TC4表面激光熔覆硬质涂层的制备与分析
2023-07-26郑立娟胡紫涛刘绍峰付宇明
郑立娟 胡紫涛 刘绍峰 付宇明
(燕山大学 机械工程学院,河北 秦皇岛 066004)
TC4钛合金具有比强度高、抗腐蚀、质量轻、耐热性好和相容性好等优异性能,是航空领域应用最多的钛合金[1]。然而钛合金硬度低,在使用中存在耐磨性差、摩擦系数大等诸多缺点,从而限制了其在航空领域的应用[2-4]。而钛合金的摩擦磨损通常发生在表面,因此通过钛合金表面改性是提高其耐磨性的有效手段。
激光熔覆技术是一种先进的表面改性技术,通过在基体表面添加改性熔覆粉末,使用高能激光束将粉末材料与基体表面共同熔化再凝固,可以形成良好冶金结合的熔覆层[5]。目前针对钛合金激光表面改性技术的研究主要分为两方面:涂层材料和加工工艺。其中,用于钛合金表面改性的涂层材料可分为单质元素[6-8](B、N、Si等)、金属间化合物[9-11](TiAl、Ti3Al、Ti5Si3等)、陶瓷材料[12-14](TiC、WC、TiB2、Al2O3等)和金属陶瓷复合粉末[15-18](NiCrBSi/TiN、WC/Mo等)等几大类。其中金属陶瓷复合材料既具有金属的韧性、高导热性和良好的热稳定性,又具有陶瓷的耐高温、耐腐蚀和耐磨损等特性,成为近年来钛合金表面改性的首选材料。
