罗源闽光1250 m3高炉炉况失常过程分析
2023-08-04张晓晨
张晓晨

摘要:对罗源闽光2号1 250 m3炉况失常的处理进行了总结分析,高炉长期休、慢风率高及高Al2O3炉渣造成炉缸堆积,锌负荷高风口结瘤致送风不均匀,焦炭频繁更换质量波动大,烧结矿低温还原粉化率低、炉墙结厚等原因导致煤气流分布失常引起炉况恶化。通过改善原燃料质量,处理风口结瘤,提高渣铁物理热,调整布料矩阵及下部送风装置、更换风口小套面积,采取堵风口、增加出铁次数、加萤石和锰矿洗炉、精细化操作等措施后,炉况逐步恢复正常。
关键词:炉况失常;鼓风动能;烧风口套;炉缸堆积;高炉操作;洗炉
0 前言
罗源闽光 2 号高炉,设计炉容1 250 m3,生铁日产量4 500 t/d,热风温度1 230℃,高径比Hu/D=2.4 8,炉身角α82.57°,炉腹角β78.02°。设有两个铁口和24个风口。炉顶采用串罐无料钟炉顶设备,皮带上料,炉底、炉缸部位采用炭砖—陶瓷杯砌体复合炉衬结合水冷炉底结构,薄壁炉衬。冷却系统采用软水密闭循环+部分工业净水开路循环系统方案等多项新技术、新设备。于2022年5月11日投产,从开炉点火到全风口送风仅用120小时,开炉期间设备零故障、工艺零事故、零悬料、零休风,自投产以来2号高炉各项指标良好,煤气利用率达48.8%,平均燃料比509 kg/t·Fe。
1 炉况失常
1.1 第一阶段,12月份下旬,由于下道工序年度检修和2023年控产6 000 t/d的需要,两次计划休风,调整24个风口小套,风口面积由0.206 m2缩小到0.161 m2(表1),提高鼓风动能,活跃炉缸。从20日开始高炉频繁休风,至29日高炉共计休风8次,20、22日 这两次休风复风后,炉况急转直下,多次管道气流、塌料后偏尺、频繁烧小套,反应出高炉炉缸开始不够活跃。27日又出现严重管道气流,炉缸热制度被破坏,炉缸亏热,按炉凉处理,大量加焦恢复炉缸热制度,通过各项操作制度的调整后,到29日炉况勉强恢复。
1.2 第二阶段,1月8日调整小套(表1)复风后出现管道,悬料,烧小套(表2)现象,13日休风更换漏水小套,堵3#、11#、15#、21#风口,炉子恢复困难,多次管道,严重失常。此阶段炉况失常主要表现为:①管道气流、悬料、塌料事故频繁发生。塌料后偏尺,气流表现为中心、边缘涣散,没有形成稳定的煤气流。风口送风不均匀,时有生降现象,多数小套贴内壁结了一圈1-2 cm厚的圆环形的瘤(锌占比62.24%)。另外从炉内红外成像看点火孔钢砖下方炉墙有少量结厚。
②鼓风动能与高炉顺行不匹配,在判断鼓风动能的直观现象[1]中已作描述,高炉不接受风量,长时间慢风或小风量操作,炉芯温度持续降低,炉缸工作状况急剧变差,炉缸堆积已成事实。③两边铁口出铁不均匀,[Si%]相差0.2%,铁水物理热相差30°C左右,出铁时间短,易憋炉,铁口过深。
2 炉况失常原因分析
2.1 长期慢风产能不匹配,制约高炉生产。高炉操作频繁被动性调节,炉况顺行被打破,出铁因压罐减风,造成高炉无法长期稳顺进行生产,加剧高炉炉况波动,不利于高炉炉型的维护与生产的稳定。
