十四五”发展规划》[13]中,铸铁行业排在第1位的“重点项目”是“高性能铸铁材料与工艺”,而排在该项目第1位的内容正是“高强度高塑性球墨铸铁材料研究”。然而与国外相比,目前中国企业在对高硅球铁研究与应用的重视程度上还有差距[12]。前人虽然综述了Si强化铁素体球墨铸铁的进展[12],但其侧重点在于对企业案例的介绍,没有对重要力学性能的机理研究现状进行分析及展望。本文主要对高硅球铁的研究进展进行综述,具体包括高硅球铁的拉伸性能、冲击性能、断裂韧性、疲劳性能、导热和热膨胀性能、机械加工性能,期待能为高硅球铁的研究和推广应用提供有益的参考。
2 高硅球铁的性能研究
2.1 拉伸性能
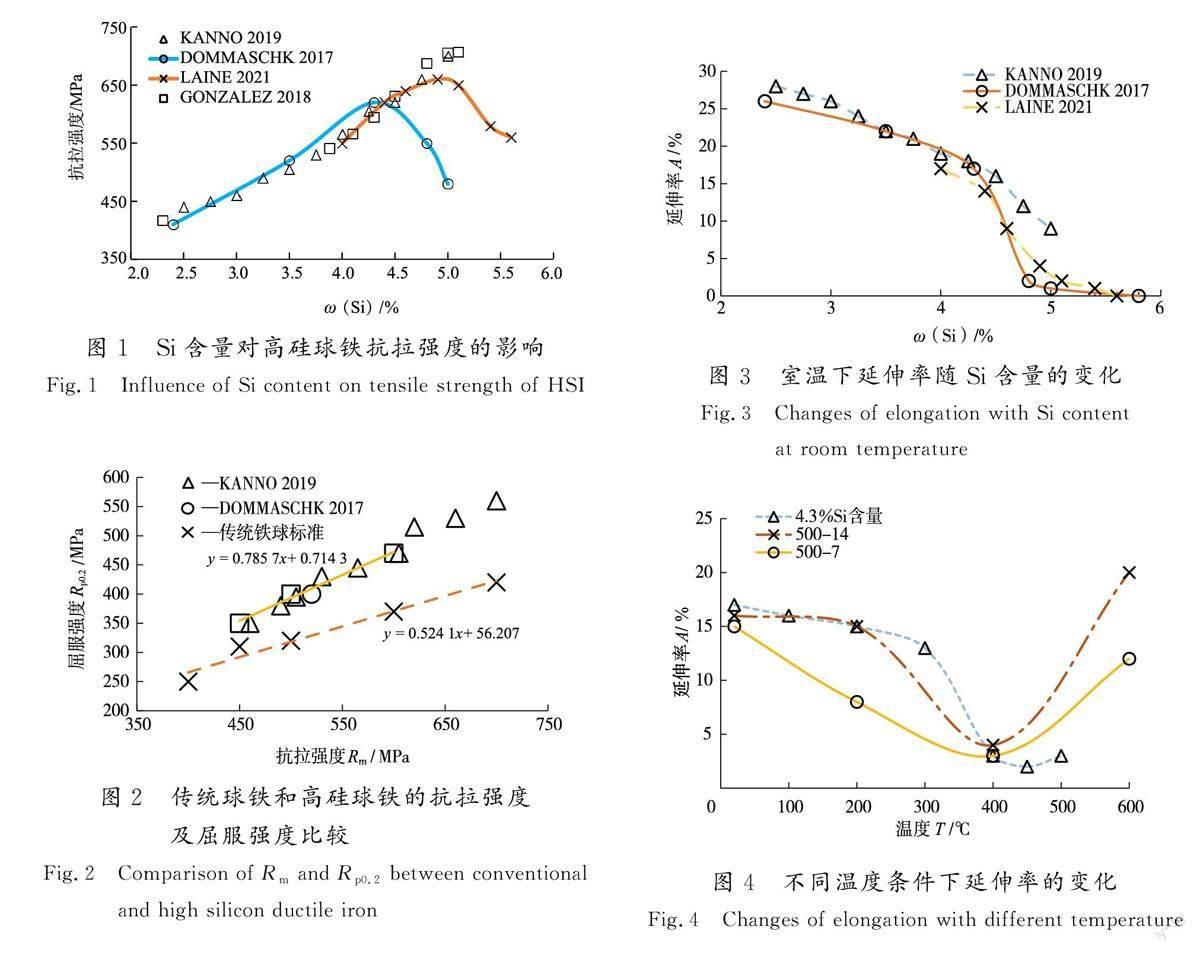
许多实验已经证明了高硅球铁的综合拉伸性能比传统球铁更好。图1所示为不同Si含量对高硅球铁抗拉强度的影响。
目前高硅球铁的力学性能实验中,Si含量一般在2%~6%变化。由图1可见,DOMMASCHK[2]和STETS等[9]的实验结果显示当Si含量为4.3%时,高硅球铁的抗拉强度达到极值620 MPa,而后随着Si含量上升而降低。笔者认为高硅球铁的Si含量最高为4.3%,该Si含量也恰好满足了600-10牌号的高硅球铁的抗拉性能。LAINE等[14]的实验结合模拟结果认为Si含量为4.9%时,对应的抗拉强度达到极大值,为660 MPa。GONZ?LEZMART?NEZ等[15]和KANNO[16]实验中Si的最高加入量为5%,对应的抗拉强度高达700 MPa以上。
当Si含量为4.5%时,高硅球铁的屈服强度达到极值550 MPa,而后随着Si含量的继续上升而降低[2]。也有研究结果显示Si含量高至5%[16],高硅球铁的屈服强度单调提高至560 MPa。如图2所示,比较了传统球铁和高硅球铁的抗拉强度和屈服强度,同等抗拉强度下高硅球铁的屈服强度明显高于传统球铁。图2中实线和虚线分别为国内外标准中所示的高硅球铁和传统球铁的强度数值拟合线,其斜率表示屈强比。传统球铁的屈强比为0.52,低于高硅球铁的0.79,个别文献中高硅球铁的屈强比数值可达0.83。高硅球铁拥有更高的屈强比,从而提高了该材料的强度利用率,也为轻量化设计创造了条件,但应当注意其安全系数相对更低了。
图3所示为文献中球铁室温延伸率随Si含量的变化曲线[2,14,16]。由图 3 可见,当Si含量约为4.3%时,高硅球铁的延伸率下降速率均有不同程度的提高。这常被认为是高硅球铁的常温脆性[9,17]。图4所示不同温度条件下球铁的延伸率[2,16]。其中4.3%的Si含量对应高硅球铁600-10牌号,500-14为高硅球铁牌号,500-7为传统球铁牌号。由图4可见,当温度在400~500 ℃时,高硅球铁和传统球铁的延伸率都出现了5%以下的极小值。这常被称为球铁的400 ℃高温脆性。
