自动化控制在化工安全生产中的应用及优化
2023-08-06顾佳林陈佳楠
*顾佳林 陈佳楠
(江苏优普生物化学科技股份有限公司 江苏 226000)
自动化控制技术在化工生产中的应用对于提高安全性、稳定性和效率具有重要意义。它可以实时监测和控制化工过程中的关键参数,如温度、压力、流量和pH值,以确保反映条件在安全和有效的范围内。然而,自动化控制在化工安全生产中面临一些困境,其中包括PLC程序设计的复杂性、通信稳定性和传感器技术的可靠性。这些困境可能影响系统的故障诊断、实时数据传输和传感器的准确性,从而对化工安全产生具有潜在威胁。本文将从PLC、通信和传感器这三个角度来探讨自动化控制在化工安全生产中的应用困境,并提出相应的解决措施,以优化化工安全生产的效果。
1.自动化控制技术的概述及重要性分析
(1)PLC自动化控制技术概述。PLC可以实时监测和控制化工生产过程中的各种参数,例如温度、压力、液位、流量等。通过与传感器和执行器的连接,PLC能够获取准确的实时数据,并根据预设的逻辑规则和算法自动调节设备操作,确保化工过程在安全、稳定和在规定的范围内运行。化工生产过程中存在着各种危险和风险,如高温、高压、有毒物质等。PLC可以实施安全逻辑控制,通过监测和验证不同设备之间的安全间隔,防止操作员在危险区域内工作。PLC还可以实现设备互锁、安全启停和紧急停止等功能,确保设备在安全条件下运行,保护人员和环境的安全。化工生产中的反应过程通常需要精确地控制和调节。PLC可以根据预设的控制算法,实时监测反应过程中的温度、压力、浓度等参数,并自动调节反应条件,以保持反应的稳定性和效率。
通过PLC的反应控制功能,可以提高产品质量、降低能耗,并实现更高的生产效率。在化工生产中,批处理是一种常见的生产方式,PLC可以实现批处理过程的自动化控制,包括配料、搅拌、加热、冷却等操作。PLC能够实时采集和记录化工生产过程中的各种参数和事件数据,这些数据可以用于后续的分析和优化,以改进工艺和提高生产效率。PLC系统还可以通过网络连接实现远程监控和操作。通过远程监视和操作界面,操作人员可以实时查看化工生产过程的状态和参数,并进行必要的调整和干预。这样,即使不在现场,工程师和操作人员也能够对化工生产进行监控和控制,提高生产效率和响应能力[1]。
(2)自动化控制技术应用在化工安全生产中的重要性分析。自动化控制技术在化工企业安全生产中起着至关重要的作用。随着科技的发展和进步,化工企业面临着越来越复杂的生产过程和安全挑战。自动化控制技术,尤其是PLC(可编程逻辑控制器)和总线通信技术,能够提高生产过程的安全性、可靠性和效率,下面我将从几个方面进行分析。
首先,自动化控制技术能够减少人为错误。在化工企业中,许多生产过程需要对温度、压力、流量等参数进行精确控制。传统的手动控制方式容易出现人为操作失误,导致事故和安全隐患的发生。而通过PLC和总线通信技术,可以实现对生产过程的自动化控制,减少了人为错误的可能性,提高了生产过程的稳定性和可靠性。
其次,自动化控制技术能够提供实时监测和报警功能。化工生产中存在着一些潜在的危险因素,如温度过高、压力异常、液位过低等。通过PLC和总线通信技术,可以对这些参数进行实时监测,并在超出设定范围时及时发出报警信号。这样,操作人员可以及时采取措施,防止事故的发生或者最小化事故的损害。
最后,自动化控制技术还可以提供大量的数据记录和分析功能。PLC和总线通信技术可以将生产过程中的各种参数数据进行记录和存储,提供给管理人员进行分析和决策。通过对大量数据的分析,可以及时发现潜在的问题,预测设备的故障,并采取相应的措施进行预防和维修,从而进一步提高生产的安全性和可靠性。
