齿轮类零件(近)净成形锻造技术(上)
2023-07-20孟江涛孟怡辰洛阳福瑞可汽车零部件有限公司
文/孟江涛,孟怡辰·洛阳福瑞可汽车零部件有限公司
锻造成形是机械制造的最基础工艺之一,随着各行各业的飞跃发展,锻造行业早已进入微利时代。锻造技术和锻造加工产品的发展趋势,正朝着优质轻量化、精密(近)净成形化、高效低成本化等方向迈进。随着国家一系列去产能、降成本的调控政策及绿水青山就是金山银山的环保政策的深入人心,锻造企业就必须建立以技术、市场为导向的绿色创新体系,必须依靠技术支撑、创新驱动和高质量发展才能实现逆境中重生。
因此,节材锻造、提高锻件的精度及减小后续机加工的去材量,甚至部分去材工序以锻造替代,已被愈来愈多的企业所重视并身体力行地实施。只有提高锻件的材料利用率,才能减少原材料的消耗,进而减少加热时的电耗及后续锻件在机加工时的刀具消耗。以精密锻造(近)净成形替代后续部分机加工工序,可极大地提高机加工效率,免除刀具消耗和设备投入,节约人力成本等,增加企业经济效益,力争早日实现或接近“绿色锻造”。
行星、半轴差速器齿轮非齿形面部分功能面的净成形锻造
行星、半轴齿轮安装面上的油槽结构
差速器行星、半轴直齿锥齿轮是车辆传动系统中的关键零件,无论车辆的双级桥还是单级桥,其内部差减总成中都有一套或数套差速器行星、半轴直齿锥齿轮,在传动系统中发挥着至关重要的作用;为了确保差速器直齿锥齿轮在啮合转动过程中处于良好的工作状态,其齿轮的安装面与差壳内的易损件(垫片)之间的润滑就显得极为重要。不同的车桥厂家采取了不同的方法,要么是在行星齿轮球面上增加一环形偏心油槽(图1)或三条近似等分的放射状油槽(图2),要么是在半轴齿轮安装基准面上增加两条双曲线等腰梯形或半圆形油槽(图3)或蝴蝶形油槽(图4)。