张海云等[19]在TC4合金表面制备了添加含量不同的WC/TC4复合涂层,研究其硬度与耐磨性的变化,结果表明,当WC质量分数为0%和20%时,熔覆层的硬度最高,WC质量分数为20%时,熔覆层的耐磨性最好。李蕊等[20]利用激光熔覆技术,采用同轴送粉方法,在TC4钛合金表面熔覆TC4、Al2O3、Ni45、MoS2和Y2O3混合粉末,结果表明,熔覆层的平均显微硬度为773.4 HV0.5,是基材硬度的2.34倍,熔覆层的耐磨性较好。刘丹等[21]以TiC、TiB2和Ni的混合粉末为激光熔覆粉末,在TC4基材上制备了无裂纹、无气孔,组织均匀致密的金属-陶瓷复合涂层,熔覆层的显微硬度最高可达863 HV0.2,是基材的2.5倍。孙荣禄等[22]在TC4钛合金上制备了Ti+TiC金属陶瓷涂层,通过对显微组织形貌、熔覆层显微硬度和耐磨性分析发现,熔覆层中的部分TiC颗粒分解,熔覆层的平均显微硬度在900~1 100 HV之间,金属陶瓷熔覆层的磨损率为基材的1/3。
近年来金属-陶瓷复合粉末得到了广泛的研究,其中最常见的为WC、TiC、SiC和Cr3C2等,但是对过渡族的难熔金属碳化物研究较少,例如:HfC、ZrC、TaC、NbC等,这类材料通常具有高熔点、高的热稳定性及高硬度等特点,非常适用于高温热端部件等恶劣工况环境。为了探究过渡族难熔金属碳化物陶瓷粉末对激光熔覆涂层的强化效果,分析粉末中陶瓷增强相的含量对熔覆层微观组织与性能的影响,本研究以TC4粉末为基础粉末,以HfC、TaC和ZrC等比例混合的三元陶瓷粉为添加增强相,在TC4钛合金板表面制备三元陶瓷表面硬质涂层,通过宏观形貌观察、显微组织分析、物相分析和硬度测试,对比分析三元陶瓷粉对熔覆层的微观组织与硬度的影响。本研究的结果可为钛合金改性涂层的制备奠定材料和工艺基础。
