面向设计变更的家电级进模工艺设计
2023-06-27罗俊柳玉起章志兵孔海骄
罗俊, 柳玉起, 章志兵, 孔海骄
(华中科技大学 材料成形与模具技术国家重点实验室, 湖北 武汉 430074)
0 引 言
随着互联网技术的普及,家电行业进入了产品定制时代,家电产品个性化定制对家电模具技术提出了更高的要求。企业需要建立自动化的模具设计流程以降低设计中的异常,缩短设计周期,提高市场反应速度和企业市场竞争力。家电钣金件的工序排布是工艺设计中最关键也是最耗时的环节,其主要目的是根据产品形状逆向设计各个中间工序的几何构型。目前成形产品工序排布以手工设计为主,当进行产品设计变更时,需要设计人员对每个工序进行手动修改,导致设计变更无法快速实现。
在家电钣金件成形特征识别技术基础上,提出面向设计变更的工艺设计方案,并基于NX平台开发一套面向设计变更的家电级进模工艺设计系统,以提升设计变更效率。
1 料带设计
1.1 料带设计流程
钣金件级进模工艺设计是从产品几何形状开始到毛坯的逆向过程,该过程对每个中间工序构型进行建模,然后进行废料轮廓和落料位置的设计。工艺设计输出的工艺模型是模具结构设计的输入,从产品到毛坯的工序设计过程如图1所示。

图1 产品到毛坯工序设计过程
整个工艺设计流程如图2所示,系统的装配树结构如图3所示。
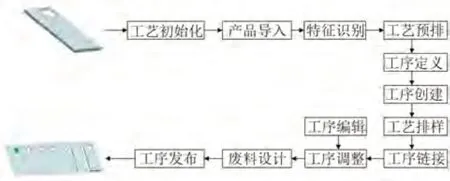
图2 级进模工艺设计流程
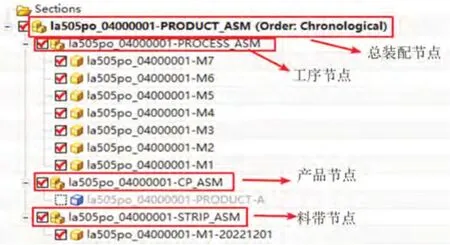
图3 级进模工艺设计装配树结构
级进模工艺设计具体流程内容如下。
(1)工艺初始化:定义产品工艺类型,生成对应的装配节点。
(2)产品导入:生成新的节点,并将指定的产品模型导入该节点。
(3)特征识别:自动识别产品上的所有成形特征,未识别的成形特征可手动指定。
(4)工艺预排:初步确定每一工序中产品体的位置。
(5)工艺定义:定义工序数目,创建工序节点,并将工序模型链接到工序中。
(6)工序创建:分配成形特征,创建每一工序的工序模型。
(7)工艺排样:设定排样参数,生成原始料带模型。
(8)工序链接:将展开前、后的工序模型体链接至料带。
(9)工序调整:在完成所有工序的创建后,利用工序创建编辑调整各工序之间的成形特征,更新工序模型,用以支持设计变更。
(10)废料设计:创建废料草图,指定废料类型,并将废料线分配对应工序中,拉伸废料线,生成废料体后,与工序模型或料带体进行相应处理。
(11)工序发布:基于工艺结构一体化的思想,将工序模型发布,用以辅助结构设计。
现重点讨论在设计变更的场景下,工序创建及工序编辑的实现。
1.2 设计变更分析
家电钣金件的设计变更分为工艺变更和产品变更。工艺变更是工序排布完成后,根据评审意见或试模阶段出现的缺陷,如处理开裂、起皱、回弹等问题,需要进行工序数目的增减或工序构型的修改;产品变更是指客户对产品的结构进行修改,如增减孔、增加凸包及加强筋、弯曲移位、增加弯曲、通孔改为翻孔等。
工序数目的增减包括新工序的插入和工序的删除2种情况,图4(a)所示为工序插入,图4(b)所示为工序删除。