图1 直齿锥齿行星齿轮球面上偏心环形油槽
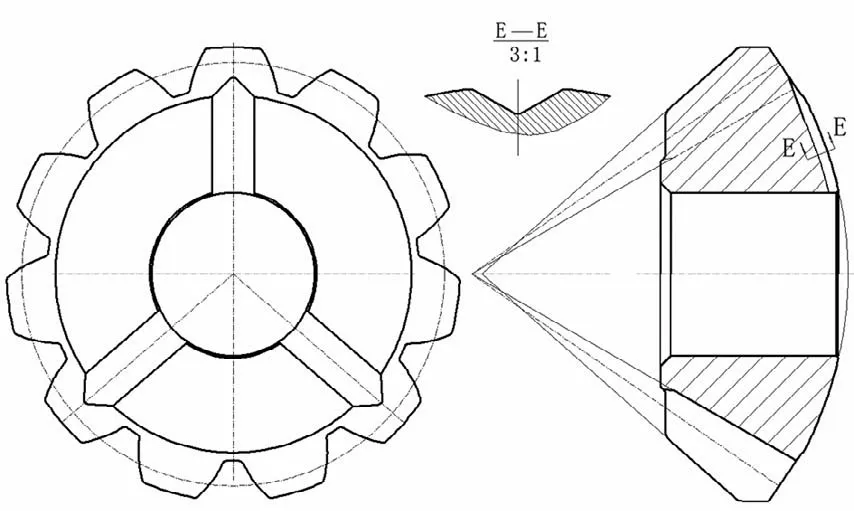
图2 直齿锥齿行星齿轮球面上放射状直油槽
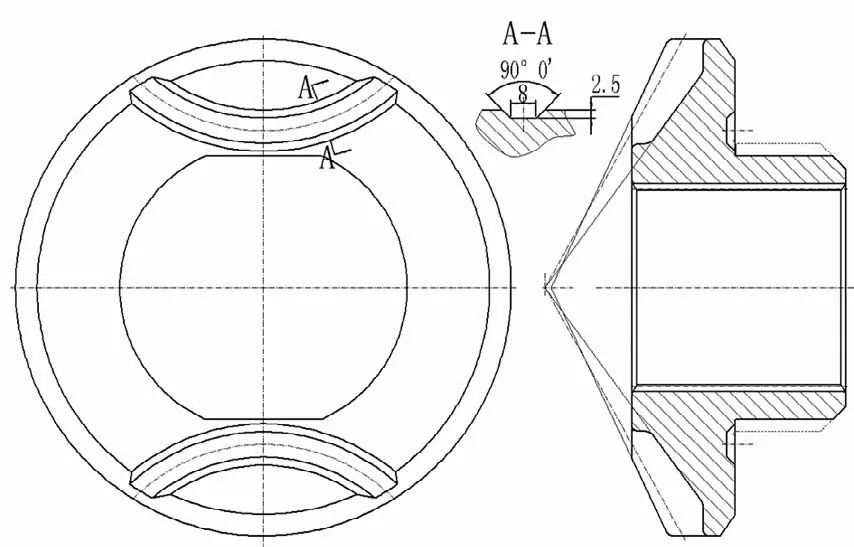
图3 直齿锥齿半轴齿轮安装面上双曲线油槽
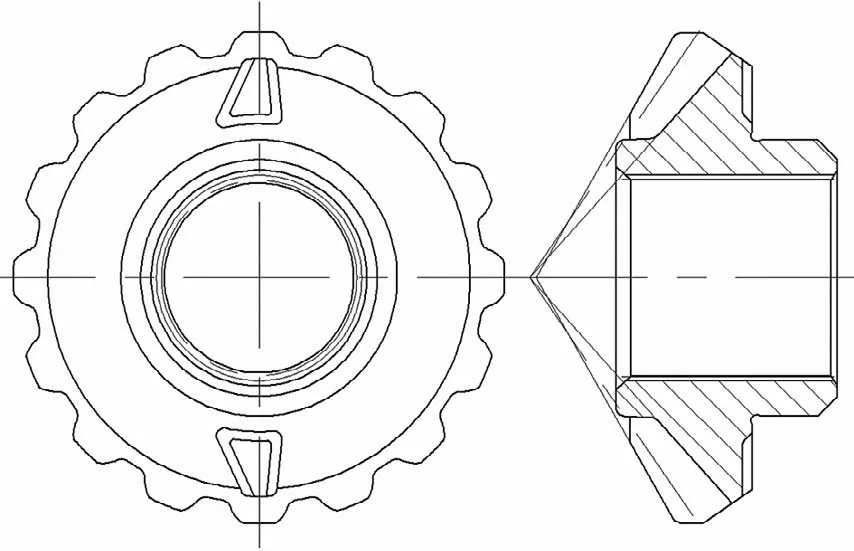
图4 直齿锥齿半轴齿轮安装面上蝴蝶形油槽
若行星齿轮球面上采用环形偏心油槽方案,则在实际机加工过程中,仅需设计一套专用的倾斜偏心工装即可,车削加工难度并不大,加工效率也不低。但是,近似等分的三条放射状直油槽方案,加工起来难度就非常大,效率也很低。通常该三条放射状直油槽是利用专用工装,在卧式铣床上利用成形圆盘铣刀铣削成形,且每铣削完一条直油槽后,都要将齿轮取下,转换一定角度后,再次安装压紧,铣削另一条直油槽。
这样一件行星齿轮球面上的三条近似等分的放射状直油槽,铣削完成就需要装卸、固定压紧三次,效率极低,且因为其工装是固定的,在铣削直油槽过程中,工装没有绕行星齿轮球面的球心旋转,所以铣削出来的放射状直油槽,一般都是中间稍宽、稍深,两头略窄、略浅,不符合图纸要求,更难以按图纸要求保留直油槽两斜面与球面之间的过渡圆角R。使得球面经热处理、最终磨削加工后与油槽的交界处形成了类似于刀锋的硬棱,极不利于球面垫片内凹面与行星齿轮球面的相对转动,易造成对球面垫片内凹面的刮研,使球面垫片的内凹面产生非正常的早期磨损,使得一套差速器齿轮,过早脱离正常啮合状态,增大了啮合间隙,产生噪声或过早损坏。
同样,若半轴齿轮安装面上的油槽为双曲线形状,按照常规机加工工艺,也是能够通过车加工实现的,但需要设计、制作特殊工装夹具,通过手动方式装夹、紧固,车削完一条油槽后,需要拆卸、换向,车削另一条油槽。尽管设计的工装,可视双曲线的圆弧半径大小和半径圆心距齿轮中心线距离大小的不同,可一次性装夹3 ~5 件,但这仅节省了机加工时间,而辅助时间所占比例较大,效率仍然很低,且属于断续切削,刀具成本也会增加。但若半轴齿轮安装面上的油槽为蝴蝶形,则按照常规机加工工艺是很难实现的,只有通过特殊工艺,要么是利用数控铣,按照三维造型所生成的程序铣削加工,要么是通过电腐蚀方法采用电火花机床,利用紫铜或石墨电极电蚀加工,该两种方法效率低、成本高,在企业内大批量生产时极不适宜。
行星齿轮球面上油槽的净成形锻造
行星齿轮球面上放射状直油槽的净成形锻造,就是为了克服现有技术的不足,而提供一种效率高、节约原材料、而且降低刀具消耗的一次性锻造成形工艺新方法。该工艺方法是这样实现的:根据用户产品图纸球面及放射状直油槽的结构,参考被锻造材料的线膨胀系数及锻造温度,计算出所需锻造温度下的收缩率,综合考虑热锻造的收缩系数及后续机加工时的球面余量,计算出该产品球面上直油槽一次性锻造成形的凹模内型腔参数,利用三维建模技术,设计出精锻凹模内型腔的三维造型(图5),利用高速铣床按照三维造型生成的程序,先热前粗铣加工型腔,热处理后再精铣加工出凹模内型腔实体,凹模型腔内球面上设置有内凸筋,内凸筋的左右两个斜面和凹模型腔之间的夹角均为120 度,内凸筋有三条,三条内凸筋之间夹角为120 度。