1 实验材料与方法
基材选用的是TC4合金板,尺寸为50 mm×50 mm×8 mm,其显微硬度约为350 HV,熔覆前经砂纸打磨去除表面氧化膜。涂层材料为HfC、TaC和ZrC等比例混合的三元陶瓷粉,其粒度均为1~20 µm。图1为陶瓷粉末微观形貌图。将三元陶瓷粉与TC4粉末进行研磨制备钛基金属-陶瓷复合粉,具体粉末配比见表1。混合好金属陶瓷粉末后放入烘干设备中进行烘干处理。
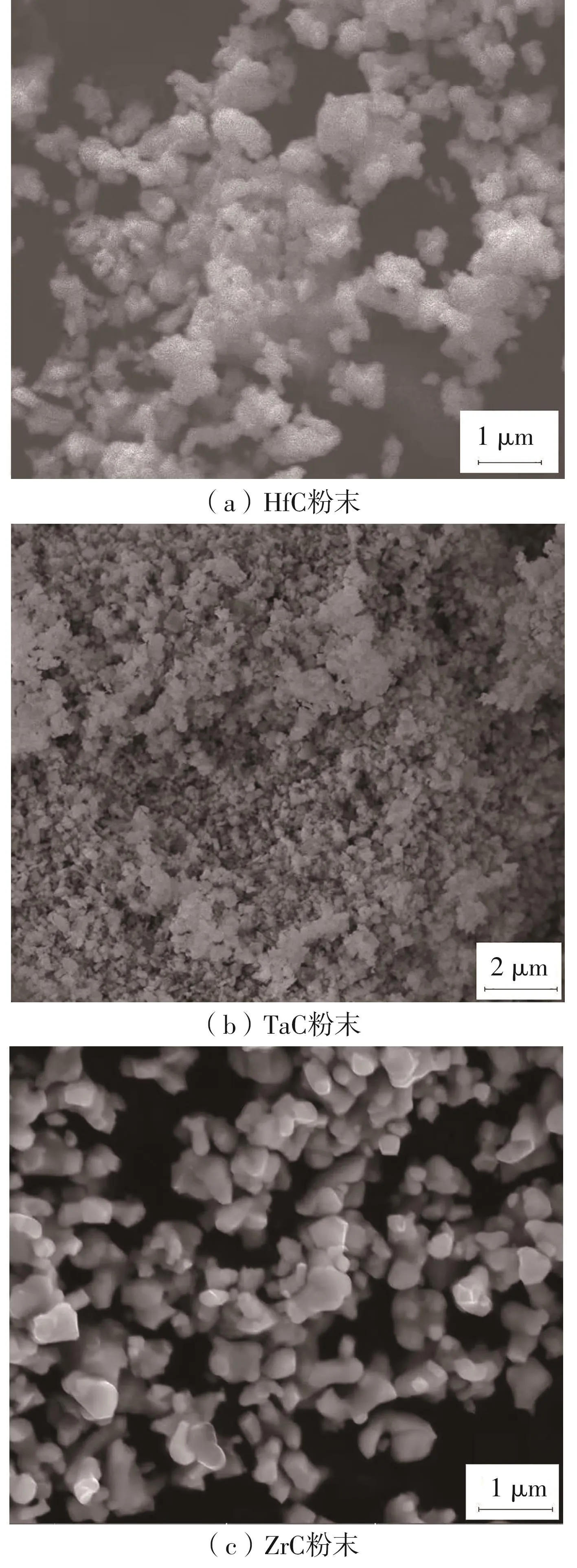
图1 碳化物陶瓷粉末SEM图片Fig.1 SEM images of carbon ceramic powder
表1 钛基金属-陶瓷复合粉的用量Table 1 Amount of titanium-based ceramic composite powder%
采用4 kW大功率Laser4000半导体激光器(厂家为西安炬光科技股份有限公司)在TC4板表面制备单道熔覆层,采用预制粉末方式进行多次激光熔覆工艺实验,最终经实验验证获得激光熔覆优选的工艺参数为:激光功率3 100 W,扫描速度300 mm/min,光斑大小2 mm×11 mm,预置粉末厚度1.5~2.0 mm。