气化污水高效沉淀池技术改造案例浅析
2023-08-10王小军李成
王小军,李成
(国能新疆化工有限公司,新疆 乌鲁木齐 831404)
某煤化工项目是以煤为原料生产180万t/a甲醇,采用具有自主知识产权的SHMTO技术将甲醇转化为烯烃并进一步生产聚乙烯、聚丙烯等最终产品的大型一体化煤制烯烃项目。项目包括煤气化、净化(含变换及酸性气脱除)、硫回收、甲醇合成、甲醇制烯烃及烯烃分离、C4烯烃转化、低密度聚乙烯、聚丙烯等8套工艺生产装置和3套空分装置以及配套的自备电站(含化水站)、净水场、循环水场、污水处理场、罐区等公用工程、辅助设施及厂外工程等。本项目地处新疆,面临水资源紧张和缺乏纳污水体、排污受限的问题,因此项目实施了废水“零”排放方案,以破解当地水资源和水环境承载力对企业可持续发展的矛盾问题[1]。该项目投产运行以来,取得了良好的经济效益,随着工厂运行时间延长,特别是自2018年以来,气化装置灰水预处理单元排水的悬浮物浓度经常超过设计控制指标要求,由于气化灰水预处理系统结垢问题严重,需要经常性地对换热器、脱氨塔进行清理,此时需要打开跨线直接将高悬浮物浓度气化污水排入下游的污水生化处理系统,对污水生化处理系统造成冲击,且因气化污水悬浮物中无机组分浓度过高,导致生物处理活性污泥活性下降,运行能耗增加。此外,该项目因气化用煤灰分含量高,所以气化灰水的硅含量高,但由于气化污水中镁含量较低,因此灰水预处理通过加碱软化澄清协同除硅的效果有限,进而导致污水处理场膜处理和蒸发单元发生硅污堵结垢的问题比较突出,从而造成回用水系统的处理能力、水回收率及膜使用寿命达不到设计要求,运行成本高,给工厂运行实现“近零排放”目标带来压力和挑战。
污水生化处理装置污水综合罐设计进水悬浮物质量浓度小于100 mg/L。但全厂正常生产后,由于气化污水中含部分煤泥等无机物质,加上后期雨水以及重力流污水含一些悬浮物,导致污水综合罐出水悬浮物指标波动较大,经常出现悬浮物超过设计值的问题。污水综合罐出水悬浮物增加后,大量的悬浮物进入到生化系统,使得生化系统污泥浓度增高,污泥中无机组分占比增加(已超过 50%),导致系统能耗增加,排泥量增加,并且不利于活性污泥微生物的活性发挥,系统通过被迫排泥会将污泥活性组分降低,进而影响A/O生物处理系统的处理效果以及处理稳定性。经过日常进水检测数据分析,污水综合罐悬浮物高的主要原因是气化污水灰水预处理运行不正常时悬浮物含量过高。根据最近一年多的检测数据,悬浮物质量浓度平均为350 mg/L,是设计水质的3.5倍,且波动很大,这是导致整个污水生化系统无机污泥过多的主要原因。另外,根据日常气化污水硅含量检测数据统计分析,气化装置灰气灰水预处理出水的硅含量(以 SiO2计)平均为170 mg/L,最高质量浓度达到250 mg/L,是含盐废水膜处理装置进水硅污染的主要来源。
上述水质问题,给下游污水处理场稳定运行操作带来极大的压力,特别是污水生化处理系统,一旦出现系统冲击,极有可能导致出水水质不合格、倒逼生产装置因排水受限降负荷运行情况发生,而且由于微生物培养驯化直至重新恢复正常所需的时间较长,因此会对工厂全年产量造成较大影响,由此带来不必要的经济损失。
