机器人异形转座数控加工工艺分析
2023-07-13龚志坚林中月陈来三
龚志坚,林中月,陈来三
(集美大学海洋装备与机械工程学院,福建 厦门 361021)
0 引言
异形壳体零件大多为铸造件,存在切削余量大,制造过程中受切削力、切削热影响,容易发生变形。设计夹具时,存在定位基准和夹紧点不易选择等众多难题。合理规划加工工艺是提高产品质量、缩短制造周期的关键。针对壳体类零件的数控加工工艺研究有许多,魏娟等[1]从图纸技术分析入手,提出数控加工工艺方案并通过模拟加工进行验证,证明了方案合理并用于实际加工;于桂欣等[2]研究了航空液压壳体零件,提出了采用数控编程来提高加工效率;龙章海等[3]从影响孔系加工精度因素入手,提出提高位置精度方法;刘冠成等[4]针对薄壁零件提出改善装夹方式,解决了薄壁件变形和加工效率低的问题;谢福贵等[5]引入机器人进行多机协同的新型制造模式,解决了大型构件中变形误差和切削振动等制造难题。高翔等[6]提出增强薄壁零件工艺刚度,合理规划走刀路线、优化切削参数,解决了薄壁零件铣削工艺难题。壳体类零件结构复杂,加工制造受装备、材料、刀具等众多因素制约,方案合理选择是解决难题的关键[7-9]。
上述研究多着重于工艺规划和模拟仿真,对从毛坯开始进行方案设计和夹具设计等方面的研究相对较少。某企业的机器人转座零件加工存在毛坯余量大,零件壁厚不均匀,加工部位与零件结构有一定的干涉,从而影响刀具选择。因此本文重点阐述转座这一特定零件数控加工工艺方案的选择,据此设计专用夹具,实现转座零件的高效加工。
1 转座工件结构特点及关键技术指标