对熔覆试件进行切割、打磨、抛光和腐蚀(腐蚀液:3%氢氟酸+6%硝酸+91%蒸馏水)制备金相试样,利用Hitachi-3400N型扫描电子显微镜,对试样进行扫描电镜观察;利用能谱仪(EDS)对熔覆层进行元素分析;使用D/max-2500/PC型X射线衍射仪(XRD)对熔覆层进行物相检测;采用TH120A型号里氏硬度计对熔覆层表面进行硬度测试,在每个待测试件的表面随机取5个点,测出每个点的硬度值后取其平均值;采用Qness型号维氏显微硬度计分析熔覆试样截面硬度变化规律,以涂层表面为起点,沿表面向下方向每隔0.2 mm距离测试3点,作为该深度的显微硬度平均值,试验参数设定为加载载荷500 g,加载时间10 s。
2 实验结果与分析
2.1 熔覆层表面宏观形貌
图2所示为熔覆层表面的宏观形貌图。观察发现:添加不同比例的三元陶瓷粉末熔覆层表面都呈现出了金属光泽,且熔覆层表面平整。当熔覆粉末为纯TC4粉末时,熔覆层表面的光泽较暗,表面的平整度较高。随着添加陶瓷粉末含量的增加,表面粗糙度增大,熔覆层边缘的未熔金属瘤状物增多。
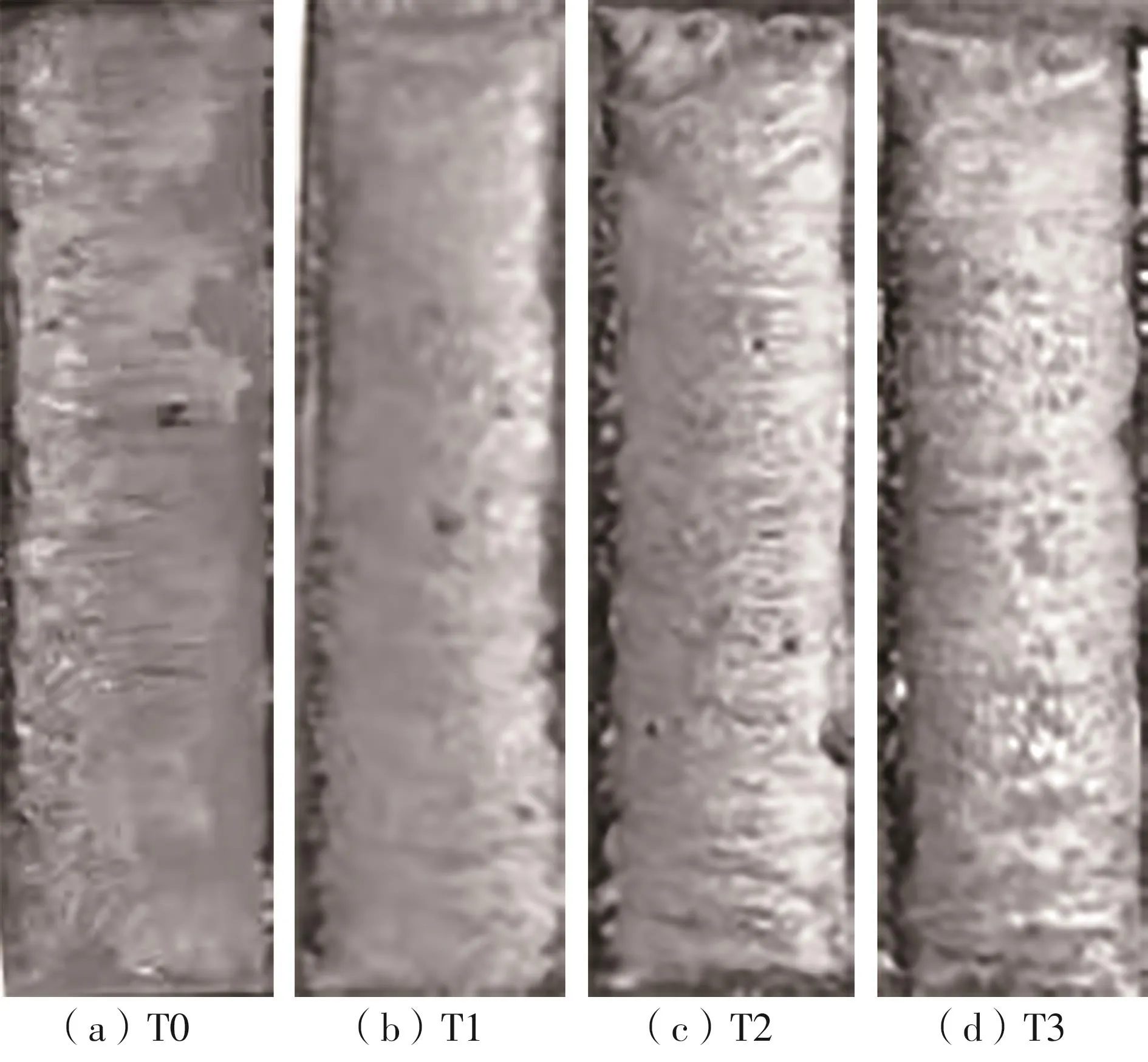
图2 不同比例粉末熔覆层表面宏观形貌Fig.2 Macroscopic morphology of the powder cladding surfaces in different proportions
经过切割、打磨、抛光和腐蚀液腐蚀过的试样横截面如图3所示,金相试件从上至下依次为熔覆层部分、热影响区部分和基材部分。

