复合材料带曲率C型梁热隔膜预成型试验与仿真分析
2023-07-17亚纪轩叶亮丁惢刘传军
亚纪轩 叶亮 丁惢 刘传军
摘 要 随着复合材料自动铺带和铺丝技术的成熟,并且广泛应用于复合材料结构的生产与制造。通过与铺带或铺丝技术相结合使得复合材料热隔膜预成型技术成为制作L型、C型,Z型等细长零件的重要手段,此种方式可以减少大量的人工操作,并且能够用于实现自动化工业生产。复合材料热隔膜预成型是一个使预浸料叠层变形的复杂过程,本文对带曲率C型梁的预成型过程进行仿真分析,首先通过试验得到预浸料铺层间摩擦系数,然后对湿态预浸料的力学性能进行测试。利用测试得到参数,采用有限元方法对C型梁预成型过程中铺层间的滑移进行模拟得到了铺层变形后的褶皱缺陷。通过专用的热隔膜成型设备对C型梁预成型进行试验研究,将试验结果与仿真结果进行对比分析,验证了预成型仿真手段的可行性,为后续热隔膜预成型过程中的参数优化提供指导。
关键词 复合材料;热隔膜预成型;有限元仿真分析;褶皱;层间滑移
Experiment and Simulation Analysis of Hot
Diaphragm Forming about Composite
C-Beam with Curvature
YA Jixuan, YE Liang, DING Suo, LIU Chuanjun
(CNBM (Shanghai) Aviation Technology Co., Ltd., Shanghai 200126)
ABSTRACT With the maturity of composite material automatic tape laying (ATL) and automatic fiber placement (AFP), it is widely used in the production and manufacture of composite structure. Combining with ATL or AFP method, hot diaphragm forming (HDF) has become an important means of making L, C, Z and other slender structures. This method can reduce lots of manual operations and can be used for automatic industrial production. The HDF is a complex deformation process. In this paper, the simulation of the forming process of the C-beam with curvature is carried out. Firstly, the friction coefficient between the plies is obtained through the test, and then the mechanical properties of the wet prepreg are tested. The interlayer slipping during the forming process is simulated to obtain the wrinkle defects after the deformation of the composite plies. Experimental research on C-beam preforming is carried out with special thermal diaphragm forming equipment, and the experiment results were compared with simulation results to verify the feasibility of the preforming simulation method and provide guidance for parameter optimization in the subsequent HDF process.