为此,从基于提高污水生化处理装置稳定达标运行的可靠性考虑,同时降低污水处理系统运行能耗及成本,减少污水处理运行风险,针对现有工厂系统存在的问题,该项目对污水生化处理装置进行优化改造。
1 气化污水系统改造
1.1 技术路线的比选
根据相关规范,气化污水悬浮物及硅的去除可以通过辐流式初沉池、平流式沉淀池或高效澄清设施去除。但处理工艺需根据处理规模、进出水水质标准及当地的自然环境并结合当地的实际情况进行选择,比选方案见表1。

表1 气化污水改造比选方案表
根据表1备选方案的对比分析,并结合以往类似项目经验,特别是考虑本改造项目用地紧张的因素,本项目按高效沉淀设施进行改造。高效沉淀技术在混凝高效沉淀中,将混凝、絮凝、沉淀和污泥浓缩功能集合与一体,结构及工作原理示意图见图 1。特殊的反应区和澄清区设计使其适用于水处理领域, 是替代传统的混凝沉淀池、机械澄清池等的新型沉淀工艺[2]。由于反应池和沉淀池之间的低速配水不会破坏已形成的矾花颗粒,生成的矾花密集、结实,很好地保持了矾花的完整性,从而可获得最佳的絮凝性能,可获得较低浊度的出水。
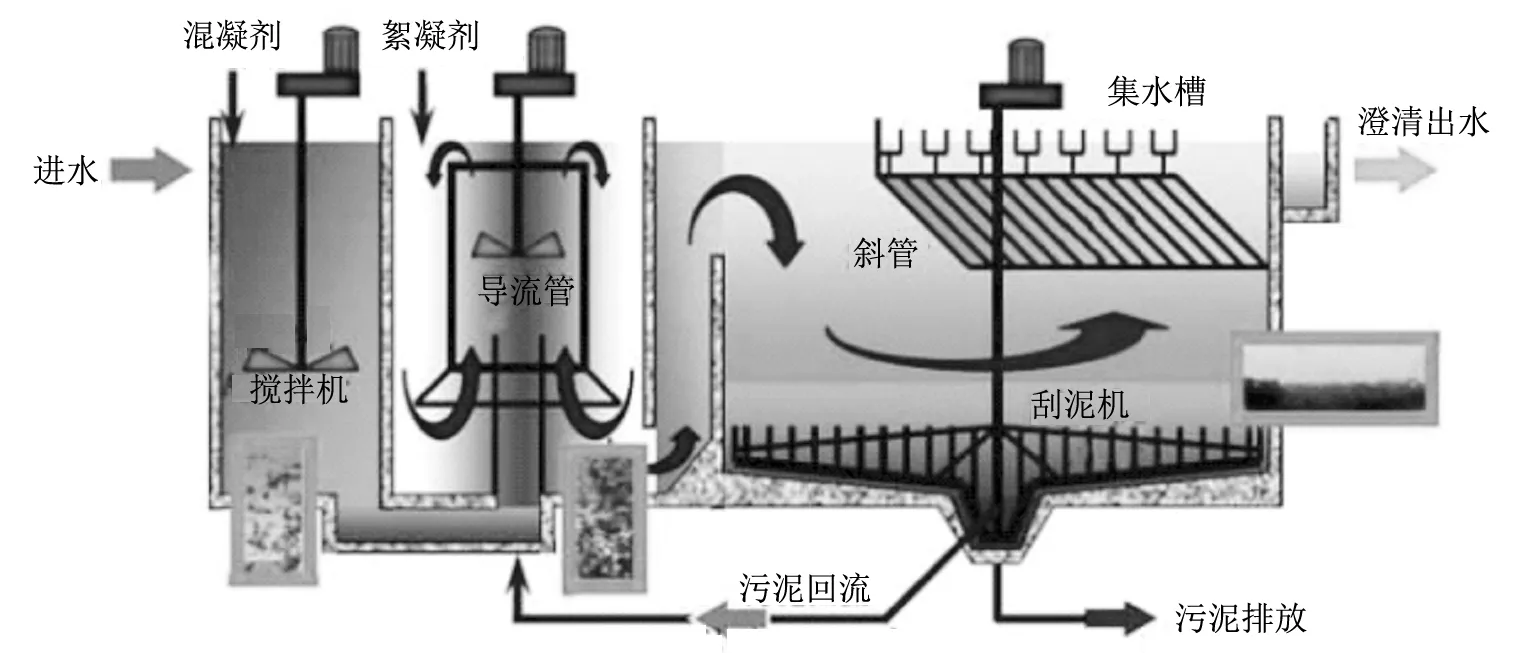
图1 高密度澄清池结构与工作原理示意图
1.2 改造的工艺流程
在污水处理场内增设高效沉淀池一台,气化废水中硅含量较高,为减少回用水装置的处理负荷,在高效澄清池前增加除硅反应池,投加除硅药剂反应后再进入沉淀池,经絮凝、沉淀后,去除大部分的悬浮物、浊度、胶体等物质,出水进入场内生化系统处理。
本项目新增96%含水率的无机污泥约32 m3/h,折合干泥量约30.78 t/d。无机污泥利用现有设施进行处理,如板框压滤机、脱水机等进行处理。高效澄清设施所需配套加药管线可利用原有的磷盐投加线进行改造。新增除硅加药系统一套。其工艺流程参见图2。

图2 气化污水改造工艺流程图
气化污水悬浮物浓度波动范围大、浓度高;硅含量高,但硬度低。进水pH值可控制在6~9 ,平均为8.3。故在高效沉淀池前段设置除硅反应池,投加偏铝酸钠溶液与水中的溶解硅反应形成硅铝酸盐沉淀物,达到除硅的目的[3]。除硅反应池出水进入高效沉淀池混合区,混凝药剂采用聚合硫酸铁 PFS,混合区设置快速搅拌机,使投加的混凝剂与进水充分混合,对进水中的悬浮颗粒进行脱稳,并使除硅反应池生成的硅铝酸盐固体通过混凝作用增大絮体颗粒粒径。经过混凝后的水流至絮凝区圆形导流筒底部,进水、回流污泥和助凝剂PAM由导流筒内的搅拌桨由下至上混合均匀。絮凝矾花慢速进入沉淀区后,在沉淀区下部汇集成污泥并浓缩,底部刮泥机的连续刮扫促进了污泥的浓缩。斜管设置在沉淀池的上部,用于去除多余的矾花,保证出水水质。部分浓缩污泥由回流污泥泵从污泥浓缩区送至絮凝区,进行连续的泥渣回流,增加了矾花的密度和沉淀性能,从而提高了絮凝效果[4]。另一部分剩余污泥由污泥泵抽出,送至现有污泥池处理。高效沉淀池出水经集水槽流入提升水池,经污水提升泵提升至原有污水调节罐内。