图3 T2试样横截面Fig.3 T2-type cross-section
2.2 微观组织形貌
T0-T3试件熔覆层结合区显微组织形貌如图4所示。由图4可知,基材与熔覆层有着明显的分界线,且分界线比较平滑;说明利用前期工艺试验得到的工艺参数进行激光熔覆实验,能够使熔覆层有较低的稀释率,保证基材与熔覆层实现良好的冶金结合。同样在热影响区部分出现了大量的针状马氏体组织,并且与熔覆层紧密结合,这种组织能够保证基材与熔覆层有着优良的结合性,从而能进一步提高熔覆层的力学性能。在熔覆层的底部大多为细小的块状组织,主要原因是基体的导热,在激光熔覆过程中,熔池底部的温度较低,过冷度较大,更有利于结晶晶粒析出,同时由于温度较低,使得晶粒的生长速度较慢,最终形成细小的组织形貌。
T0-T3试件熔覆层截面微观组织形貌如图5所示。由图5可以看出:当添加质量分数为5%的三元陶瓷粉时,熔覆层中针状马氏体组织的数量减少,尺寸减小,变得更加均匀致密,并且出现了少量的棒状组织、以及棒状组织被细化后形成的块状组织;当添加质量分数为10%的三元陶瓷粉时,熔覆层主要由棒状组织、块状组织,以及大量的针状组织构成,熔覆层中各个组织分布更加均匀;当添加质量分数为15%的三元陶瓷粉时,熔覆层由块状晶组成,且晶粒最为粗大。
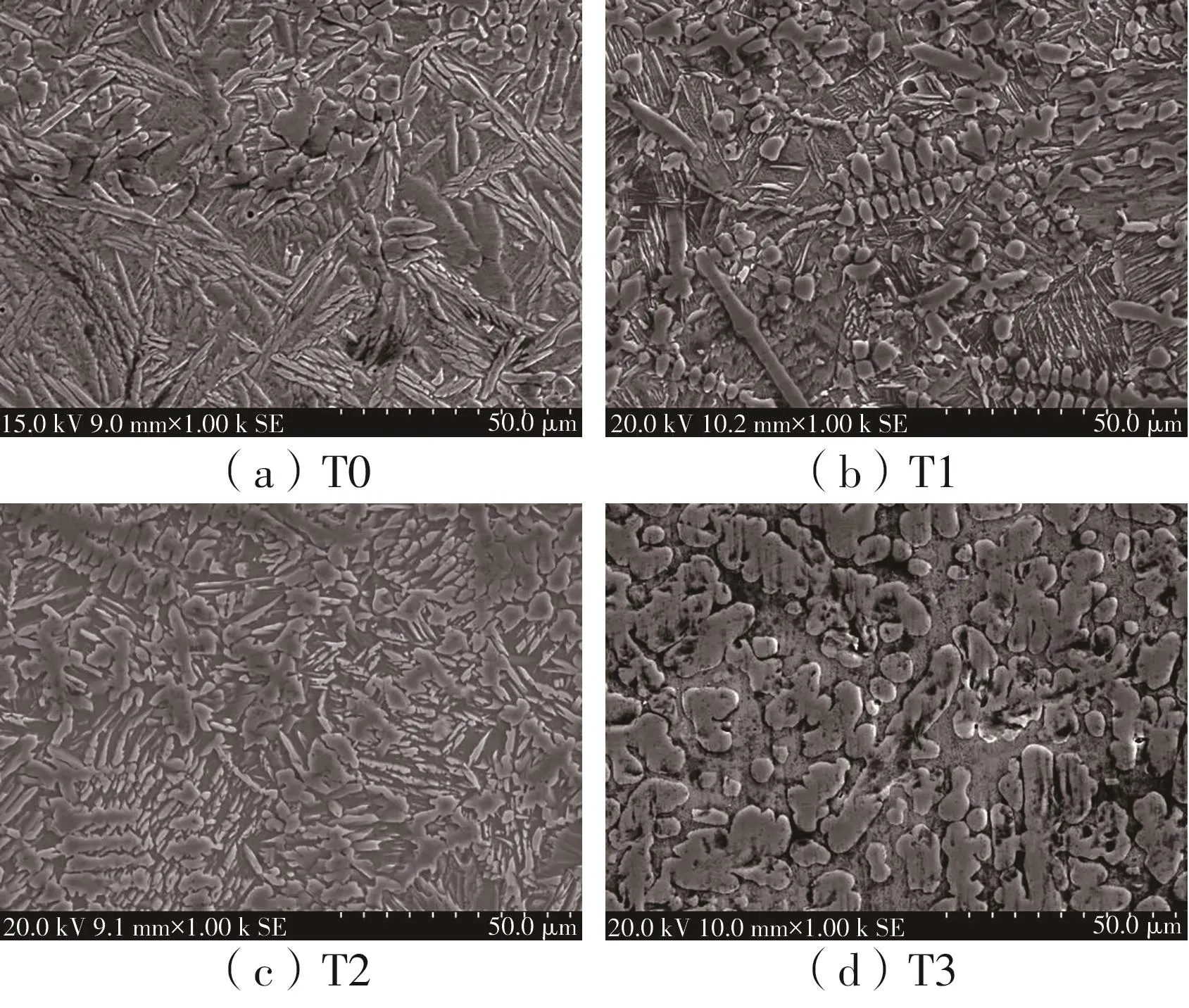
图5 T0-T3熔覆层截面微观组织形貌Fig.5 Microtissue topography of the lateral T0-T3 cladding layer
