关于轧机稀油过滤能力提升的研究
2023-08-04陈忠年
陈忠年
摘要:油液的颗粒度和含水率是润滑系统正常工作的重要指标,目前轧机润滑站的过滤原理为泵组从净油区中部吸油,规避底部污染物聚集区(防止污染物损坏泵组),通过泵出口使用的80微米过滤器,泵送至轧机联箱进行润滑,随后经由回油口设置的一体固定式磁性过滤回到污油区,再经沉淀后溢流至净油区,这样的过滤流程还有许多缺陷。本论文基于轧机润滑站原有设计,综合考虑其存在的不足之处,提出一系列合理改造以增强其除渣、除水能力,提高油液品质,确保系統平稳运行。
关键词:稀油润滑站;油液清洁度控制;油液除水;磁性过滤器;油箱温度控制
1 前言
1.1 研究价值
一直以来,保证对润滑系统油品质量的良好控制都是润滑相关工作者的工作重点。一般来说,润滑油的污染主要由以下几方面产生:
(1)润滑系统的管道及润滑元件内的型砂、切屑、磨料、焊渣、锈片、灰尘等污垢在系统使用前冲洗时未被洗干净,在润滑系统工作时,这些污垢就进入到润滑油里。
(2)由于油箱必须和大气联通,外界的灰尘、砂粒等也会随着空气一起进入油箱。另外在检修时,稍不注意也会使灰尘、碎屑等进入润滑油里。
(3)润滑系统本身也不断地产生污垢进入润滑油里。例如:金属和密封材料的磨损颗粒,过滤材料脱落的颗粒或纤维及油液因油温升高氧化变质而生成的胶状物等。
当润滑油污染严重时,润滑系统的工作性能将收到严重影响,润滑系统发生故障的概率大大提高,使润滑元件寿命缩短。对于润滑元件来说,由于这些固体颗粒进入到元件里,会使元件的滑动部分磨损加剧,并可能堵塞润滑元件里的节流孔、阻尼孔,或使阀芯卡死,从而造成润滑系统的故障。此外,水分和空气的混入使润滑油的润滑能力降低并使它加速氧化变质,产生气蚀,使润滑元件加速腐蚀,使润滑系统出现振动、爬行等。
防止污染的措施造成润滑油污染的原因多而复杂,润滑油自身又在不断地产生脏物,因此要彻底解决润滑油的污染问题是很困难的。为了延长润滑元件的寿命,保证润滑系统可靠地工作,将润滑油的污染度控制在某一限度以内是较为切实可行的办法。对油液的污染控制工作主要是从两个方面着手:一是防止污染物侵入润滑系统;二是把已经侵入的污染物从系统中清除出去。
本论文将针对润滑站油液污染物的清理做出论述。
1.2 研究方向及目的
本项目从颗粒度、含水率、温度等多个维度出发,以提高精轧润滑站过滤效率,实现润滑站系统稳定性及抗风险能力提升为目的,采取多种改进措施来增强其除杂、除水能力。同时,增加油液品质监测途径,提高对润滑系统的事态感知能力,做到及时发现问题,提前解决故障,以此确保系统平稳运行。
2 原有轧机润滑站系统概述
2.1 轧机润滑站过滤流程概述
原有轧机润滑站过滤流程如下:泵组从净油区中部吸油,规避底部污染物聚集区(防止污染物损坏泵组);接着通过泵出口使用的80微米过滤器,泵送至轧机联箱进行润滑;随后油液经由回油口设置的一体固定式磁性过滤回到污油区;最后经沉淀后溢流至净油区。
2.2 轧机润滑站系统缺陷分析
通过分析以上工作流程,我们可以发现以下几点问题:
(1)80微米过滤器只能保证油液在NAS.10级以上的过滤精度,尚未达到润滑站要求的NAS.9级清洁度。若仅采用将滤芯精度减小至10微米的方式,会因滤芯精度提高导致流量减少,而润滑流量下降可能会导致设备损坏;此外,过滤器精度高,滤网孔径小,堵塞风险较高,堵塞后有会造成系统压力低,无法正常工作。