综上所述,自动化控制技术在化工企业安全生产中起到了不可忽视的作用。通过PLC和总线通信技术的应用,可以减少人为错误、提供实时监测和报警功能、实现远程监控和操作,并提供大量的数据记录和分析功能。这些技术的应用,不仅提高了化工企业生产过程的安全性和可靠性,也为管理人员提供了更多的信息和决策支持,有助于提升整体的生产效率和竞争力。
2.自动化控制技术在化工生产中的困境探究
(1)程序设计复杂。由于化工过程中涉及的参数和设备较多,当出现异常或故障时,PLC程序需要能够准确地识别问题并快速做出响应。复杂的PLC程序设计可能导致故障诊断时间延长,从而延迟采取必要的措施来保护人员和设备。化工生产过程中,系统故障可能导致严重的安全事故。在PLC程序设计中,需要考虑各种故障情况,并确保系统具有良好的容错能力。复杂的程序设计可能增加了错误和故障的风险,从而对化工安全产生潜在威胁。化工生产中涉及多个设备和系统之间的复杂交互。PLC程序设计需要综合考虑各种设备的状态和控制策略,以确保安全和稳定地运行。由于交互效应的复杂性和难以预测性,PLC程序设计可能面临困难,可能导致意外情况的发生。化工生产过程中的要求和环境条件可能会发生变化,需要对PLC程序进行更新和演进。复杂的程序设计可能使得程序的修改和改进变得困难,增加了更新的复杂性和风险。
(2)数据传输延迟和丢失。在化工生产过程中,PLC设备之间需要进行实时的数据传输和通信。由于环境干扰、设备故障或通信线路问题,数据传输的可靠性可能会受到影响。导致数据丢失、传输延迟或通信中断,进而影响到对化工过程的实时监控和控制,对安全产生潜在威胁。在化工生产中,涉及多种不同品牌和型号的PLC设备。不同设备使用的通信协议和接口可能存在差异,导致设备之间的通信困难。缺乏通信协议的兼容性可能导致数据传输错误、解析问题或无法实现设备之间的有效交互,从而影响到化工安全生产的可靠性。在系统集成过程中,设备之间的通信设置和故障排查可能变得复杂,特别是当涉及多个厂商的设备时。这可能增加了故障排查的困难,影响到化工生产系统的稳定性和安全性。
(3)维护和校准困难。传感器受到环境影响、磨损、老化或故障等因素的影响,导致测量结果的不准确或不可靠。传感器提供错误的数据,导致操作人员做出错误的决策或无法及时采取必要的措施,对化工安全产生潜在风险。化工过程的复杂性要求选择适合的传感器类型,并确保其能够适应不同的工作条件和环境。不同参数的传感器种类繁多,涉及温度、压力、流量、pH值等多个方面,选择和配置合适的传感器可能具有一定的挑战性。选择不当或配置不正确,导致传感器无法满足实际需求,影响化工过程的安全性和可靠性。化工生产环境常常具有恶劣的条件,如高温、高压、腐蚀性介质等,这对传感器的稳定性和寿命产生影响。维护和校准传感器可能需要耗费大量时间和资源,并导致生产中断或停工,对化工安全生产带来潜在风险。在化工生产中,传感器故障会影响到实时监测和控制系统的正常运行[2]。故障检测和故障排除会变得复杂,特别是当涉及大量的传感器和复杂的生产过程时。传感器故障未能及时检测和处理,导致误导性的测量数据、操作失误或生产事故,对化工安全产生潜在威胁。
3.自动化控制技术在化工生产中优化分析
(1)简化程序逻辑