与纯TC4粉末熔覆层相比,当三元陶瓷粉的质量分数为5%和10%时,熔覆层块状组织的尺寸明显变小,并且更加均匀致密;说明当熔覆粉末中添加一定量的三元陶瓷粉末时,熔覆层中的组织被细化。当三元陶瓷粉含量过高时,会使熔池的液相温度下降,在结晶过程中致使熔池内部过冷度变小,进而导致形核率较低并且晶粒的长大速度较快,最终形成较为粗大的晶粒。
2.3 熔覆层物相分析
T0-T3熔覆层的XRD图谱如图6所示。结果表明熔覆层中主要物相为α-Ti、TiC和TiO,其中α-Ti、TiC和TiO的存在有利于提高熔覆层的性能。在激光熔覆过程中,三元陶瓷粉受到高温的作用部分发生熔化分解,分解出Ta、C、Ti、Hf、Zr元素。Ti与C具有较强的亲和力,在高能激光束的作用下在熔池内发生原位反应:Ti+C→TiC,同时由于激光熔覆是在空气中进行,所以在激光熔覆过程中会有部分O元素进入熔池中与Ti元素发生反应生成TiO。由图6可知,可能由于实验仪器分辨率或标准PDF卡片(XRD标准数据库JCPDS)种类不齐全等问题,在熔覆层表面并没有检测出含有Ta、Hf和Zr元素的化合物,因此后续通过EDS能谱测试进行辅助分析。
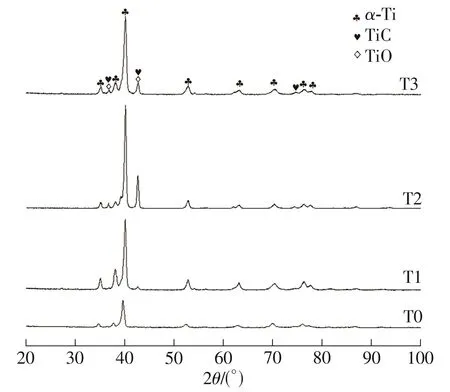
图6 T0-T3熔覆层XRD衍射图谱Fig.6 XRD diffraction pattern of the T0-T3 cladding layer