转座零件示意图如图1所示,(图中尺寸单位均为mm)。其中:图1a)为机器人壳体零件转座的3D模型,材料为QT500,由上下两部分组成,上半部分为薄壁结构,连接大臂,实现机器人俯仰运动;下半部分为回转体类结构,通过旋转关节与底座相连,实现水平方向旋转运动。
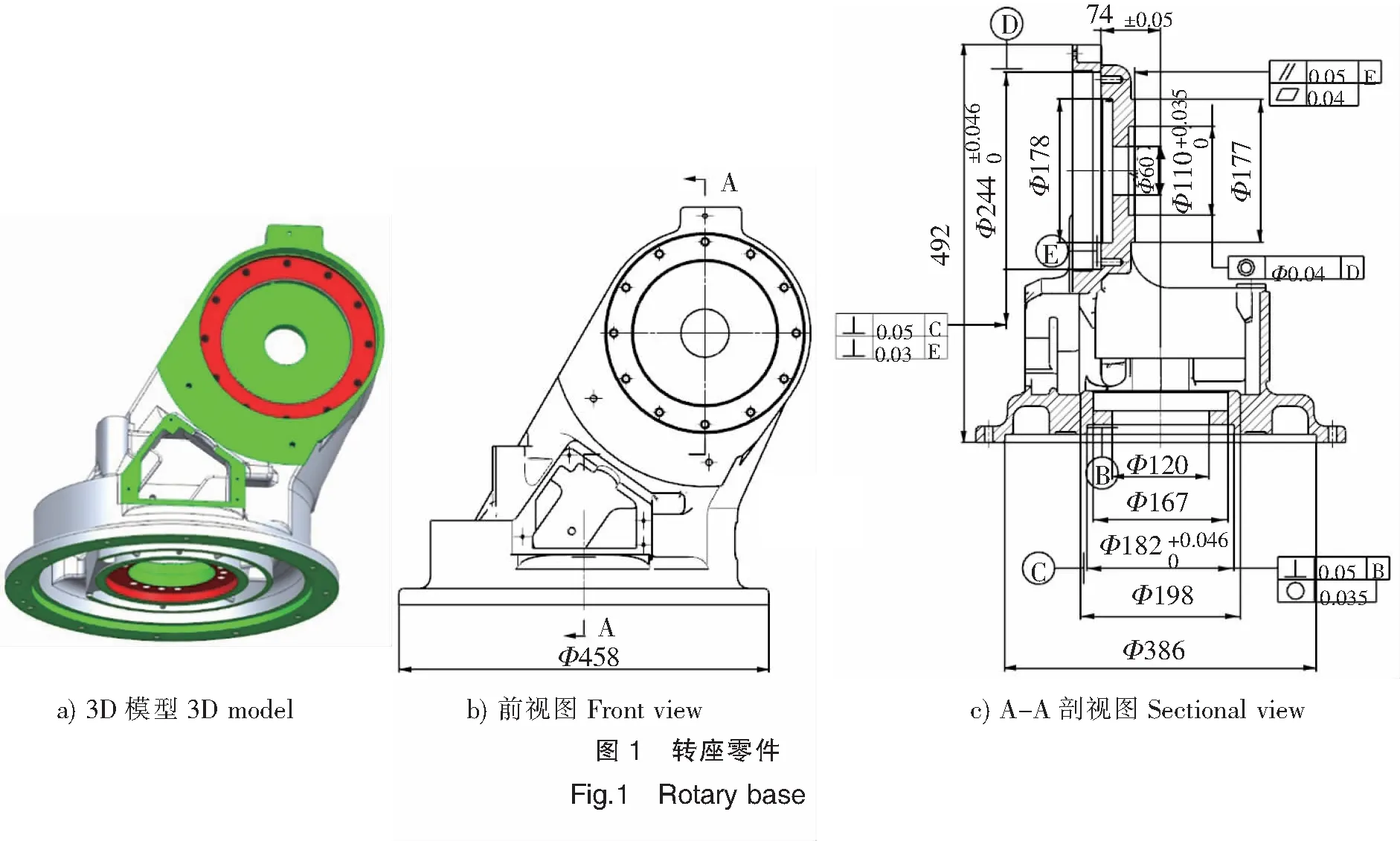
本文孔径均为mm,其主要的技术指标见表1。

表1 关键技术指标Tab.1 Key technical indices
续表1
2 转座加工设备选型及夹具设计
2.1 加工设备的选择
转座加工既有空间轴线相互垂直的孔、面加工,又有不同角度上凸台铣削和螺纹孔加工。这类异形壳体零件制造过程中,工作台需要多次回转,结合设备行程、定位精度等因素,选用数控系统为FANUC_0iMF的卧式加工中心(MCH_630),X轴、Y轴、Z轴有效行程分别为1000,850,800 mm。
设计夹具时与设备相关的参数包括:
1)Z轴方向主轴端面至工作台中心距离160~960 mm,这个参数决定了夹具在工作台的安装位置,并影响刀具长度的选择;
2)Y轴方向中心线至工作台面距离50~900 mm,这个参数决定了夹具底板与工作台最小高度;
3)交换工作台时允许最大回转直径为900 mm,这个参数决定了夹具水平方向最大尺寸。
由于零件异形,既需要在重要面上钻孔,也需在薄壁筋板上钻孔,攻螺纹。因此,本设备具有中心出水的功能,有利于加工过程中排屑,并控制热变形。
2.2 夹具设计
2.2.1 加工工序方案选择