对于高硅球铁脆性的原因尚没有统一认识,脆性现象尚不能完全消除,已有的一些研究也只能在一定程度上缓解脆性问题。其中最主要的是Mg偏聚导致的高温脆性以及高硅含量的脆性相导致的常温脆性。
1)Mg的影响
Mg原子在1 000 ℃时开始从奥氏体中析出并在晶界聚集[18],这可能是导致400 ℃脆性的原因。当残余Mg含量超过0.045%(质量分数,下同)就会产生显著负面影响[19],有研究者建议Mg含量控制指标为ω(Mg)+4.5ω (S)<0.07%[20]。当Mg含量较高时,可以通过加入一定量的P来固定多余Mg形成Mg3P2[20],当Mg含量为0.045%,P的加入量满足ω(Mg)/ω(P)<1.5时,400 ℃延伸率可达9%以上[16]。除了P以外,与其同主族的Sb也可以与Mg反应生成Mg3Sb2。Sb与Mg的结合力比P更强,有较低的浓度积[Mg][Sb],因此Sb含量和残余量可以更小。小于0.1%的Sb能显著提升高硅球铁在450 ℃和550 ℃高温环境下的断后伸长量[18],但450 ℃时的断后伸长量仍是极小值,并不能完全消除脆性。有研究显示Ce能够联合La等元素共同与残余Mg相互作用降低Mg对脆性的影响[18,21]。除了控制各相关元素含量之外,通过加快铸件整体或局部的冷却速度也可改善机械性能。高硅球铁在金属型中凝固过程较快,这使得其在400 ℃时的延伸率仍可达到10%以上[22]。快速冷却一方面可以通过细晶强化改善机械性能,另一方面可以通过增加晶界面积以及抑制元素扩散来防止Mg等有害元素和物质在晶界的大量聚集。
2)高硅含量脆性相的影响
硅-铁有序相有2种:α1相(也称DO3相)和α2相(也称B2相)[23]。α1,α2相中Si含量高于平均Si含量,与铁素体相相比是硬脆的。α1,α2相尺寸通常较小且不易被常用的硝酸酒精腐蚀,需要用高放大倍数显微镜+ 彩色腐蚀或TEM 透射电镜观察[18,24-25]。Si在纯铁中的溶解度为3%,Si含量高于3%时将发生调幅分解生成硅含量较低的α铁素体相和硅-铁有序相α1,α2相[26]。而美国金属学会ASM International出版的铁硅二元相图显示常温下Si在纯铁中溶解度约为5%[27],当Si含量大于5%时会有α1,α2相析出,这也可能是导致高硅脆性的原因之一[28]。然而也有文献中的铁硅二元相图显示Si在纯铁中的溶解度为9.5%[29]。 WEI?