2.4 EDS元素分析
图7示出了T0和T2试样熔覆层进行EDS检测位置,各标示位置的检测结果如表2所示。根据检测结果可以看出,T0试样中,块状组织和长条状组织均为不同形态的α相,主要元素组成为Ti元素和Al元素,Ti的含量高达95%。
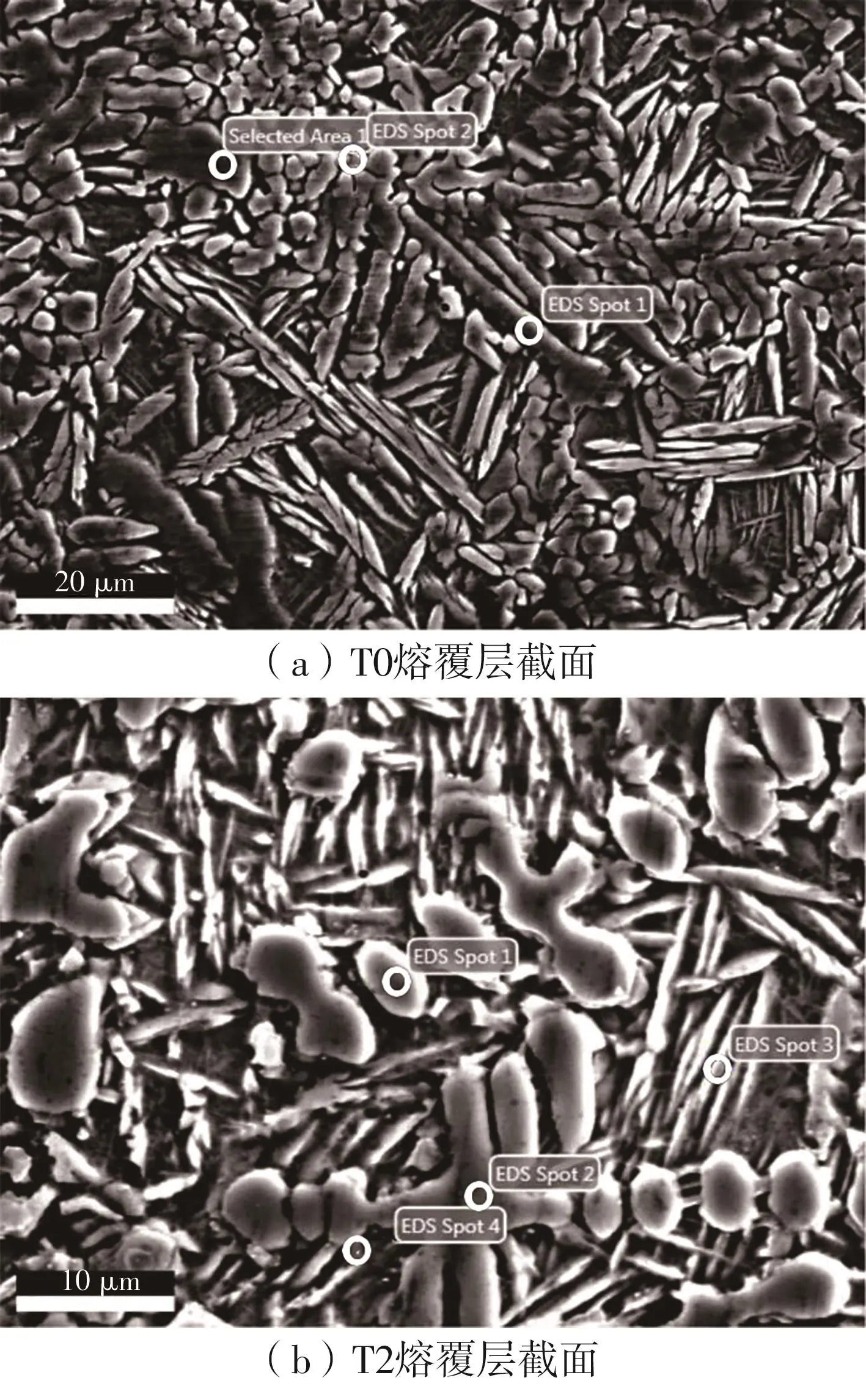
图7 T0、T2熔覆层检测区域Fig.7 Detection area of T0 and T2 cladding layer
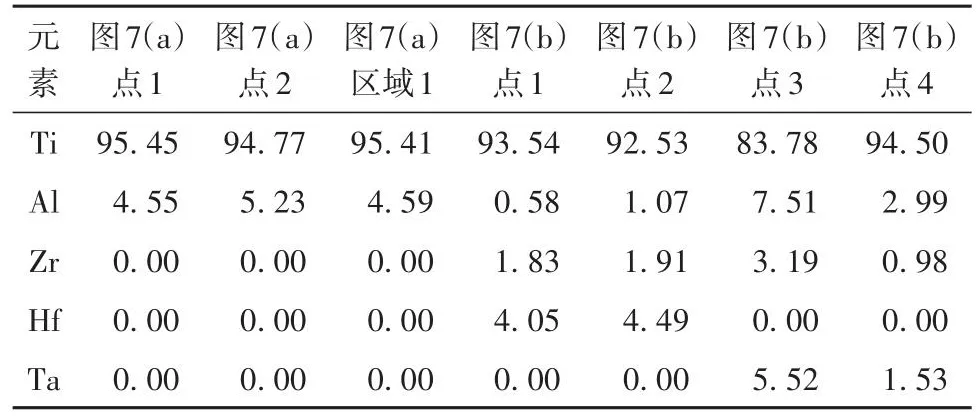
表2 熔覆层元素含量Table 2 Element content of cladding layer%
T2熔覆层中点1为块状α相,其主要成分为Ti以及微量的Al、Zr和Hf元素,但是没有检测出Ta元素,说明在熔覆层中柱状与块状α相中肯定存在含有Zr和Hf元素的化合物或者固溶体;点3和点4处并未检测出Hf元素,点3的针状的马氏体中含有较高的Al、Zr和Ta元素,在晶间的黑色β相中含有微量的Zr和Ta元素。测试发现,Hf、Ta元素通常存在于不同的物相中。
2.5 熔覆层硬度分析
图8为不同材料试样表面硬度对比图。结果表明,TC4钛合金基材的表面均值硬度约为34.5 HRC,激光熔覆强化后的涂层表面硬度均较基材有较大的提高,当添加质量分数为10%的三元陶瓷粉末时,硬度值达到最高,硬度均值约为64.3 HRC。