①控温系统流程概述。具体化工生产过程中可以通过流程简化解决程序设计复杂的问题,针对温度检测的问题,可以通过测量温度→转换成电信号→在PLC内与设定温度比较→控制加热的流程,从而实现恒温控制。这个任务的关键在于当前温度值如何获取,具体方案中使用0~100℃对应0~10V的温度变送器,PLC选择自带模拟量输入/输出的CPU224XP。通过PLC的模拟量输入处理从而通过相关数据处理即可读取[3]。
②变量与PLC的地址分配。根据任务分析,PLC需要2个输入点:加热开关I0.1、报警确认键I0.2;需要3个输出点:加热输出Q0.1、报警灯Q0.2、报警喇叭Q0.3。其PLC的I/O地址分配见表1。
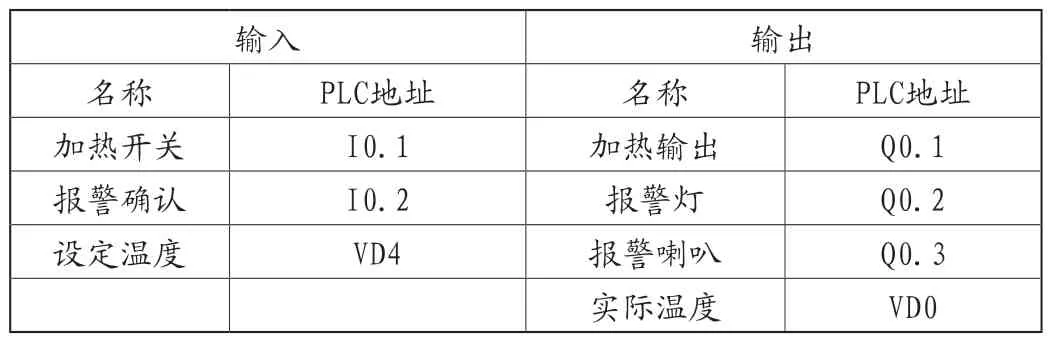
表1 I/O地址分配表
③PLC优化编程。梳理逻辑控制流程,合理分配I/O口资源之后,通过流程图实现最终控制程序的编写(如图1所示)。
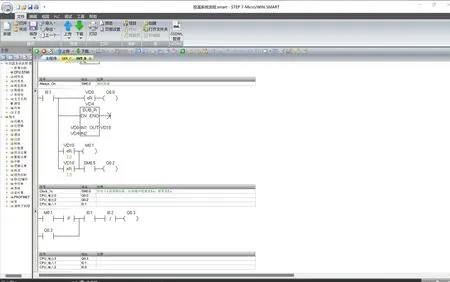
图1 PLC程序图
(2)优化通讯协议
选择广泛使用和支持的通信协议,如MODBUS、Profibus、Foundation Fieldbus等。这些标准化协议能够确保不同品牌和型号的PLC设备之间的互操作性,简化通信设置和集成。
引入现场总线技术,如Profibus DP、Foundation Fieldbus、Ethernet/IP等,可以实现多个PLC设备之间的实时数据传输和通信。现场总线技术提供了高速、可靠的通信通道,能够满足化工生产过程对实时性和可靠性的要求。在PLC设备之间的通信链路中引入冗余和容错机制,如备份通信线路、冗余控制器等。这样可以提高通信的可靠性,当一个通信路径出现问题时,系统能够自动切换到备用路径,确保数据传输的连续性和稳定性。确保PLC设备之间的通信网络具有适当的安全保护措施。使用防火墙、虚拟专用网络(VPN)等技术来保护通信网络的安全性,限制未经授权的访问和数据泄露的风险。通过系统集成和配置工作,确保PLC设备之间的通信设置正确,并建立监控机制来实时监测通信状态。定期进行故障排查和维护工作,及时解决通信故障,保障系统的稳定性和安全性[4]。
(3)实时监测及故障诊断
在实时监测和故障诊断中,PLC技术在数据采集和处理方面起着关键作用,如图2所示。自动控制系统通过传感器采集化工生产中的各项主要数据,这些数据被传输到PLC控制器中进行处理和分析。PLC系统的数据处理功能允许对采集到的数据进行预处理、滤波、校正等操作,以消除噪声和干扰,提取出有用的信息。通过应用数据处理算法和模型,PLC系统可以进行数据分析和判断,判别当前状态是否正常,并进一步诊断潜在故障。实时监测和故障诊断算法可以基于设定的规则和故障模式,监测数据的变化和偏离,以检测异常和故障事件。一旦异常或故障被检测到,PLC系统可以触发相应的报警和通知,使操作人员能够及时采取措施来解决问题。此外,PLC系统还可以记录和存储历史数据,以便后续的故障分析和优化。在故障诊断方面,PLC系统可以利用故障数据库、专家经验和机器学习等技术来进行故障诊断。通过分析故障发生时的数据和状态信息,PLC系统可以比对已知的故障模式和规则,以确定具体的故障原因,并提供相应的解决方案[5]。
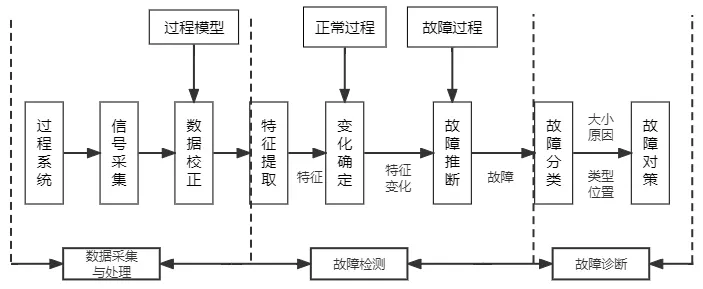
图2 化工过程监测结构图
4.结论
自动化控制技术在化工安全生产中扮演着重要的角色,通过PLC、通信和传感器的应用,实现了对温度、压力、流量等参数的实时监测和精确控制。在科技的应用下,化工企业通过自动化控制技术的深度应用,能够不断提高生产力,保障生产安全性,实现行业经济与企业效益的同步发展。
