卷烟机烟支表面外观质量检测的研究
2023-07-28曲军建李国广
闫 林,曲军建,李国广,索 粮
(河南中烟工业有限责任公司南阳卷烟厂,河南 南阳)
引言
烟支质量视觉检测系统采用四组全彩色高帧率相机的两检测组件分别安装于卷烟机检测轮、剔除轮部分,用于在线实时检测鼓轮上烟支外观缺陷。检测组件还集成红外式松头检测、滤嘴端缺嘴检测等功能。当检测到缺陷烟支时剔除该缺陷烟支并保存该缺陷烟支图片,剔除的数据分类统计集中显示在卷烟机人机界面软件上,使卷烟产品的生产检测更加高效精准[1]。烟草行业是我国社会经济发展的重要一环,其税收也是我国政府财政性收入的关键来源,卷烟质量好坏直接关系到企业利润,尤其是对于废烟排气系统来说,其决定了整个烟草企业的发展水平,是最重要的研发技术之一。
1 项目总体要求
对不同机型的卷接机组来说,在检测信号提取的过程中,提取的方法和对应的控制原理是不同的,但是要保证所用机器设备的跟踪与定位处理,在烟支达到对应剔除位置后,并在实际的烟支处理的过程中,加强剔除位置的优化,可通过向剔除电磁阀发出对应的控制信号处理,由于电磁阀能够接通到对应的压缩性空气体系,从而能够完成相关的剔除过程,对于生产过程及其负压吸附处理的过程中,能够实现凹槽上并高速化的旋转[2],以生产速度在1 000 支/min 为例,烟支之间的时间间隔在6 ms,每支烟实际是通过剔废吹气点的时间应<2 ms。
1.1 设计原则
通过对生产情况、设备状态进行调查确定装置的参数及安装位置,按照确定的设计指标,依照节省空间、方便高效的原则进行结构、外形设计。
电气控制采取模块化设计,结构独立,与原设备运行进行信号隔离避免对原机运行造成干扰。运行采用计算机自动控制及计算机自动识别技术,便于参数设置与调整。
1.2 项目设计意义
本项目设计可实现PASSIM 卷接机组运行过程中的烟支外观质量缺陷检测问题的解决,以及替代人工进行烟支外观质量缺陷检测的作用。提升装置系统的自动控制调节功能,可靠性高。
1.3 技术要求
(1)通过系统设计,能够对PASSIM 卷烟机烟支外观质量缺陷进行视觉识别,处理能力不低于8 000支/分;响应速度小于10 ms;最小分辨率0.1 mm;检测成像区域大约为100 mm*10 mm;
(2)PASSIM 卷烟机烟支外观质量检测剔除系统应在原机合适位置安装,避免损坏原机的机架,保持原机的外观;
(3)通过视觉传感器识别烟支外观,将识别的信息通过中央处理器进行判断,需要时与原机PLC 进行通讯,实现各种功能;
(4)该系统误剔率≤0.05%;
(5)能够不改变原机性能和布局,采取紧凑型设计,合理的利用设备现有的空间位置;
(6)改造后不影响原机设备的正常使用;
(7)机构安装要简便,以便于在维修时能够快速及时地拆卸及再安装;
(8)改造后安装应不影响原机设备的正常操作,且要保留一定的设备维修和操作空间;
(9)各种机械装置及电气符合相关安全要求,包含安全报警装置;
(10)PASSIM 卷烟机烟支外观质量检测剔除系统应操作简便,方便操作人员使用及日常维护;
(11)主体及防护罩的涂漆颜色应与主机外观涂漆色泽协调一致,或经招标方同意;
(12)所用电器元件应为国内外知名品牌,易从市场购得;运行件应安全防护;低压配电系统电压暂降预防技术研究。
2 具体技术方案
2.1 检测对象及主要检测功能
检测对象为:完整成品烟支,包含烟棒段、嘴棒段使用水松纸包裹切开后的成品烟;主要检测项包含有:水松纸长度、错牙检测、烟杆缺陷(斑点、油渍、刺破、亮点、褶皱等)、水松纸缺陷(黑点、亮点、褶皱等)。
2.2 主要检测功能说明
主要检测功能说明见表1。