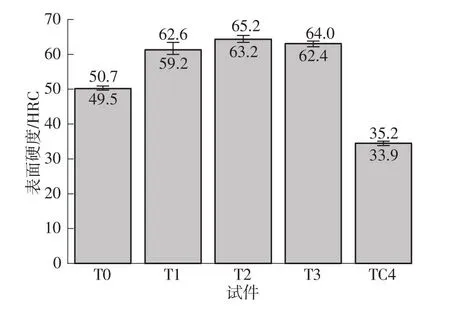
图8 T0-T3和TC4表面硬度值Fig.8 Surface hardness values of T0-T3 and TC4
图9示出了不同材料熔覆层显微硬度曲线。由图可见:熔覆层的硬度远高于基材,添加陶瓷增强相的涂层硬度明显高于纯TC4涂层,熔覆层沿深度硬度分布较均匀,当添加质量分数为10%的三元陶瓷粉末(T2)时熔覆层的平均硬度达到了最高的715 HV,是基材的硬度的2.31倍。
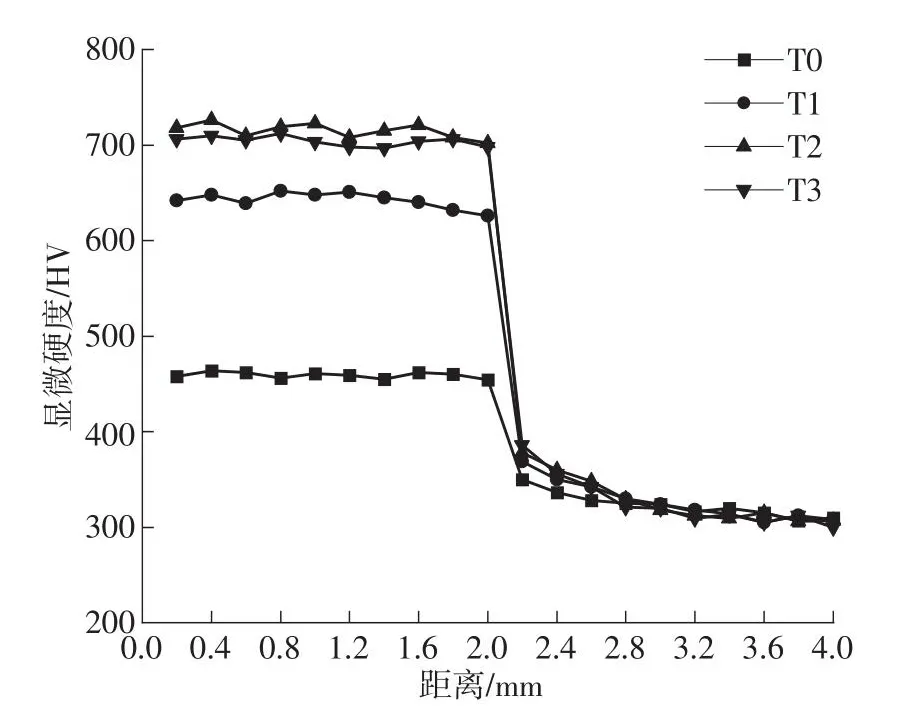
图9 T0-T3熔覆层显微硬度曲线Fig.9 Microhardness curves of cladding layer T0-T3
3 结论
以过渡族难熔碳化物HfC、ZrC、TaC为增强相,在TC4合金表面激光熔覆制备了与基材冶金结合良好的钛基硬质涂层。熔覆层主要由α+β针状马氏体基体及析出的棒状和块状α相组成。添加质量分数为5%和10%的三元陶瓷增强相的涂层,棒状和块状的α相尺寸明显变小,组织更加均匀致密;其中棒状和块状α相中存在Zr和Hf元素的固溶体,针状的马氏体中存在Zr、Ta的固溶体。与纯TC4熔覆层硬度相比,三元陶瓷粉末的加入提高了熔覆层的硬度,其中当三元陶瓷粉末添加的质量分数为10%时,熔覆层的硬度最高,表面硬度平均达到64.3 HRC,熔覆层截面显微硬度最高达到715 HV,是基材硬度的2.31倍。