图4 设计变更场景
工序构型的修改分以下3种情况。
(1)存在部分成形特征漏成形的情况,需要增加某个成形特征到指定工序上进行成形,该情况定义为“成形特征增加”,如图4(c)所示,因为是逆向设计工序构型,M2工序漏成形孔特征,图4(c)中矩形处所示,导致出现漏成形孔特征的M1。
(2)某个成形特征的成形次序不符合工艺规范,需要在其所在工序上移除,该情况定义为“成形特征删除”,如图4(d)所示,M3进行四周弯曲展开的同时成形了孔特征,图4(d)中矩形处所示,导致M3不符合工艺规范。
(3)原工序排布不符合工艺规范,需要成形特征从某一工序移到另一工序,该情况定义为“成形特征移动”,如图4(e)中矩形处所示,将其从M1移至M2成形更为合理。
针对产品变更,分2类情况处理。
(1)产品结构出现较大变动情况下,需要重新进行工艺设计。
(2)产品结构只涉及少量成形特征的增加、删除、修改时,通过“成形特征移动”实现。
2 面向设计变更的工艺设计方案
将“工序插入”、“工序删除”、“成形特征增加”、“成形特征删除”和“成形特征移动”统称为“成形特征工序编辑”。为应对上述设计变更,需要解决如何实现各个工序之间的关联更新、如何协调工序创建和工序编辑之间的关系等关键问题,为解决这些问题,提出以下方案:通过逐个工序创建成形特征得到各个工序构型,将各个工序成形内容统一用创建的成形特征描述,实现通过对成形特征的工序编辑完成各个工序构型的修改,最终将各个工序构型输出为料带模型。方案的关键在于如何创建各类成形特征以及如何实现成形特征的工序编辑。
从产品开始设计的逆序成形意味着整个工艺设计是成形特征从有到无的过程,该过程称为“创建成形特征”,另外将“成形特征创建”的撤销称为“成形特征撤销”,如图5所示。