1.3 设计处理能力
气化污水设计排水水量正常300 m3/h,最大360 m3/h,实际操作数据与设计值基本一致。综合考虑气化排水水量波动情况,新建气化污水高效沉淀池预处理单元设计处理能力确定为400 m3/h。
1.4 设计进水水质
该项目在上游气化装置设置了灰水预处理单元, 通过加碱软化反应-机械加速澄清池-多介质过滤-氨汽提组合工艺对气化灰水进行除硬和脱氨预处理。根据GE工艺包设计出水水质,综合工厂实际运行历史监测数据,本次基础工程设计确定设计进水水质指标见表2。

表2 高效沉淀池单元设计进水水质
1.5 设计出水水质
增建气化污水高效沉淀池目的是去除上游气化装置非正常工况排水时的高悬浮物,同时通过投加化学药剂协同对气化污水中的硅污染物进行高效去除,以满足后续生化处理系统和膜处理系统稳定运行的需要。 根据设计要求,结合下游处理工艺的实际需要和类似工程处理技术的可达性与经济合理性,确定本处理单元的设计出水水质见表3。

表3 高效沉淀池单元设计出水水质
1.6 处理构筑物设计
考虑本项目处理水量较小(处理能力400 m3/h),设计采用单系列,设置一组高密度澄清池,年操作时间8 000 h。当高效沉淀池故障检修时,气化污水经管廊上原有跨线按送入原污水调节罐内。
根据业主提供的资料,本项目不在老厂周边相邻装置的防爆区域影响范围内,且气化废水原设计中并无可燃性气体及可燃性液体设计内容,且考虑到本次在水池顶均设置了VOCS加盖收集措施,故本装置不按防爆区域考虑。
1.6.1 除硅反应池
单座钢筋混凝土水池,防腐防渗。总平面尺寸约5.5 m×6 m×7 m(H),水力停留时间约30 min,有效容积约200 m3。
池内设搅拌机1台,变频运行,水下部分采用不锈钢316L。反应池中投加偏铝酸钠溶液。
1.6.2 高效沉淀池和污泥泵房
高效沉淀池分为混合区、絮凝区、沉淀区、污泥回流系统和剩余污泥排放系统。水池均采用钢筋混凝土结构,防渗防腐。
1.6.2.1 混合区
平面尺寸约1.8 m×1.8 m×7 m(H)。池内安装混合搅拌机,水下部分采用不锈钢316L,水力停留时间约2 min。混合区内投加混凝剂聚合硫酸铁PFS,通过搅拌机的快速强力搅拌,使药剂与水体充分混合,生成小颗粒矾花。
1.6.2.2 絮凝区
平面尺寸约4 m×4 m×7 m(H),絮凝区内安装絮凝搅拌机和导流筒,水力停留时间约15 min。在混合区出水口投加助凝剂PAM,以提高泥水分离效果。高浓度活化污泥通过絮凝区和混合区池底的外部连通管道进入,经整流后进入絮凝区。搅拌机变频运行,在絮凝区内形成低强度大流量的循环,生成大颗粒矾花。
1.6.2.3 过渡区/沉淀区
水流由絮凝区经过过渡区(推流式反应区)慢速进入沉淀区进行泥水分离,沉淀区包括清水区、斜管布水区和污泥浓缩区三个部分。清水由池顶集水槽收集,泥渣在浓缩区浓缩,浓缩泥渣部分通过污泥回流泵回流至前混合区,剩余部分污泥经剩余污泥泵送至现有污泥池处理。沉淀区平面尺寸约4 m×4 m×7 m(H)。水池底部安装带栅条刮泥机,将污泥刮在中心锥底处排放,可提高污泥的浓缩度。刮泥机直径12 m。