方案1。Φ182与Φ244孔系轴线在空间上垂直,它们之间的公共基准是Φ458法兰面,因此利用卧式加工中心工作台旋转,实现一次装夹完成关键孔系和面加工,装夹示意图如图2所示。
方案2。采用互为基准方式保证加工的精度,即采用两道工序、两套夹具,分别完成Φ244孔系和Φ182孔系加工。两种方案比较如表2所示。

表2 方案比较Tab.2 Scheme comparison
方案2中OP10工序,Φ485外圆及端面限制5个自由度,观察窗口限制角向自由度,其定位误差主要来源于毛坯铸造精度,结构上以自动定心液压卡盘作为主定位装置,在X轴方向上设有校正平块,用于检验角向定位精度,防止由于定位超差,特别是Φ177凸台和Φ244孔底面的平行度公差超标,而产生余量不均匀和错位,影响加工质量,甚至产生废品。
OP20工序中,以Φ244孔及端面作为主定位,配合角向定位,实现工件正确装夹。但工件装夹存在头重脚轻现象,因此在Φ485外圆及端面处设有辅助支撑和辅助夹紧装置,确保Φ485外圆及端面铣削时有足够的夹紧力满足粗加工要求。
综合考虑,选择方案2为数控加工工艺方案。
2.2.2 定位元件和夹具底板的设计
OP10中Φ458圆柱面为毛坯面,定心卡盘延长爪采用了滑轨结构,延长爪与定心拉杆活动联接,夹爪与工件接触部分进行局部高频淬火热处理,保证定位可靠。
OP20定位孔为已加工面,定心夹爪为软爪,增大了整体接触面,避免破坏定位面和定位精度。
定位支撑面固定在夹具底板上,夹具底板采用45钢调质处理,支撑板采用T8淬火工具钢,并进行磨削处理以保证等高。底板采用上下两层处理,降低夹具制造难度,两层高度尺寸应大于主轴中心线与工作台最小距离,防止加工时造成刀具Y轴向行程不够。