图5 四周弯曲创建和撤销
基于设计变更分析,如果工序节点只包含该工序成形后的几何构型,一方面无法描述当前工序的成形内容;另一方面无法实现各个工序之间的关联更新,难以实现成形特征的增加、删除和移动。因此工序节点用成形前、成形后2个实体描述当前工序的成形内容。
以3道工序的空调屏蔽盖为例,对工序节点采用成形前、后实体描述方式进行工序创建的步骤,如图6所示。
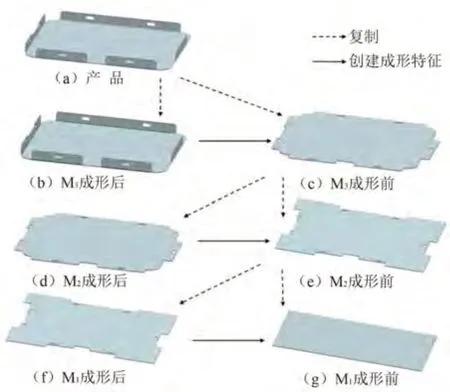
图6 屏蔽盖工序创建
(1)最后工序首先进行工序初始化,生成最后工序的工序节点M3。
(2)将初始导入的产品复制到M3节点2次,复制后的实体分别命名为“成形前”、“成形后”。
(3)对M3节点中“成形前”实体进行四周弯曲成形特征的成形,M3节点中“成形后”实体不变。
(4)重复(1)、(2)步骤生成后续的工序节点,对节点中“成形前”实体进行成形特征的创建,直至完成所有工序的创建。
2.1 成形特征工序创建
目前家电钣金件成形特征的主要分类如图7所示,不同于非弯曲类成形特征,弯曲类成形特征存在局部变形,创建弯曲类成形特征和撤销不能影响其随动区域上的成形特征。因此将创建成形特征和撤销分非弯曲类、弯曲两大类进行处理。
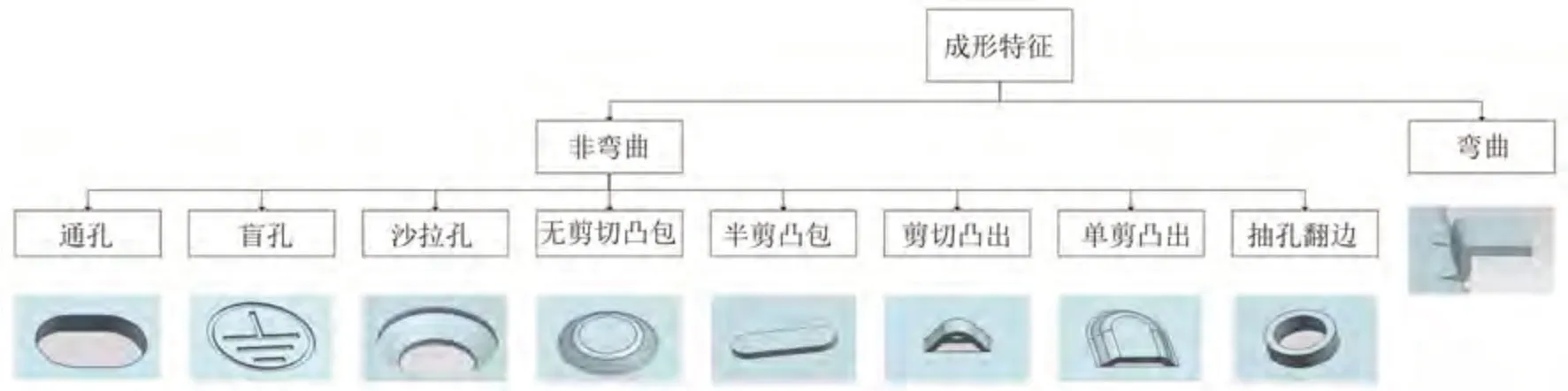
图7 家电钣金件成形特征分类
2.1.1 非弯曲类成形特征的创建和撤销
创建成形特征和撤销属于一对互逆的操作,创建成形特征时需要同步考虑撤销的流程。创建非弯曲类成形特征和撤销的步骤如下。
(1)创建非弯曲类成形特征时,需要将特征面进行删除,删除前需要将成形特征的局部形状进行保存。
(2)获取成形特征面集合的外轮廓,为保证不影响产品上其它成形特征,将外轮廓进行适当偏置后沿板厚方向拉伸,拉伸后得到的体(拉伸体)和产品求交得到成形特征的局部形状。
(3)将拉伸体作为成形特征撤销的求差工具体,成形特征的局部形状作为求和工具体。2个工具体和成形特征之间通过唯一的标识进行关联,撤销时通过标识获取成形特征对应的工具体。
创建非弯曲类成形特征的流程如图8所示。对非弯曲类成形特征的撤销流程如图9所示。
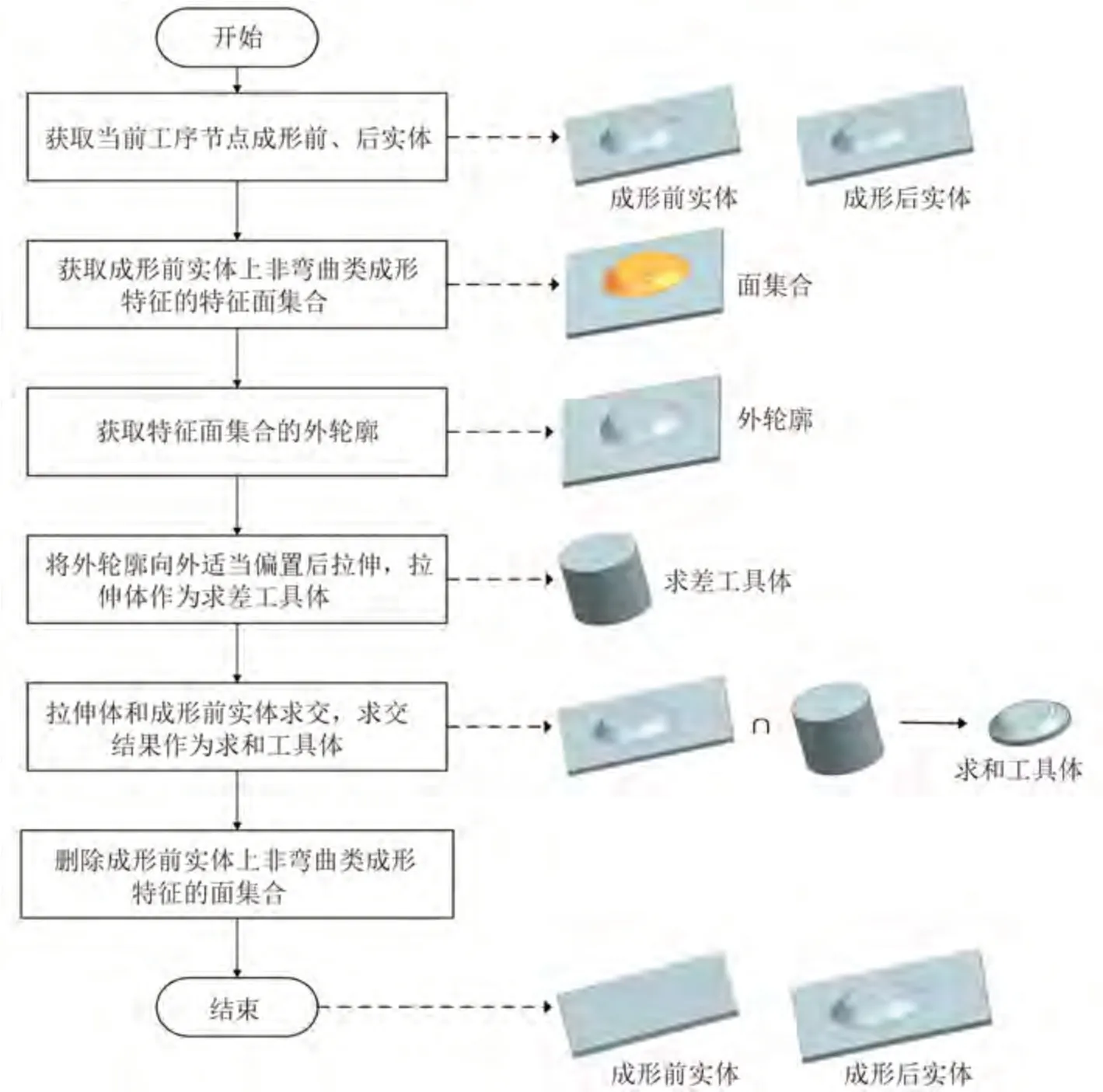
图8 创建非弯曲类成形特征流程