表1 主要检测功能说明
2.3 系统框图
系统连接示意如图1 所示。

图1 系统连接示意
2.4 检测剔除系统硬件描述
系统的连接和工作过程如图1 所示。系统设计为相邻鼓轮上设置2~4 台高速相机,分别检测烟支未被遮挡的面,每个面拍摄两次,输送设备将烟支以均匀的速度在相机的视场移动。烟支在运动过程中被2~4 台相机拍摄,从而保证得到高分辨率的、完整的烟支过滤嘴部分。并将拍摄到的图像进行分析,尝试找出图像中反映出来的缺陷烟支烟支[3]。若存在缺陷烟支,输出信号将其剔除。图2 为硬件框架。
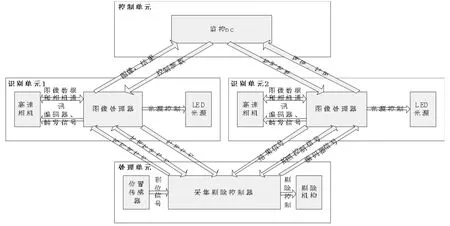
图2 硬件框架
2.5 软件构架
图3 为软件构架。

图3 软件构架
2.6 机械部件外观及安装位置
在检测组件实施的过程中要采取一体化的设计思路,主要基于机械化的零件用与铝件进行加工处理,内部的腔体安装相机、光源与反光镜等器件进行分析和优化,在腔体成像面处于加入到玻璃罩防尘处理,中间留有细缝保证处理模式,强化腔体结构的外部压缩空气处理模式,从玻璃缝中吹出,既可将落入相机视场中的烟末吹走,又可在腔体内形成空气对流,加速光源、相机散热。具体设计时综合考虑:安装空间尺寸、成像光路、相机尺寸、相机光圈、焦距的调整、光源打光方式、反光镜安装及调整,组件在包装机维护时的易拆卸性、整体防尘、相机和光源散热等因素[4-5]。
(1)具体安装位置。检测相机安装位置直接关系到检测效果,必须满足以下要求:能满足对整支烟支进行360°全覆盖成像;结构简单可靠;便于拆装、维修和保养;有足够的安装空间。
综合以上要求,最终选择在第二分离鼓轮和选择鼓轮上布置检测相机,如图4 所示。

图4 检测相机布置结构
(2)检测支架。检测支架需在满足安装相机,有防尘、自清洁功能的前提下,还要尽量结构简单,安装调整方便,外形美观。
结束语
在高速化的卷接机组处理的过程中,采取无级调速处理的控制,机器化的速度管理模式进行生产优化,随着生产速度模式的增加,气路延迟化导致出现剔除性的延迟处理,因此在应对气路延迟的过程中,尽量补偿处理,补偿的过程中,在上述剔除脉冲基本超前量的基础上,基于阀触发时间的优化模式等,进一步的实现动态化的调整。
首先需要借助机器工作速度划分为几个阶段,在各速度段处理中,可剔除脉冲化的超前量处理模式,固定式的模式进行补偿处理,可通过生产速度的处理过程,在某个区段处理的过程中,设定值处理的过程中,超前量的处理模式处于相应的补偿值。例如,设定机器速度达到4 000 支/min 时,追加一个DCP20 脉冲超前量:设定机器速度达到6 000 支/min 时,追加两个DCP200 脉冲超前量: 设定机器速度达到8 000支/min 时,追加三个DCP200 脉冲超前量,这样可高效率地解决与剔除脉冲超前量的缺陷,不同的生产速度变化进行动态匹配的问题得以解决。当前,这几个生产速度值应按照计划设计情况,假如在低于设定速度处理阀的过程中,关闭很迟,需减小设定值的速度值,在调节最大的结果后,若机器速度变化,剔除点的变化也增加,可进行有效地调整与管理。通过事实证明,借助于采取多元化的设施问题,有效的解决高速剔除化所存在的相关问题,可实现对于单支卷烟精确化的剔除,不同种类的机型在卷接机处理的过程中,机械化的控制与结果系统功能是不同的,需要结合实际情况灵活应用。