转座零件尺寸大,质量大,吊装时不易保证平衡,因此,在夹具设计时增加导向定位柱,缩短安装工件时长。工件最大外形尺寸为458 mm×492 mm,夹具外形尺寸大于工作台尺寸,因此,设计夹具时应对称布置,并在夹具上设有对刀块,便于工件坐标系设定。
按照上述定位和夹紧要求,设计相应的夹具,简图如图3、图4所示。


2.3 平行度和夹紧力校核
2.3.1 平行度公差理论计算
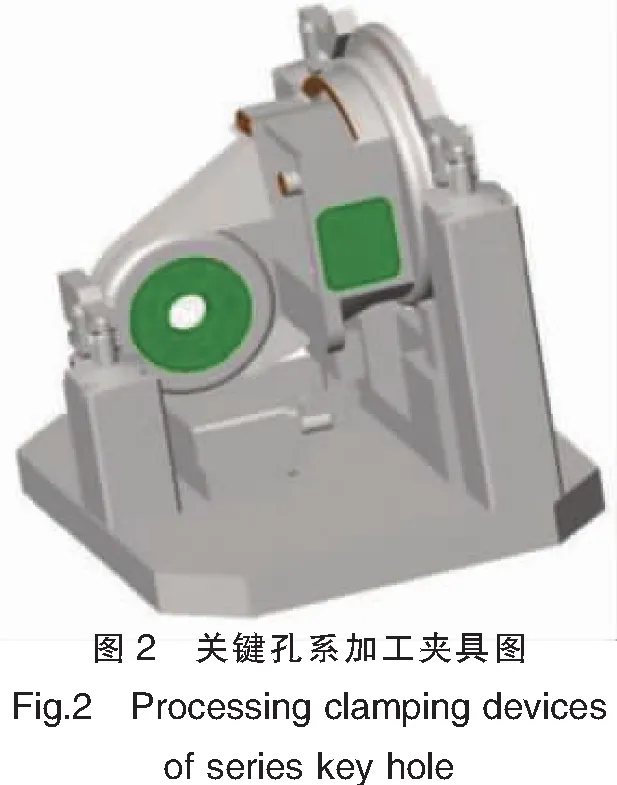
OP10中Φ244底面和Φ177凸台面分别位于同轴向两个平行平面上,即加工后的Φ177凸台面必须位于相距0.05 mm的两个理想平面之间,且理想平面平行于Φ244孔的底面,与Φ244基准面的位置关系如图5所示。其中:ΔΖ为两者平行度误差,其计算式为
ΔΖ=ΦD×sinα。
(1)
式中:凸台直径ΦD=177 mm;α为工作台回转定位精度,α=0.005°。
由式(1)可知0.015 mm<0.05 mm,理论上旋转工作台铣削Φ177凸台面能保证平行度要求,同理也能保证Φ244孔与Φ110孔的同轴度要求。
2.3.2 夹紧力校核
夹紧装置在夹具中起着重要作用,其产生的夹紧力确保了铣削过程中不会因为切削力的作用而破坏工件定位。OP20工序主要加工Φ458端面和相应孔系,由于工件本身头重脚轻,铣削平面时,在铣刀的铣削切向力和工件的重力作用下,YOZ平面的工件有绕支撑点O翻转的趋势,需要通过夹紧装置产生夹紧力克服。铣削平面是一个动态过程,精确计算夹紧力很困难,但可以通过最恶劣工况进行理论计算,作为夹紧装置设计的依据,确保其可靠性和安全性。