KEYWORDS composite material; hot diaphragm forming; finite element simulation; wrinkle; interlayer slipping
1 引言
復合材料具有高刚度比,高强度比和耐腐蚀性等优异性能,在航空航天等领域得到了广泛的应用[1]。然而,复合材料部件的制造过程通常复杂且耗时,为应对这一挑战,热隔膜预成型(HDF)技术逐渐得以推广应用,该技术能够以高精度和高效率生产复杂形状的复合材料零件[2]。HDF工艺首先加热预浸料叠层,然后通过隔膜对预浸料叠层施加压力将其成型为所需的形状[3]。王立冬[4-6]通过试验研究了碳纤维预浸料层间滑移特性,并且建立了热隔膜预成型过程的有限元模型并与试验结果进行了对比分析。靳晓博[7]对碳纤维复合材料平直C型梁的热隔膜成型过程进行试验与仿真模拟。陈超等[8]对热隔膜预成型的原理进行分析,并探讨了自动铺放与热隔膜预成型组合制造工艺的工程化应用特性。元振毅[9]等对制件热隔膜预成型过程中的层间滑移情况及固化后的回弹变形进行了相关的研究。赵月青[10-12]对热隔膜预成型过程中层间的摩擦以及面内剪切变形特性进行了分析。在本文中,对带曲率C型复合材料梁结构的热隔膜预成型的模拟和试验进行研究。首先通过测试获得热隔膜预成型仿真模型的相关参数。然后,采用有限元方法建模对HDF过程进行仿真模拟,并与试验结果进行对比分析,验证了热隔膜预成型仿真模型的准确性。
2 热隔膜预成型参数试验
2.1 预浸料湿态力学性能测试
本文中使用的碳纤维预浸料牌号为Hexcel的M21C,使用数字图像相关(DIC)设备对湿态预浸料的力学性能进行测试。本试验通过偏轴拉伸的试验方法获得预浸料的纤维方向的模量E1,横向模量E2,剪切模量G12。参考GB/T32788.4-2016标准,将预浸料按照标准切割成所需的尺寸。纤维与加载方向夹角10°,喷涂黑白漆制备散斑,如图1所示。
试验机设备型号为Instron5966,将样品安装在测试夹具上,如图2所示。DIC的测试条件为相机像素:4000pixel×3000pixel,视场:36.6mm×49.9mm,光源:白光光源,标距段:35mm。
由于热隔膜预成型过程中预浸料叠层的温度为60℃,所以在加载前将保温箱的温度稳定在60℃,然后加载。DIC设备由高分辨率相机和图像处理软件组成,在试样变形过程中捕获试样的图像,跟踪样品的运动,样品的变形由DIC设备监测和记录。通过对DIC设备捕获的图像进行后处理,确定样品的应变,进一步获得预浸料的力学性能,试验流程如图3所示,试验过程中,DIC设备拍摄的应变全场图如图4所示。
σx通过试验机载荷与试验件的截面积相除得到,根据公式(1)得到σ1,σT,τLT根据试验DIC应变场能够直接得到εx,εy,γxy,根据公式(2),可以得出ε1,εT,γLT从而得出E1,E2,G12。
σL=cos2θ·σx
σT=sin2θ·σx
τLT=-cosθ·sinθ·σx(1)
γLT=-2cosθ·sinθ·εx+2cosθ·sinθ·εy+(cos2θ-sin2θ)·γxy
εL=εxcos2α+εysin2α-γxysinαcosα
εT=(εx-εy)sin2α+γxycos2α(2)
共進行三组试验,对试验结果处理后,湿态预浸料力学性能的平均值如表1所示。
2.2 预浸料层间摩擦系数测试
预浸料层间摩擦系数的测试目的是为了得到预浸料在热隔膜预成型过程中,预浸料层间滑移的特性。本文通过特制的试验夹具对预浸料层间的摩擦系数进行测量,试验夹具示意图如图5所示。利用弹簧压缩对预浸料施加载荷,同时利用加热片对预浸料进行加热。硅橡胶加热片通过控温箱来调节温度,巡检仪用来监测预浸料实时温度。在测试压力为0.093MPa的条件下,测试预浸料在60℃下的摩擦滑移特性。