等[24]通过TEM 观察定性地发现Si含量为5.36%样品中含有更多的脆性硅-铁有序相B2相,并含有少量DO3相,结合高硅钢相关文献[26,30]分析,这被认为是脆性转变的主要原因。脆性相倾向于在靠近石墨处形成从而可能促进了裂纹源在该处形成[23],扫描电镜观察检测也显示靠近石墨球处Si含量明显较高[16]。基于脆性相理论,若想要进一步增加固溶强化铁素体基球墨铸铁的性能,可能的方法之一是用其他可实现固溶强化的合金元素来部分替代Si元素[24]。Georg Fischer 公司开发了用于汽车零部件的SiboDur-500球铁,在受静载荷和循环载荷以及碰撞和撞击载荷工况下表现优于仅用Si固溶强化的球铁[31]。
3)石墨球状态的影响
除了以上所述致脆机理之外,石墨球的状态也是可能的影响因素。石墨球的数量与圆整度正相关,与石墨球尺寸负相关[16,32]。在传统球铁中,石墨球的数量以及球化率一般被认为能够影响球铁的性能。但是有些研究显示,当Si含量高达4%以上时,石墨球数量可达400个/mm2,拉伸性能受到石墨球数量、球化率的影响较小[16,32],至关重要的是通过工艺条件控制铸件中的夹杂物[7,33]。WEI?等[24]研究证明随Si含量从4%升高到5%,石墨球的圆整度和石墨球数量都有所提高[10,24],而拉伸性能中的屈服强度和抗拉强度在此Si含量范围内有明显的极大值。因此,虽然石墨球状态影响高硅球鐵的力学性能,但脆性转变与石墨球的状态没有明显关系。厚大断面处出现的碎块状石墨曾被认为与Si含量高有关[5,15],但碎块状石墨对高硅球铁的脆性没有显著影响[34]。 但也有研究者认为碎块状石墨不是Si含量过高造成的[1]。Ce能够促进高硅球铁中碎块石墨的形成从而导致高温脆性[35],加入常用的防球化衰退元素Sb使得ω(Sb)/ω(Ce)>0.7能够避免碎块状石墨出现[36]。但是Sb富集在石墨球周围阻碍碳的扩散使得已生成的碳化物不易分解[37],从而可能导致铸态下基体组织中珠光体含量升高[18],需经过退火后可得到单一铁素体基体。虽然在高硅球铁中石墨球的状态不是拉伸性能的主要影响因素,但是保持优良的石墨球状态仍是球墨铸铁获得良好力学性能的基本条件。
4)微量元素的影响
此外,微量合金元素可能改变基体组织从而影响性能。总含量小于1%(质量分数)的合金元素几乎不会对高硅铸铁的抗拉强度、屈服强度和延伸率产生影响[2],当Si含量为4%且含有1%(质量分数,下同)Mn元素的情况下,球铁基体组织为纯铁素体。在此基础上增加0.3%(质量分数,下同)的Cr时,基体出现0.5% (质量分数,下同)的珠光体[2]。RIEBISCH 等[38]研究了Cr,Mn,Mo,Nb这4种促进碳化物形成的元素对高硅球铁的影响。