2.2 送风制度、上部装制与高炉顺行不匹配。中心煤气通道受阻,煤气流不稳,接受风量能力低,风量上不去,炉缸状况得不到改善,在原料波动和炉温波动时易发生管道行程。另外小套内径90 mm、95 mm的风口结瘤比较严重,风口送风不均匀,影响煤气流初始分布。高炉操作者应对措施不到位,对参数变化及原料波动未引起足够重视,对炉况走势、调剂不及时、应对手段不灵活,尤其是对烧结矿碱度变化时,配料结构调剂滞后,造成低硅高碱,另外,频繁休风复风后,大量生料进入炉缸,消耗的炉缸热量得不到及时恢复,炉缸热制度破坏。造成炉缸侧壁及炉芯温度不断走低,风口破损后,大量冷却水漏入炉缸,坏风口前端渣铁不断凝结,形成局部堆积,加上渣皮不规则脱落,易烧坏风口。从此次烧坏的风口位置可以看出,主要集中在风口前端下部烧损,判断一般多为炉缸堆积,少量前端上部烧损多为鼓风动能不足和上部烧多为局部边缘过剩[2]。
2.3 原燃料问题
2.3.1 焦炭全为外购焦,焦种更换频繁,批次多,质量差别大。由于成本压力,采购的焦炭强度差、小焦量增加、粉末增多。焦炭筛分小于20 mm占比为25.94%;焦炭平均值:S含量为0.85%;灰分为13.45%;反应性(CRI)为25.86%;CSR64.6%;M10为5.78%;M25为91.63%。高炉休风时,从风口扒出的焦炭均是粉末,使用效果差。目前焦炭的强度较差,无法满足高炉生产。
2.3.2 烧结质量波动大,碱度、亚铁稳定率等质量指标呈下滑的趋势,烧结RDI+3.15 mm仅为58.87%。时有烧结矿开机料、夹生料无计划入炉。烧结矿配用炼钢污泥、除尘灰后,铅锌负荷高。烧结碱度±0.08一档率72.30%,碱度±0.1稳定率 81.34%,碱度≤1.80占比14.97%。亚铁≤8%占比32.17%。
2.3.3 熟料比偏低。高炉炉况恢复过程中,提高球团比。球团库存紧张,炉况好转后,高炉提高块矿比例,炉况出现反复。高炉孰料比87.3%、块矿比12.7%。块矿湿、粉率高筛分效果差,粉末入炉量上升。由于熟料比偏低,焦炭水分高(含量平均8%)等原因,干法布袋煤气温度持续在65-70℃,使炉顶排Zn能力減弱,大量的ZnO及原料粉末粘附在炉料炉墙上,造成炉身渣皮不稳,料柱透气性差,中心气流变弱。
2.4 碱金属等有害物质影响
炼钢污泥和除尘灰含Zn、碱金属等有害物质高,烧结配用时Zn含量升到0.079%,Zn负荷1.3 kg/t,K+Na负荷2.779 kg/t,碱金属等有害物质高炉排出率低,在高炉内富集循环,降低了焦炭的反应后强度。焦炭的强度降低,减小了炉芯焦的透液性,渣铁难以及时渗透不利于炉缸恢复。Zn含量高堵塞料柱的空隙,导致煤气通道变小,破坏煤气流分布、煤气流分布紊乱,炉身压差高,透气性差,引起炉身下部渣皮大面积脱落,炉况出现波动,高炉塌料、悬料甚至管道气流。
烧结配料中含铁原料Al2O3含量高,烧结矿中铝含量平均2.19%,渣中铝平均为17.34%。渣中Al2O3含量高,渣黏度大,炉渣流动性差,渣铁不易出净,未排放出的高Al2O3炉渣在炉缸内与焦炭、未燃煤粉以及新产生的渣铁长时间接触、积聚,进一步影响渣铁流动性,两边铁口出铁炉温偏差变大,加剧了炉缸堆积和炉况恶化。
3 炉况失常的处理过程
3.1 改善原燃料条件
选用质量成份稍微好的焦炭,停用质量差的焦炭,临时紧急采购平煤干熄焦炭,改善炉芯焦,料柱骨架,提高顶温。
增加球团配比,取消块矿、焦丁配用,采购本部球团,提高熟料比,降低粉末入炉,改善透气性。