将待测试预浸料按纤维0°方向裁切,尺寸分别为370mm×35mm、190mm×35mm。以370mm×35mm试样为U型层,190mm×35mm试样为内层,按照图6所示进行贴合;将试样夹持在模具当中,以螺栓固定试样下底部分,上端使用拉力机夹头夹紧;通过弹簧向模具施加固定压力,压力为0.09MPa,如图6所示;温度设置为60℃,以控温箱控制试样温度,巡检仪监测试样温度;待温度稳定后开始拉伸测试,测试速率为1mm/min。
试验结果载荷位移曲线如图7所示,曲线分为三个阶段,第一阶段为线性阶段,载荷随着位移的变化线性增加;第二阶段为“屈服”阶段,载荷随位移变化增加的斜率逐渐减小;第三阶段为稳定阶段,载荷随着位移的变化缓慢的增加。
3 C型梁热隔膜预成型试验
本文中选用的C型梁长度为1m,曲率半径不是常数,最小的曲率半径为7399.4mm,逐渐增大到10605.1mm,如图8所示。试验件腹板面宽度140mm,两侧缘条高度为30mm,腹板与缘间的R角半径为7mm。
C型梁热隔膜预成型试验使用的是Fill厂家的热隔膜预成型设备,首先通过铺丝机完成扇形预浸料叠层的制作,铺层的顺序为[45/-45/02/90/02/45/-45]s共计18层,每层厚度为0.187mm;然后再利用激光投影对叠层进行定位孔的加工,防止叠层在预成型过程中发生整体的滑动;将叠层转移到模具上,并使用销钉将叠层上的定位孔与模具上的定位孔进行定位,再把无孔隔离膜放在叠层上,降低隔膜与叠层之间的摩擦,过程如图9所示。
将预浸料叠层与模具放在热隔膜设备的平台上,然后对热隔膜设备中设置抽真空的步骤以及加温程序,如图10(a)所示,首先是升温阶段,以5℃/min的速率将隔膜上温度增加到65℃,保温40min(此时料片处热电偶监测得到温度为60℃),保温到25min时,先以0.02KPa/s的速度慢速抽真空至-17KPa,然后以-10KPa速率快速抽真空至-93KPa,然后保持真空,保温40min结束后,对隔膜降温,降温过程中保持真空,温度降低至40℃时,真空逐渐进行释放,试验过程中隔膜的变形如图10(b)所示。
试验设备设定的程序结束后,将模具从试验台上推出,试验件如图11(a)所示,将隔离膜从变形后的预浸料片上拿下,C型梁外侧缘条(曲率半径大)处发现多处褶皱,如图11(b)中缘条处的白色线标记;在C型梁内侧缘条(曲率半径小)处无褶皱,C型梁腹板平面上无褶皱。由于扇形预浸料叠层在向下弯折的过程中,内外两侧缘条的受力状态是不一样的,内侧缘条处预浸料叠层在弯折的过程中是受拉伸,外侧缘条处预浸料叠层在弯折的过程中是受压缩,导致材料的堆积,从而形成褶皱。
4 C型梁热隔膜预成型仿真
C型梁的预成型仿真根据试验件模型以及试验参数进行模型的建模。预浸料的本构模型采用正交各向异性材料本构,使用工程常数进行定义,使用的参数如2.1节中描述;预浸料层间的滑移模型采用库伦摩擦,摩擦系数等于载荷除以接触面积与压力的乘积,根据2.2中数据处理得到不同滑移距离下的摩擦系数,然后作为仿真模型的输入;热隔膜采用超弹性材料本构;模具与热隔膜平台采用刚体属性。模具与平台的网格大小选用4mm,预浸料的网格大小为2mm,如图12所示。模具与平台采用固支约束,约束所有自由度,在预成型料片对应销钉定位位置处的节点采用固支约束,如图13所示,仿真过程中采用多载荷步加载,隔膜上的压力与升温过程与试验保证一致。
仿真计算完成后,预浸料的变形结果图14所示,C型梁腹板与内侧缘条处没有产生褶皱缺陷,C型梁外侧缘条处会生成褶皱。将仿真结果与试验结果进行对比,试验件的褶皱位置并不能与仿真结果完全对应上,试验结果中包含8个褶皱,仿真结果中包含12个褶皱,仿真结果中的4个褶皱位置能够与试验结果对应上,如图15所示。
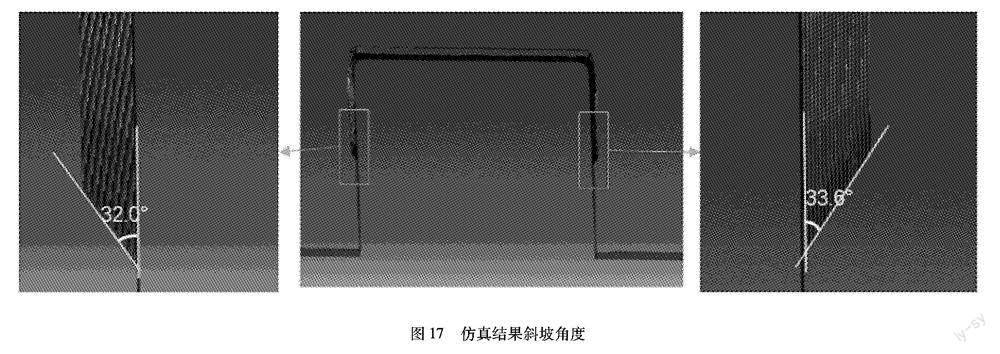
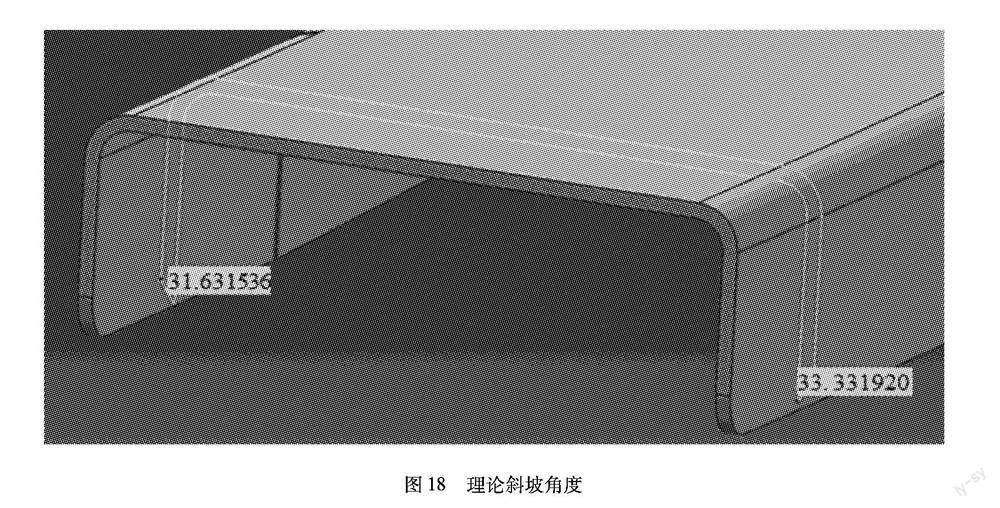