工件受力示意图如图6所示。其中:F1、F2、F3为液压压板产生的夹紧力,分布在Φ177凸台外围对称位置上,F1=F2=F3;Fq为铣削平面产生的切向力;F4为工件的重力;L1、L2、L3分别为力的作用点到翻转中心O的距离。根据力矩平衡定理,可得夹紧力计算公式:
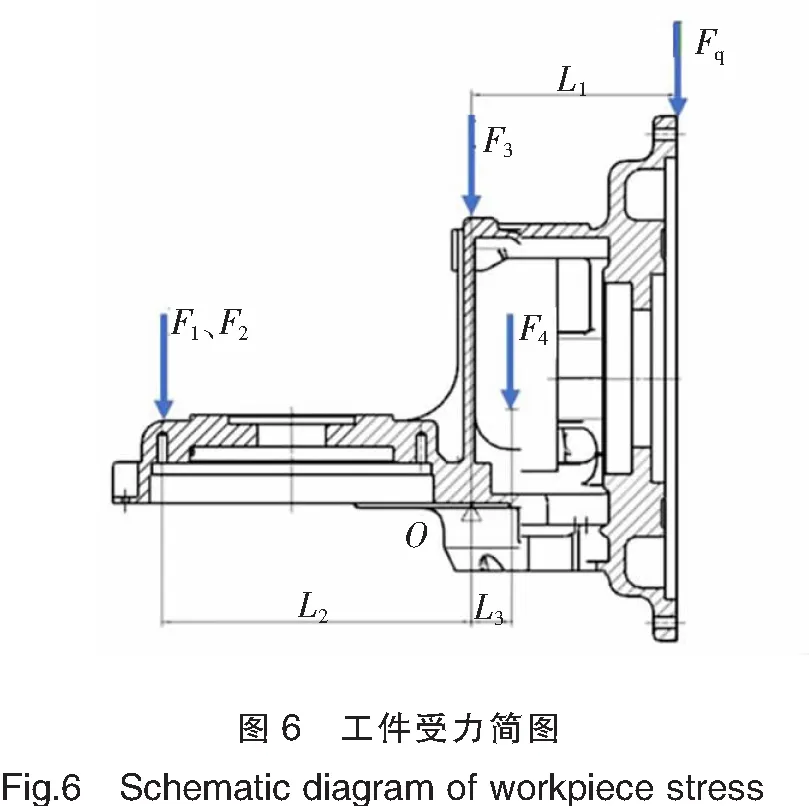
(F1+F2)L2=KFqL1+F4L3。
(2)
其中:K为安全系数。
铣削平面产生的切向力Fq主要由Φ458端面铣削条件计算得到。用Φ63齿数为6的方肩铣刀,切深ap=1 mm,切宽ae=36 mm,切削速度V=160 m/min,fz=0.12 mm/r,依据加工材料和铣削条件查得单位切削力p=3330 MPa,因此,可求得铣削平面产生的切削力为:
Fq=p[aeapfzZ/(πD)]=436 N。
式(2)中的安全系数K反映加工性质,工艺系统工作状况,综合考虑,选择K=2;F4=550 N;L1=89.5 mm;L2=135 mm;L3=17.7 mm。带入公式(2)求得F1=F2=F3=325 N。
因此,液压夹紧力必须大于325 N才能达到加工要求,综合考虑选择液压系统工作压力为4 MPa,并且在Φ458圆柱面处设置辅助支撑和辅助夹紧,用以改善切削环境,有利于保证平面度和垂直度的技术要求。
3 关键工序刀具选型
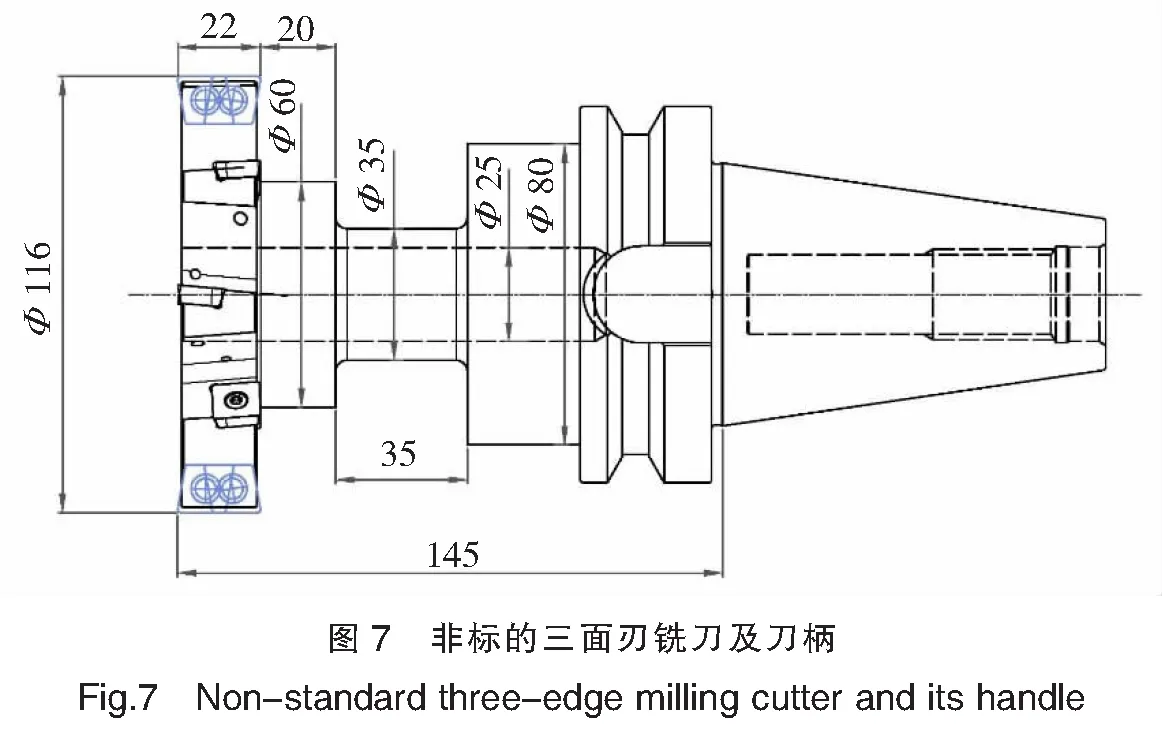