降低烧结矿中铝含量,大幅度提高巴西混合粉配比,降低Al2O3。停止污泥和除尘灰在烧结中配料,降低Zn负荷。烧结碱度1.85提高至1.90,烧结矿转鼓指数≥78%,提高烧结矿成份稳定率。烧结矿FeO控制在8.0-8.5%,碱度一档率±0.04占比大于60%。RDI+3.15比例≥62%。入炉筛分小于10 mm占比25%以下。杜绝烧结开机料、夹生料入炉,要求供料必须按高炉指定仓位精准送料,杜绝混料,错料。
3.2 送风制度、装料制度的调整
3.2.1 通过均匀堵风口,缩小进风面积,保证单风口足够高的进风量,活跃炉缸。实践证明,堵风口作业是快速恢复炉况的最有效手段。经对比均匀堵风口与集中堵风口优缺点、及高炉失常特征,此次采用的是均匀堵风口[3]。通过三次堵风口,炉况才逐渐恢复。1月15日高炉休风,处理13个风口结瘤,堵6个风口(表1),恢复炉况,复风后,炉况有所好转,但仍不理想,表现为不接受风量。也曾尝试强行加风活跃炉缸,但效果很不理想,尤其管道抑制不住。堵风口后刚开始不走料,炉缸热制度好转后,走料基本正常,管道气流明显减少,但悬料次数增加。17日更换漏水小套,重新堵8个风口(表1)恢复炉况,管道气流、悬料基本制止,量压关系平稳。走正常料约2/3体积后,视炉子接受情况,每隔2-3个小时加风一次,每次加3 kpa或者5 kpa,每个班加2-3次。风温不加满,预留100°C作为调剂手段,通常捅风口,是先捅开,然后再加风,此次是先加风,实际风速达250 m/s左右,再捅风口,开风口时先开一个洞,过2-3个小时后再全开此风口。开风口优先选择靠铁口侧、不经常烧的,从料面看相对安静的一侧的风口。保持物理热大于1480°C炉温[Si%]逐渐从1%-1.2%降下来到0.5%-0.8%。19日开始少量喷煤,富氧。高炉状态逐渐好转。但21日9#风口打开(余7#、19#未开),风压到320 Kpa后,炉况出现反复,再次出现管道气流,22日更换漏水小套,再次堵6个风口恢复炉况,有先前恢复经验,加上炉缸状态逐渐好转,加风,开风口比较顺利,到24日炉况基本恢复正常。
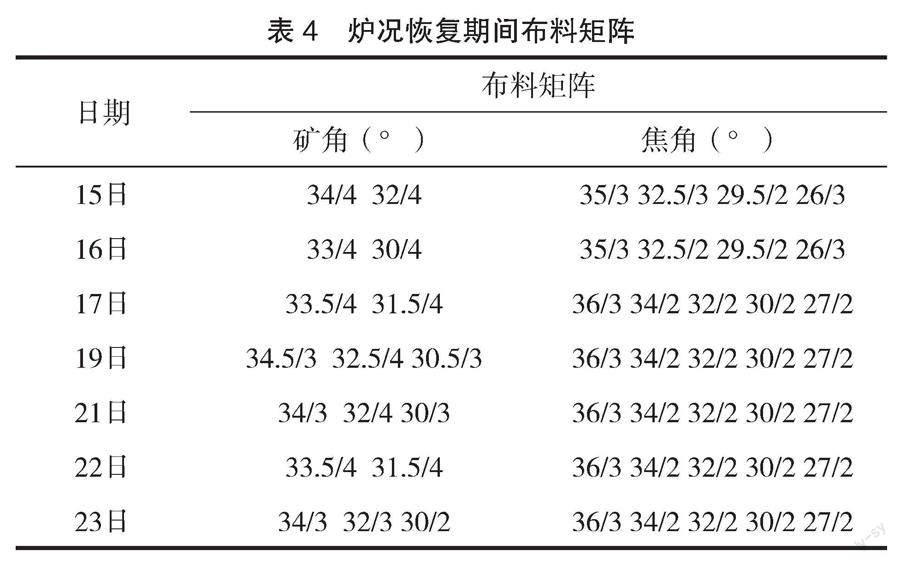
3.2.2 上部调剂。采用开放中心兼顾边缘的布料制度,维持两股气流。小矿批小风量,轻负荷操作保顺行。针对中心弱,有加焦机会时,集中2-3次中心加焦把中心气流引出来;料面偏,每次3-5 t焦炭,扇形偏布和改溜槽正反转,把料线偏差控制在0.8米以内。从风口上部烧损分析为炉墙结厚,局部边缘过度发展,这时候不应该去压边,应该把整个边都放出来。以维持中心和边缘两道气流,缓解边缘因局部铁流管道,造成的烧小套。炉况恢复后矿角逐渐外移。
3.3 降低碱度,加锰矿萤石洗炉
提高炉缸热制度,改善透气性,增硅提物理热,炉温按0.8-1.0%控制,风温按1 100℃,铁水物理热1 480℃-1 510℃。配加萤石5 kg/t,锰矿24 kg/t洗炉。实践证明萤石用量5 kg/tFe左右时,对燃料比、压量关系影响不大,仅对炉渣流动性有影响[4]。为改善渣系配蛇纹石35 kg/t,MgO/Al2O3控制在0.65左右,[Mn]在0.8%~1.0%,炉渣碱度控制在1.1-1.13,含硫0.030%-0.050%,渣铁流动性得到极大改善,炉缸内堆积的石墨碳被渣铁大量带出,炉缸炉芯焦渣铁渗透性变好,炉缸工作状况逐步改善,炉况好转,达到洗炉效果。当风口不再损坏,高炉风量自动增加和透气性指数自动提高到接近正常水平,可停加锰矿。本次处理炉缸共用锰矿325.708 t,萤石225.17 t。