图9 非弯曲类成形特征撤销流程
工序节点创建凸包成形特征的节点导航树及实体如图10所示。
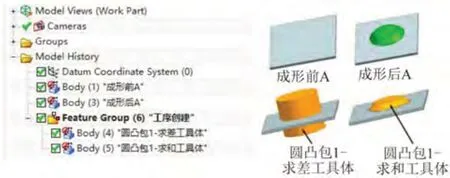
图10 工序节点导航树及实体
2.1.2 弯曲类成形特征的创建和撤销
弯曲类成形特征根据图11(a)中虚线分为固定区域、变形区域和随动区域。当随动区域上存在其它成形特征时,创建弯曲成形特征和撤销会改变随动区域上成形特征的空间位置。基于以上分析,选择变形区域的实体作为求和工具体,将变形区域展平后的体作为求差工具体,具体创建过程如图11(b)所示,工具体如图11(c)所示。

图11 创建弯曲类成形特征过程
创建弯曲类成形特征的步骤如下。
(1)首先需要从图11(a)所示虚线处将变形区域切开,得到固定区域、变形区域、随动区域3个实体。
(2)变形区域可以按照中性层规则展开,得到的展平体作为求差工具体。
(3)随动区域的变换是平移加旋转的组合,变换信息用旋转点、旋转轴、旋转角度、平移向量通过属性的方式记录在求差工具体上,用于弯曲成形特征的撤销。
创建弯曲类成形特征的流程如图12所示。对弯曲类成形特征的撤销流程如图13所示。