结果显示Cr元素促进碳化物生成效果最强,0.3%的Cr元素即可使高硅球铁基体中珠光体含量达到10%以上,Cr含量小于0.1%时则不会产生明显的珠光体。Mo元素含量小于 0.25%(质量分数,下同)时,在各种冷却速率下都不会使基体产生珠光体。Mn和Nb促碳化物形成效果相对较弱,只含有0.5%的Mn或0.2%(质量分数)的Nb都不会对高硅球铁的拉伸性能产生显著影响。这就使得用价格低廉的废钢为原料来生产高硅球铁成为可能[39]。
2.2 冲击性能
虽然延伸率和冲击性能都能够反映塑韧性,但二者并没有直接的联系。国内外的球墨铸铁件各相关标准并没有对高硅球铁冲击性能进行规定,但对于部分可能需要承受冲击载荷的球墨铸铁产品具有参考价值。
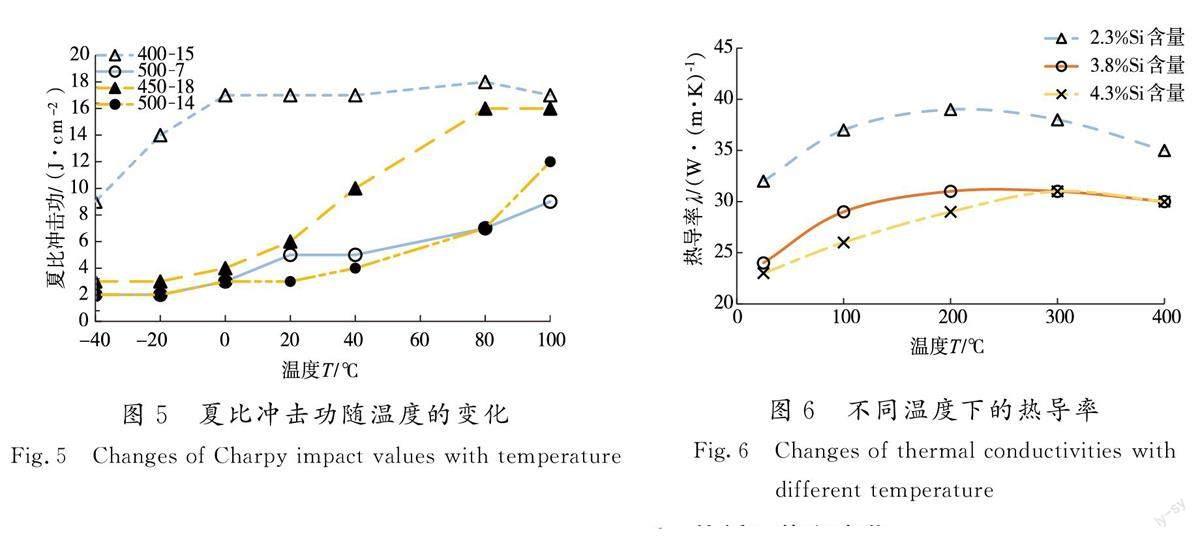
图5所示为传统球铁400-15,500-7以及高硅球铁450-18,500-14在-40~100 ℃时的夏比冲击功[2]。通过图 5可以发现,无论传统球铁还是高硅球铁,当抗拉强度大于400 MPa时其室温和低温夏比冲击功都将显著降低。将常用的传统500-7球铁和500-14高硅球铁进行比较发现,二者的-20 ℃低温冲击功相近,但500-14高硅球铁的室温冲击功低至3 J[2,9]。也有设计者们认为夏比冲击实验结果并不能准确描述实际的冲击情况[7]。KANNO[16]从铸态Y型试块和圆柱形试块取样研究了Si含量为2.5%~5%时的无缺口冲击功。结果显示无缺口冲击功在Si含量为3.8%~4.2%时发生骤降,由原来的150 J骤降至20 J,然而如图1中所示的该研究中的延伸率在此Si含量范围内仍可达到16%以上,且在继续增加Si含量至5%的过程中也并没有发生延伸率显著骤降的现象。
2.3 断裂韧性
夏比冲击实验反映了材料在高速冲击快速应变条件下对裂纹的敏感性,实验过程相对简便,但适用工况有限。风电铸件等领域还需要检测断裂韧性指标以反映铸件防裂纹失稳扩展的能力。高硅球铁较传统球铁有更高的屈强比,因此更有必要对其断裂韧性进行检测。球铁的静态断裂韧性KIC 随Si含量的升高而线性降低。当Si含量从1.75%升高到3.5%,球铁的静态断裂韧性由100 MPa·m0.5 线性降低至40 MPa·m0.5[2]。然而高硅球铁在循环载荷下的动态断裂韧性Kth 优于传统球铁[12]。
2.4 疲劳强度
高硅球铁的疲劳强度优于传统球铁[12]。STETS等[9]实验测得500-14和500-7的疲劳强度分别为280 MPa和257 MPa。TORRE 等[40]测得500-14牌号(ω(Si)=3.78%)高硅球铁进行的疲劳强度可达358 MPa,显著高于传统球铁的170 MPa,这使得高硅球铁比传统球铁更适合应用在汽车铸件这样需要承受循环载荷的领域。在球墨铸铁中,过大的石墨球尺寸将显著降低球铁的疲劳强度[41]。