3.4 冷却制度控制
洗炉初期,要适当降低炉墙冷却强度,将软水流量由3 800 m?/h降至3 200 m?/h, 略提水温差,减少热量损失,促进结厚渣皮的脱落,使得热量充沛流动性好的炉渣将炉内尤其是炉腹至风口区域含锌高的渣皮置换;结厚渣皮大量脱落后,水温差上升,为防止炉墙被过度冲刷,则适当回提冷却强度,软水流量调回至3 800 m?h,以维持适宜的渣皮厚度,防止冷却设备的破损。为配合洗炉操作,控制稍高的炉缸水温差,由原来的1.7℃逐渐调至2.6℃-2.9℃,关小炉底冷却水量2/3,减少炉缸热量损失,促进消除炉缸堆积。减少打泥量增加出铁频次,加大铁水环流,减薄炉缸保护层,促进活跃炉缸。
4 此次炉况失常得到的启示
4.1 焦炭是高炉料柱的“骨架”,是构成炉芯焦最基本的固体,它的空隙度,很大程度上,决定于焦炭热强度。高炉休风时,从风口扒出的焦炭做筛分,小于10 mm的占50.2%-60.5%。可以说炉缸严重堆积,与焦炭质量差有很大关系。通过改善焦炭质量,停用强度差的焦炭,提高焦炭的透气性和透液性,避免了风口的频繁破损。要重视焦炭质量,减少焦炭品种多,无主打焦的现象,杜绝处理好堆积以后,再次使用质量低劣的焦炭,使炉况,重新恶化,炉缸堆积再次降临。
4.2 控制有害元素的入炉及增加排出量。配入烧结的除尘灰提前进行脱锌处理。严格把控碱金属等有害物质入炉的标准。同时高炉定期排碱排锌,通过降低炉渣碱度(控制炉渣碱度1.1-1.12倍[5])提高炉渣中Si02含量,抑制K20和Na20还原,提高铁水温度1 500℃以上,保证铁水热量充足,提高炉渣的排碱能力。锌主要通过炉顶伴随煤气排出炉外,充分发展中心气流,提高煤气流速、炉顶温度,促进锌元素的排除。
4.3 恢复炉况不可操之过急,出现反复时处理要果断,及时休风堵风口,再次恢复时可以根据实际炉况,适当加快恢复至反复前的水平。炉缸化开过程中,开风口时,会有塌料等炉况波动,不要过分担心,炉况调节手段尽量不要波动太大,避免炉温大幅度波动时,渣铁不能及时排出去,容易烧风口,可以采取不间断或者负间隔出铁。恢复炉子期间加强炉前铁水沟、炉前设备等及时维护好,避免因排渣铁不及影响炉况恢复。加强风口巡视,关注小套水温差,发现风口漏水,立即控水,及时组织人员更换。漏水,会加重炉缸堆积不利于恢复。
4.4 集思广益,统一思想,定好操作方针,认真执行,避免混乱,增加高炉恢复时间。处理炉缸堆积是长期的过程,树立信心,坚信操作方法的正确性,恢复炉子的过程中肯定会遇到这样那样的问题,有时候路到尽頭时,也许就是新的转折。
4.5 加强下道工序的管理,稳定产能,不能频繁以高炉加、减风和休风来平衡生产,确保高炉稳定顺行。合理安排检修计划,尽量避免对高炉产能大幅度影响。
参考文献
[1] 代兵,刘云彩等.高炉合理鼓风动能与炉缸活性的关系[J].钢铁,2016,51(2):22-27.
[2] 杨进勇.三安2#高炉风口频繁破损原因分析及对策[J].福建冶金,2017(2):24-26.
[3] 唐志宏等.柳钢2000m2高炉炉况失常技术分析[J].柳钢科技,2016(6):211-219.
[4] 季瑞超等.唐钢2#高炉使用萤石洗炉实践[J].河北冶金2017(9):43-46.
[5] 赵晗等.有害元素对高炉的危害及应对措施[J].炼铁交流,2023(1):4-6.