图12 创建弯曲类成形特征流程

图13 弯曲类成形特征撤销流程
2.2 成形特征的工序编辑
对于整个成形特征的工序编辑,定义前工序、后工序的概念,而对于成形特征的移动,定义当前工序、中间工序和目标工序的概念 ,如图14所示。
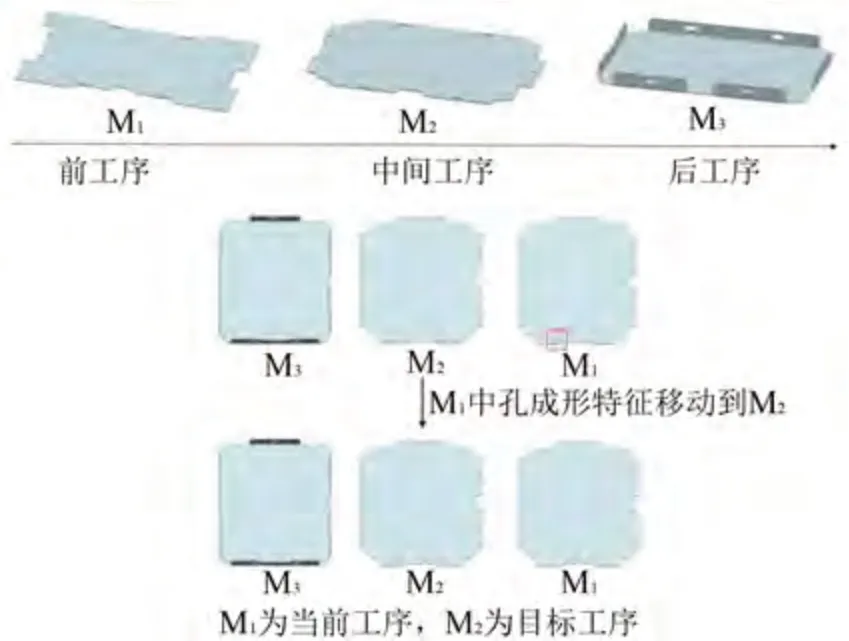
图14 工序编辑中的工序关系
2.2.1 工序数目调整的工序编辑
基于工序创建和撤销,针对工序数目增减的变更情况,给出以下处理方法。
针对新工序插入的处理。
(1)插入工序前各工序节点如图15(a)所示,新增1个工序节点,对新增工序节点和其它工序节点进行重命名。
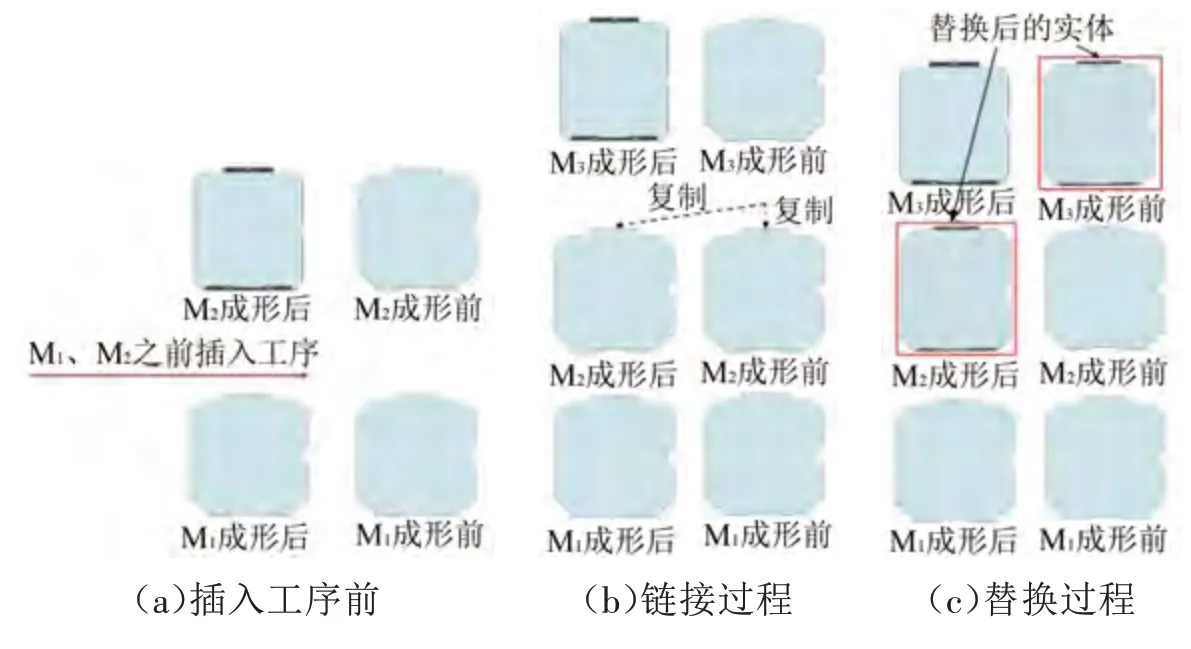
图15 工序插入过程
(2)将其后工序节点中“成形前”实体复制到新增节点2次,作为当前新增工序的“成形前”、“成形后”实体,表示当前工序目前还未进行任何成形特征的创建,如图15(b)所示。
(3)将M2成形后和M3成形前实体用新的实体替换,完成整个插入过程,如图15(c)所示。
针对工序删除的处理。
(1)删除工序前各工序节点如图16(a)所示,考虑删除的工序可能存在成形特征的创建,需要先将其所有后工序节点中“成形前”和“成形后”实体待删除工序中已创建的成形特征撤销,如图16(b)所示。