沉淀采用蜂窝斜管沉淀设备,乙丙共聚六边形蜂窝管,斜管长度为1 000 mm,管壁厚1.0 mm,内切圆d=100 mm,水平斜角60°,表面负荷3.8 m3/(m2·h)。
集水采用不锈钢集水槽,三角出水堰,材质为不锈钢316L,单池设集水槽10根,单根尺寸为5 300 mm×150 mm×300 mm,出水堰的负荷不大于1.7 L/(s·m)。
沉淀区设超声波污泥液位计,作为污泥排放的参考。
1.6.2.4 污泥泵房
沉淀区池底污泥浓缩区设置回流污泥管和外排污泥管送至污泥泵房。回流污泥泵和剩余污泥泵均采用螺杆泵,安装在污泥泵房内。该厂房为戊类厂房,平面尺寸为9 m×5 m,净高4.5 m。回流污泥泵变频运行。
1.6.3 提升水池
单座钢筋混凝土水池,防腐防渗。总平面尺寸约6.4 m×6 m×7 m(H),水力停留时间约36 min,有效容积约240 m3。
提升水泵采用卧式离心泵,1用1备,安装在加药间内。
1.6.4 加药间
加药间与相邻水池共壁合建,房间净高约6.5 m,戊类厂房。
1.6.4.1 偏铝酸钠投加
偏铝酸钠投加量按与二氧化硅的质量投加比为2∶1设计,即投加量为340~400 mg/L,偏铝酸钠投加质量浓度为10%,按照一天配置两次,则偏铝酸钠投加量为3 264~3 840 kg/d。
加药间内设置铝剂溶解池2座,单座铝剂溶解池为2.6 m×2.6 m×2 m,池内设搅拌机。配铝剂加药泵2台,Q=2 000 L/h,1用1备,加药泵组为厂家成套提供。
1.6.4.2 PFS投加
PFS投加量为10~30 mg/L,投加浓度5%,按照一天配置一次,则PFS投加量为96~288 kg/d。
加药间内设置PFS溶药池1座,尺寸为2.6 m×2.6 m×2 m,池内设搅拌机。配PFS加药泵2台,Q=500 L/h,1用1备,加药泵组为厂家成套提供。
1.6.4.3 PAM投加
PAM投加量为0.5~1 mg/L,投加浓度0.2%,按照一天配置一次,则PFS投加量为4.8~9.6 kg/d。
加药泵组为厂家成套提供,1箱2泵,采用全自动泡药机。药箱容积5 m3,箱内设搅拌机。加药泵2台,Q=500 L/h,1用1备。
高效沉淀池单元主要设备见表4。

表4 主要设备一览表
2 实施效果
该改造项目实施后,经过对高效沉淀池进出水水质分析,处理效果见图3。

图3 高效沉淀池进出水水质分析表
从图3可以明显地看到,高效沉淀池出水的悬浮物和硅含量明显优于设计值,达到了预期效果。该项目实施后,有效改善了后续生化系统活性污泥组成,由于进水硅含量被有效去除,含盐膜系统硅对反渗透膜的污堵也大大降低,反渗透膜的化学清洗频次由每月一次降低为每三个月一次,阻垢剂的加药量为原来的50%,膜的运行寿命在原有基础上会延长一倍。通过增加气化污水除硅降浊预处理设施,为工厂实现“安、稳、长、满、优”运行起到了保驾护航的作用。
该改造项目具有良好的社会效益和经济效益,可供那些硅含量、悬浮物含量较高的污水处理项目借鉴。