图5 放射状油槽凹模内型腔造型
制作好的行星齿轮精锻凹模即可与相对应的产品齿形模具,按照一定的装配、连接关系,在压力机上进行一火两锻成形锻造。一锻采用预成形,即齿形充满程度在80%~90%,齿轮球面上没有油槽、总厚上预留一定下压量;二锻时实现齿形完全充满和球面上直油槽完全成形,完成行星齿轮球面上放射状直油槽锻件的一次性精密锻造成形(图6)。此精密锻件,只要下料尺寸或重量严格控制,锻造时加热温度和打击力恒定不变,其球面的机加工余量就可以稳定控制在0.5 ~1.0mm 范围内。这样就可以通过调整凹模型腔内球表面与三条凸筋120 度夹角斜面过渡的R 角大小,以此预保留最终球面经热处理后精磨球面时所需要的近似R 角,使得最终产品的球面与三条放射状油槽侧面的过渡处,杜绝了类似于刀锋似的硬棱形成,保护了转动过程中的球面垫片内凹面,避免了在差减总成工作状态下,球面垫片的非正常磨损,提高了整套齿轮乃至差减总成的使用寿命。



图6 行星齿轮球面上放射状油槽锻件
半轴齿轮安装面上双曲线或蝴蝶形油槽的净成形锻造
半轴齿轮轴颈外圆扁及安装面上双曲线油槽净成形锻造,是通过以下步骤实现的:
①根据差速器半轴齿轮产品图纸及结构,严格按照图纸尺寸(特别是外圆扁及端面双曲线油槽尺寸),利用三维软件对零件图进行三维实体造型,生成冷态的零件三维实体。
②结合锻造条件及机加工情况,在外圆及安装基准面上预留适当的机加工余量,参考被锻造材料的线膨胀系数及锻造温度,计算出所需锻造温度下的收缩率,对步骤①中冷态的零件三维实体锻件进行膨胀,生成热态的实体锻件,然后由热态实体锻件转生成热态专用精锻凹模实体造型(图7);
图7 双曲线油槽及外圆扁凹模内型腔造型
利用高速铣床按照三维造型生成的程序,先热前粗铣加工型腔,热处理后再精铣加工出凹模内型腔实体。加工好的半轴齿轮精锻凹模即可与相对应的产品齿形模具,按照一定的装配、连接关系,在压力机上进行一火两锻成形锻造。一锻采用预成形,即齿形模具在上、没有油槽的凹模在下进行预锻造,使齿形充满程度在75%~90%,半轴齿轮安装面上预留一定下压量,总厚不留下压量;二锻时实现齿形完全充满和安装面上双曲线油槽完全成形,完成半轴齿轮安装面上双曲线油槽锻件的一次性精密锻造(图8)。

图8 半轴齿轮外圆扁及安装面上双曲线油槽锻件
同样方法,半轴齿轮安装面上的蝴蝶形油槽,也是先按精锻凹模三维实体造型(图9),制作出精锻凹模(型腔内平面上有两个类似于蝴蝶形的凸台),采用一火两锻的方式,在压力机上锻出安装面上带有蝴蝶形油槽的精密锻件(图10)。此精密锻件,应严格控制下料尺寸或重量,锻造时保持恒定的加热温度和打击力,其安装面的机加工余量就可以稳定控制在0.8 ~1.2mm 范围内,这样就可以通过调整凹模型腔内两个凸台的高度,而间接保证最终加工出的半轴齿轮安装面上的蝴蝶形油槽深度,符合图纸要求的尺寸范围。
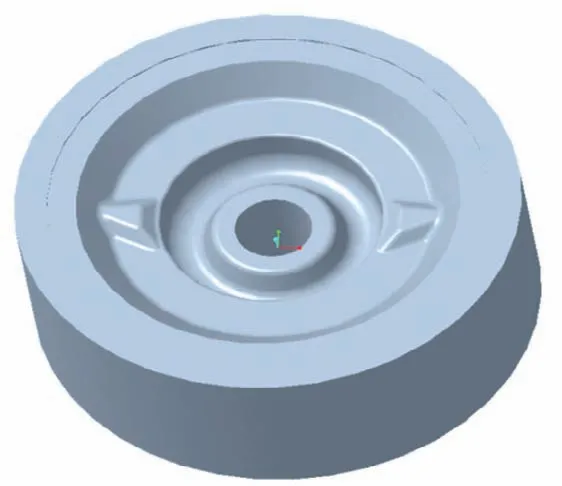
图9 蝴蝶形油槽凹模内型腔造型

图10 半轴齿轮安装面上蝴蝶形油槽锻件
行星、半轴差速器齿轮,非齿形面部分功能面的净成形锻造技术,最近几年得到了大力推广和运用,不仅节约原材料,还极大提高了机加工效率,降低了各种刀具消耗,缩短了工艺流程,为企业创造了十分可观的经济效益。部分模具结构已先后被授权实用新型专利,部分工艺方法已被授权发明专利。