(2)回油路末端过滤器使用固定式磁性过滤装置,拆卸清洗过程繁琐,且需泵组停机后将过滤器整体拆下,维护效率过低且滤芯难以清洁再利用。
(3)现有润滑站缺少有效的除水手段。由于润滑站需要将油温保持35-45℃以保证出口油温及粘度正常,在气温较低时,联箱内外温差较高,水汽会在箱体内部凝结为冷凝水。由于联箱顶部为碳素结构钢,温差产生的凝结水会导致联箱锈蚀,微小的氧化铁颗粒也随之进入油箱,降低油液清洁度,而较差的清洁度会加剧系统中各设备的磨损,进而产生更多碎屑,形成恶性循环。油水混合物在经过泵组后会进入乳化状态,造成油液润滑能力降低,加速油液氧化变质,使润滑元件加速腐蚀,使润滑系统出现振动、爬行等。
(4)现有润滑站对油品质量的势态感知能力较弱。一般情况下,对于油站油品质量的检测我们采用方式离线检测,在点巡检、周期大修时进行采样,往往需要耗费较多人力与时间,还无法及时感知变化。对油品的监测还需要专业人士进行,并且取样中油品有污染风险,检测后废油容易污染环境。可以看出,传统的检测方式周期长,效率低,准确度无法得到保证,且过程较为繁琐,对于油路中存在的隐性问题无法及时发现,难以在故障扩大前发现并解决问题。
3 提高油液品质的改进
目前轧机润滑站存在过滤能力不足的问题:
原有过滤方式仅包含工作油路中的常规过滤方式,缺少旁路循环,若只减小滤芯孔径只会减少流量,增加设备损坏的风险,对提高滤油效率无帮助。
对联箱冷凝水的处理能力弱,缺少除水模块会导致设备锈蚀,严重影响油液清洁度。
回油磁性过滤器为一体式设计,更换时需让设备离线,清理过程繁琐,当磁性过滤器吸附大量颗粒后会失去过滤能力,将大量杂质漏入油箱。
此外,由于当前对于轧机润滑站油品清洁度的检测需要人工进行,耗时长,过程繁琐,且取样过程中有样品污染的风险,
对于以上几点问题,大致可以采用以下方案解决:1.改进原有过滤系统。将网片式滤芯更换为滤筒式滤芯,减少泄漏,提高过滤能力。2.添置循环过滤系统。相较于仅在工作油路进、出油口附近使用过滤器的设计方案,单独的过滤回路可以提高过滤循环效率,不用受工作回路的流量限制,也无需担心滤芯堵塞后影响设备工作。3.优化磁性过滤装置设计。一体式的磁性过滤器为网片式结构,吸附较多杂质后会失去吸附能力,也难以清洁。且更换过滤器时,需要将泵组关停后将整个过滤器拆除更换。若使用分体式过滤器,则可在工作时直接拆下吸附用磁棒,简单擦洗后即可恢复吸附能力。4.增设净油除水回路,通过加热、雾化、分离的方式去除油箱中微水,减小微水对设备运行的威胁,防止油液乳化,造成油液润滑能力降低,加速油液氧化变质,使润滑元件加速腐蚀,使润滑系统出现振动、爬行的现象。5.增设油品在线检测设备,实时检测油品状况,点巡检人员可直接读取并记录。
3.1 改进原有过滤系统
原有泵出口过滤器为80微米网片式过滤器,采用铜制滤网。这种滤芯的优势是可回收利用,压力损失小,但更换时需将过滤器拆出,取出滤芯后逐层取下滤网,操作繁琐,并需停下设备,另一方面网片式滤芯过滤精度较低,且由于制造工艺等原因,网片之间存在间隙,容易发生泄漏。若改用纸芯式过滤器,虽然堵塞后无法清洗只能更换,但纸芯式过滤器拥有更高的过滤精度,且不必担心泄漏。
3.2 添置循环过滤系统