转座零件上Φ167孔和Φ198圆台需要通过Φ120孔进行反镗和反铣加工。为保证顺利铣削,需要设计一把非标的三面刃铣刀,铣刀设计依据见表3,结构如图7所示(图中尺寸单位为mm)。
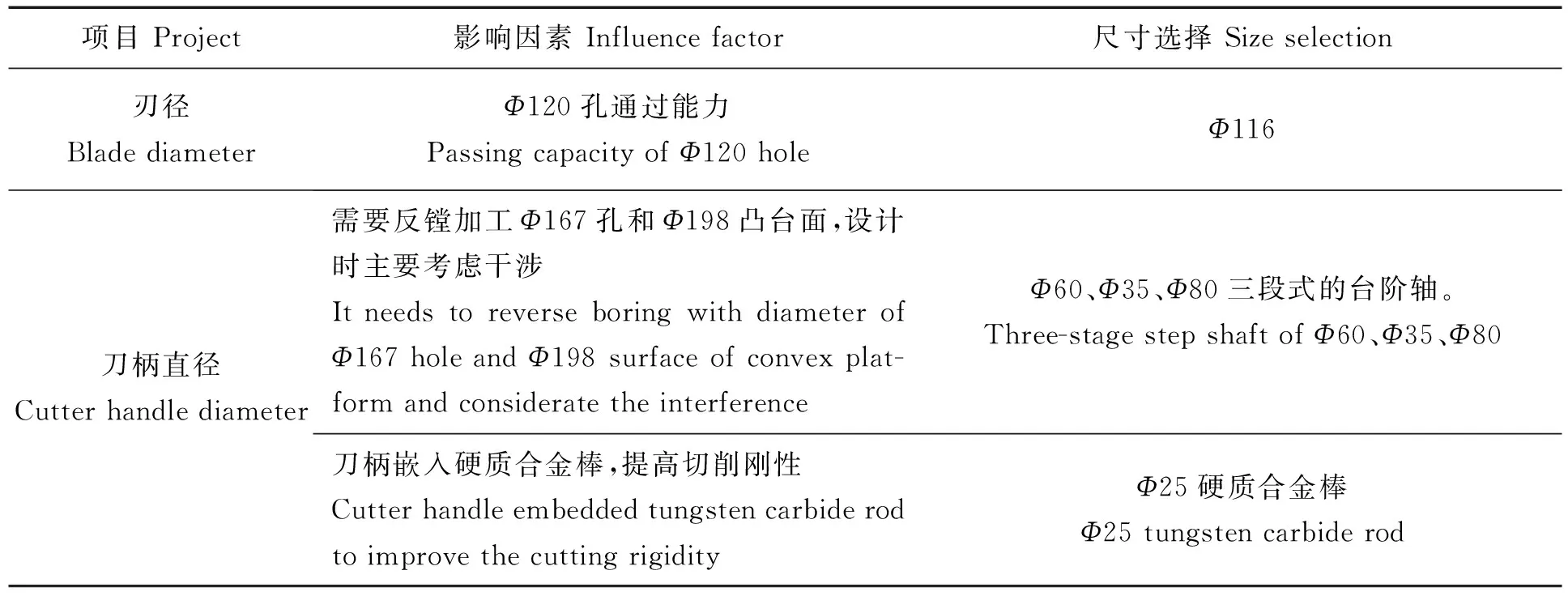
表3 非标三面刃铣刀设计依据Tab.3 Design basis of non-standard three-edge milling cutter mm
4 夹具校正及加工结果分析
夹具固定在机床工作台后,需要通过百分表校正基准边,并往复移动工作台,确保百分表偏摆值在0.01 mm以内。夹具校正完成后,进行工件安装精度检查,也是使用百分表接触工件关键部位,夹具执行夹紧、放松动作,同时将工件偏离,观察百分表指针变化,判断夹具定位精度是否在合理范围内。
在铣削薄壁筋板时,现刀具悬伸不宜过长,否则会造成加工困难,此处平面为M4螺栓钻孔攻牙的前道工序,因此将其改为锪孔,降低加工难度,保证切削顺利进行。
加工完成后,通过蔡司三坐标检测仪进行工件测量,关键技术指标检测结果:平面度为0.015 mm;垂直度为0.008 mm;平行度为0.020 mm;同轴度为0.030 mm。其形位公差精度远高于设计要求,影响电机与RV减速器安装垂直度精度提高60%。
5 结论
本文以机器人转座的数控加工为研究对象,针对异形零件的加工难点和技术要求,制定了相应的工艺方案。设计专用夹具时充分考虑机床、刀具和夹具之间相互影响关系,并对关键技术指标和夹具的夹紧力进行理论核算。实际加工检测结果证明了工艺的合理性和工艺系统的稳定性,设计的工艺方案是可行的,并为今后壳体类零件加工积累了经验。