洋葱结构的石墨球的外层松散可以成为疲劳裂纹源。传统的铁素体基球铁的裂纹源就来自石墨球外层以及石墨-铁素体基体界面处[42]。然而,迄今为止对球铁中石墨球形成机理的研究仍在不断深入[43-44],球铁中由石墨起源的裂纹及其控制方式也有待进一步研究。
2.5 热导率
球墨铸铁作为一种复合材料,对其热导率产生影响的因素包括化学成分、石墨球形状以及基体组织[45]。合金元素(如Si,Mn,Cr,Mo,W)通常能降低铁素体的热导率,Si是其中影响最强的元素[46]。
图6所示为纯铁素体基体球铁在不同硅含量及不同温度下的热导率。由图6可见,球墨铸铁的热导率随温度200~300 ℃升高时出现一个极大值,其原因尚不明确[45]。随着Si含量的增加,球铁的导热性能有所降低[47]。这意味着高硅球铁铸件凝固时的温度梯度比传统球铁更大,为层状凝固提供了有利条件。因此,冒口的设计应相应改进以适应更大的集中缩孔[5]。
2.6 热循环体积变化
MATSUSHITA 等 [48]研究了高硅球铁和传统球铁经过室温至600 ℃之间热循环后的体积变化。传统球铁的基体组织含有部分珠光体组织。热循环过程中,渗碳体不断分解成石墨和铁素体从而导致石墨化膨胀。然而,高硅球铁一般具有纯铁素体基体组织,热循环后不再发生石墨化膨胀。但是研究发现热循环后高硅球铁的体积可能先降低后再维持不变。这可能是由于残余少量的渗碳体分解后的石墨填充既有石墨球旁的空隙。
2.7 机械加工性能
随着Si含量提高,碳原子的活度提高,活动能力更强,更倾向于聚集形成稳定的石墨态而不是亚稳态的碳化物。提高Si含量将使铁碳二元相图发生显著变化,其中共晶碳含量降低、共晶温度提高、共析温度区间扩大[2,49]。因此,高硅球铁更容易获得单一铁素体组织。这就使高硅球铁铸件力学性能均匀性得到提高,且各种尺度下硬脆的渗碳体相的消失提高了高硅球铁的机械加工性能。得益于均匀的基体组织,高硅球铁的机械加工性能远远优于传统球铁。STETS等[9]对比了传统球铁与高硅球铁的机械加工性能,实验结果显示,抗拉强度级别分别为500 MPa和600 MPa条件下,用于机械加工高硅球铁的刀具寿命比传统球铁分别提高了70%和100%。
3 问题与研究展望
3.1 面临的问题
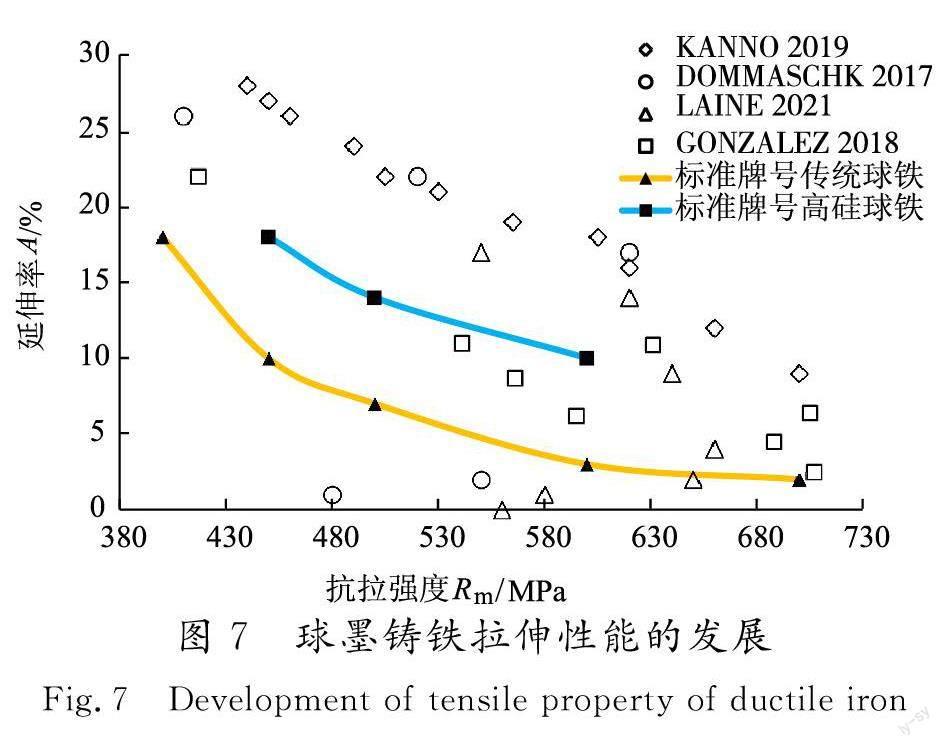