增设管线,添加一路旁滤回路。仅仅依靠工作回路的过滤器过滤油液,受流量限制,工作效率低下,抗风险能力不足。一般来说,油箱底部呈倾斜状,以产生一个最低点,油液中各种污染物也会汇集沉淀于此。因此,新增一路单独的过滤回路,从净油区和污油区最低点抽油即可最大化地抽取污染物进行过滤。使用一台500 L/min大流量泵抽取污油,输送至6只并联1300滤芯进行过滤,随后连接至回油管路,通过磁性过滤回到油箱污油区。此过滤循环相较于工作回路的过滤循环,拥有更大的流量,过滤效率更高;过滤器精度更高,单次过滤可滤除更多杂质。油箱底部吸油的方案
3.3 优化磁性过滤装置
改变原先一体式磁性过滤器,技改为分体磁棒式过滤器。原有磁性过滤器为磁性材料网片式叠加,吸附铁屑过多会导致过滤器堵塞,严重时损坏过滤器。且网片难以取下,不利于回收。后可在设备运行期间取出磁棒擦拭,直接清洗后插回过滤器中,操作简单快捷。
3.4 增加净油除水回路
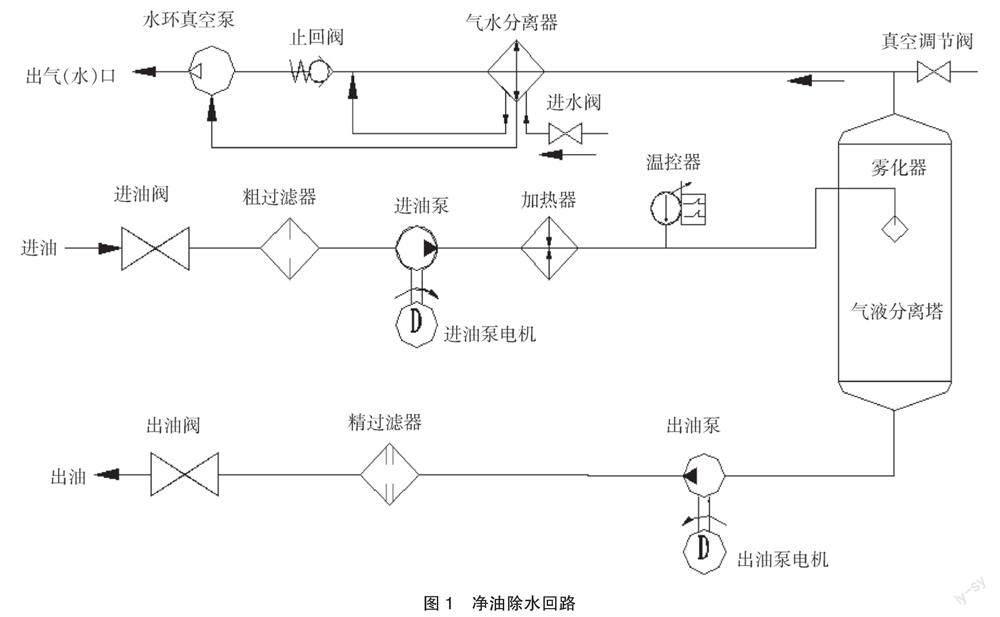
增设除水装置,通过加热、雾化、分离的方式去除油箱中微水,减小微水对设备运行的威胁。工作时,含水油液由进油泵吸引,从多功能油箱底部抽出,经粗过滤器进行一级过滤后,进入加热器加热。随后,加热的油液进入气液分离塔。在通过雾化器喷头时,水汽蒸发,经真空泵抽真空后进入真空管路,接著进入水气分离器,经分离后排出;净化后的油液聚集于气液分离塔底部,达到一定量后由出油泵抽出,经精过滤器二级过滤后回到油箱。(如图1所示)
4 总结与展望
4.1 总结:
本项目的目的在于提高精轧润滑站过滤效率,提高对润滑油油液品质的感知度,实现润滑站系统稳定性及抗风险能力的提升。
(1)必要性:便携式本地自动检测装置用遮光法检测原理替代人工,避免了采样时可能存在的污染风险,节约人工成本,提高检测准确性。一体式磁滤更换需要停机,且难以回收利用。新的分体式磁滤可在不停机的情况下直接抽出磁棒清洗,方便快捷。
(2)紧迫性:油站整体抗风险能力低下,缺少除水回路,油液中微油会锈蚀设备,增加杂质,现有过滤装置只能达到NAS 10级,无法满足设备NAS 9级的使用需求,颗粒造成设备磨损后产生更多杂质,形成恶性循环。
(3)效益性:油液颗粒度及含水率的良好控制可以降低设备损耗,延长设备寿命,减少维护成本。同时,良好的油液品质可以延长油液更换周期,降低换油成本。
4.2 展望:
本文仅通从清理污染物这一单一维度出发,通过改进过滤措施来提高油液清洁度,但油液污染控制有两个方面可以发展:一是防止污染物侵入润滑系统;二是把已经侵入的污染物从系统中清除出去。仅仅清除污染物是治标不治本的方案,希望此后可以拓展出一套行之有效的降低污染物生成量的优化方案。
参考文献
[1] 杨再忠.润滑油的污染与控制[J].农机使用与维修,2017(01):6-8.DOI:10.14031/j.cnki.njwx.2017.01.002.
[2] 潘壮.防污染,从哪里入手?——浅谈破碎锤润滑油污染危害及应对措施[J].今日工程机械,2012(08):82-83.
[3] 张钧.润滑油的选用、污染控制与更换方法[J].硅谷,2011(16):144+135.
[4] 邵山鹰.润滑润滑系统的油液污染控制措施[J].山东冶金,2019,41(01):81-82+84.DOI:10.16727/j.cnki.issn1004-4620.2019.01.033.
[5] 王文江,秦建国,温景辉.润滑油的污染控制与实际应用[J].科技信息,2012(28):352-353.