预浸料叠层在滑移的过程中,在缘条的边缘会产生一个斜坡,如图16中α所示。取仿真结果的一個剖面对结果进行处理,得到在内缘条处的斜坡的角度为32.0°,外缘条处的斜坡角度为33.6°,如图17所示。由于试验件是由铺丝扇形板直接进行的热隔膜试验,没有切割到净尺寸,所以无法得到对应的斜坡角度的试验结果。此角度的理论结果可以通过在三维软件中作图得出,首先做平面与C型梁内型面做交线,然后将交线向厚度方向偏置3.366(0.187×18)mm,然后将偏置线两端修剪到与交线的长度,然后测量线端点连线与缘条直线的夹角,内缘条侧夹角为31.6°,外缘条侧夹角为33.3°,如图18所示,与仿真结果的偏差分别为1.2%,0.9%。
5 结语
本文首先进行了预浸料力学性能试验与预浸料铺层之间的摩擦系数试验;然后将试验得到力学性能参数与摩擦系数应用于C型梁热隔膜预成型仿真模型的建模;最后将C型梁热隔膜预成型仿真结果与试验结果进行对比,仿真结果模拟出在C型梁外侧缘条处形成褶皱,但是褶皱的具体位置并不能够预测的完全对应,由于预浸料叠层滑移产生的斜坡,仿真与试验结果对比角度偏差在2%以内。通过热隔膜预成型仿真手段用于在零件设计阶段使用热隔膜预成型方式的可制造性评估,从而对零件的可制造性提供指导是可行的。后续将对热隔膜预成型试验参数进行进一步的优化,探索预成型参数对于零件预成型褶皱缺陷的影响。
参 考 文 献
[1]杜善义.先进复合材料与航空航天[J].复合材料学报.2007(01): 1-12.
[2]吴志恩.复合材料热隔膜成型[J].复合材料制造技术.2018.
[3]郑广强,吴文贵.自动铺带技术在航空复合材料制造领域的应用[J].航空制造技术, 2013, 435(15): 40-43.
[4]王立冬.碳纤维预浸料层间滑移性能研究及在热隔膜成型中的应用[D].上海交通大学,2020.
[5]Lidong Wang, Xiongqi Peng. Characterization of inter-ply slipping behaviors in hot diaphragm preforming: Experiments and modelling. Compos Part A. 2019, 121: 28-35.
[6]Lidong Wang, Xiongqi Peng. Development and application of a hyperelastic model for diaphragm considering the influence of temperature. Int. J. Computational Materials Science. 2019, 1950010.
[7]靳晓博.碳纤维复合材料C型梁热隔膜预成型方法研究[D].大连理工大学,2020.
[8]陈超,唐中华,张帅,郭长龙,倪敏轩,刘秀,王希,孙萌萌.复合材料热隔膜预成型技术的工程化应用研究[J].纤维复合材料,2021,38(03):32-35.
[9]元振毅,王永军,杨凯,刘天骄,王俊彪,魏生民,赵国强,魏俊鹏.热固性树脂基复合材料热隔膜成型过程数值仿真[J].复合材料学报,2016,33(07):1339-1350.
[10]Zhao Y, Gu Y, Zhang T, et al. Characterization of intra-ply shear behaviors of unidirectional prepregs during hot diaphragm forming process[J]. Polymer Composites, 2021, 42(2): 1008-1020.
[11]Zhao Y, Zhang T, Li H, et al. Characterization of prepreg-prepreg and prepreg-tool friction for unidirectional carbon fiber/epoxy prepreg during hot diaphragm forming process[J]. Polymer Testing, 2020, 84: 106440.
[12]Fei C, Ping C, Yueqing Z. DEFORMATION ANALYSIS OF C-SPAR COMPOSITE STRUCTURE DURING THE PREFORMING PROCESSING[J].