1)当前限制球墨铸铁性能进一步提高的因素主要是常温及高温脆性,主流的机理分别为硅-铁脆性相致脆以及Mg在晶界偏聚致脆。由此发展的缓解脆性的措施主要有减少残余Mg含量、添加P,Sb元素固定残余Mg元素、细化晶粒以及可能的多元素固溶强化等。如图7所示,这些措施在一定程度上进一步发展了高硅球铁的综合拉伸性能,抗拉强度和延伸率均在高硅球铁标准牌号的基础上有所提高。
有公司数据以及相关研究显示,牌号为600-10高硅球铁的延伸率可达到20%左右[5,50]。然而当前的致脆机理仍不完善。虽然硅含量高于其在铁中溶解度时将析出高硅脆性相,但是硅在铁中的溶解度仍然没有统一认识。Mg致高温脆性机理也仍不能完全消除高温脆性。当前高于70%的铸件仍是砂型铸造,因此通过进一步提高冷却速度来缓解高硅脆性在生产上难度极大。总之,致脆机理仍有待进一步研究,Si固溶强化球墨铸铁的综合力学性能也仍將随着致脆机理认识的深入而进步。
2)高硅球铁的夏比冲击韧性低于传统球铁,且室温和-20 ℃低温下,抗拉强度高于400 MPa时夏比冲击韧性会显著降低。虽然夏比冲击实验被认为不能完全反映实际工况,但目前仍是标准中的指标之一。这也限制了高硅球铁的应用。高硅球铁的静态断裂韧性也低于传统球铁。然而,高硅球铁在循环载荷下的动态断裂韧性以及疲劳强度都高于传统球铁,这对于承受循环载荷铸件的轻量化设计是有利的。
3)高硅球铁的热导率低于传统球铁,这提高了铸件凝固温度梯度,更容易产生集中缩孔缺陷。集中缩孔更有利于冒口补缩从而降低收缩缺陷发生的概率,生产过程中的补缩工艺应相应调整以适应更大的集中缩孔。由于几乎没有石墨化膨胀,高硅球铁热循环后体积稳定性高,这使得其在热循环工况下的热应力更小。对于需要经过退火热处理的球铁件来说,高硅球铁退火后的体积变化小于传统球铁,因此模具尺寸的设计也应相应地改变。
3.2 研究展望
高硅球铁仍有巨大的发展潜力,主要体现在机理研究和应用2个方面。
1)机理研究方面 目前对高硅球铁机理研究主要集中在常用的拉伸性能方面,其他机械性能方面的研究以及优化较少。对于Si在铁素体中的溶解度仍没有统一认识,富硅脆性相的析出规律仍不明确。Mg致脆性机理也不能够完全消除脆性现象。虽然脆性机理认识不统一,但仍可从多元素复合固溶强化以及固溶+细晶复合强化2个方面来尝试进一步提升高硅球铁的拉伸性能。
2)应用方面 成本往往是产品开发要考虑的重要因素之一。生产工艺开发人员应当从全生命周期的角度去认识高硅球铁。虽然高硅球铁生产过程中增加了含Si原料的用量,但是还应综合考虑其他影响最终成本的因素,例如:不用热处理即可能得到纯铁素体组织,机械加工刀具寿命提高近一倍可节约机加工成本,较高的屈强比有利于铸件轻量化设计以及高硅球铁材料能够高效回收利用等等。