图16 工序删除过程
(2)将待删除的工序节点删除,对其它工序节点进行重命名,如图16(c)所示。
2.2.2 非随动区域成形特征的工序编辑
针对成形特征的工序编辑,关键在于编辑的工序能够准确地将其节点中“成形后”和“成形前”实体通过创建成形特征和撤销操作进行更新。
非随动区域成形特征的工序编辑分成形特征的增加、删除和移动3种情况。
成形特征的增加:在某一工序增加一个成形特征,在这个工序的所有后工序不变,增加的工序中成形后实体保持不变,成形前实体创建新增的成形特征,所有前工序中的成形前、后实体都进行创建新增的成形特征。
成形特征的删除:在某一工序删除一个成形特征,这个工序的所有后工序不变,当前工序节点中成形后实体保持不变,成形前实体进行成形特征的撤销创建,所有前工序节点中的成形前、后实体都进行成形特征的撤销。
非随动区域成形特征的增加和删除更新规则如表1所示。

表1 非随动区域成形特征增加和删除的更新规则
对于非随动区域上成形特征的移动情况,需要考虑前后工序的关系。
(1)前工序移至后工序:因为在每个工序节点的成形前、后实体都能根据唯一的标识找到对应的成形特征面,在当前工序对成形后实体创建时需要把用于还原的工具体删除,在中间工序只需对移动的成形特征面进行删除即可完成创建工作,在目标工序对成形前实体创建时需要保留还原的工具体。
(2)后工序移至前工序:因为中间工序和目标工序的成形特征都还未被创建,在每个工序节点的成形前、后实体都无法找到移动的成形特征对应的特征面,需要把当前工序用于还原的工具体复制到目标工序和中间工序,对于目标工序保留复制的工具体,而中间工序和当前工序删掉还原的工具体。
非随动区域成形特征的移动更新规则如表2所示。

表2 非随动区域成形特征移动的更新规则
2.2.3 随动区域成形特征的工序编辑
随动区域成形特征的工序编辑也分成形特征增加、删除和移动3种情况。增加、删除的规则与非随动区域相同,以下分析成形特征的移动情况。
随动区域上的成形特征移动时需要考虑弯曲变形的情况,即随动区域成形特征的撤销用到的工具体也需要根据创建弯曲成形特征时的变换矩阵进行变换或逆变换,才能准确地与工序节点中成形前、后实体进行布尔操作。另外当前工序、中间工序、目标工序如果存在弯曲类成形特征的创建都会对成形特征的移动产生位置上的影响,因此需要确定移动的成形特征是否位于这些工序所创建的弯曲成形特征随动区域上。
针对前工序移到后工序的操作,以下结合简单的3道工序工艺模型进行分析。
(1)目标工序的成形特征是否处于弯曲成形特征的随动区域,对移动操作没有影响。图17所示为孔成形特征从第1工序移到第3工序创建的情况,在第3工序中,孔成形特征位于弯曲成形特征的随动区域,因为弯曲成形特征是在第3工序进行创建,第3工序成形前实体没有局部变形,可以直接进行删除孔成形特征的特征面完成创建,孔成形特征撤销所需的工具体从第1工序移至第3工序后,无需进行位置的变换。

图17 目标工序弯曲成形特征对移动的影响
(2)中间目标工序的成形特征处于弯曲成形特征随动区域时,需要对成形特征的工具体作用该弯曲成形特征创建时的逆变换。图18所示为孔成形特征从第1工序移到第3工序创建的情况,在第3工序中,孔成形特征位于弯曲的随动区,与图17所示不同的是,因为在第2工序创建弯曲成形特征,第2工序节点中成形前的体存在局部变形,孔成形特征撤销的工具体从第1工序移至第3工序后,需根据创建弯曲成形特征时的逆变换进行位置变换。

图18 中间工序弯曲成形特征对移动的影响
(3)当前工序的成形特征处于弯曲成形特征随动区域时,如果创建成形特征的时间先于弯曲,需要更新工具体的位置,反之无需更新。图19所示中虽然工序节点成形前、后实体的几何形状一致,但是孔成形特征的工具体在位置上有差异。图20所示为孔和弯曲成形特征在同一工序创建的情况。位于随动区域上的孔成形特征在该弯曲成形特征之前创建时,当孔成形特征从前工序移动到后工序,孔成形特征的工具体从前工序移至后工序后不需要进行位置变换;而当位于随动区域上的孔成形特征在该弯曲成形特征之后创建时,需要将孔成形特征的工具体进行弯曲成形特征创建的逆变换,完成位置的修正。

图19 成形次序对成形特征移动的影响
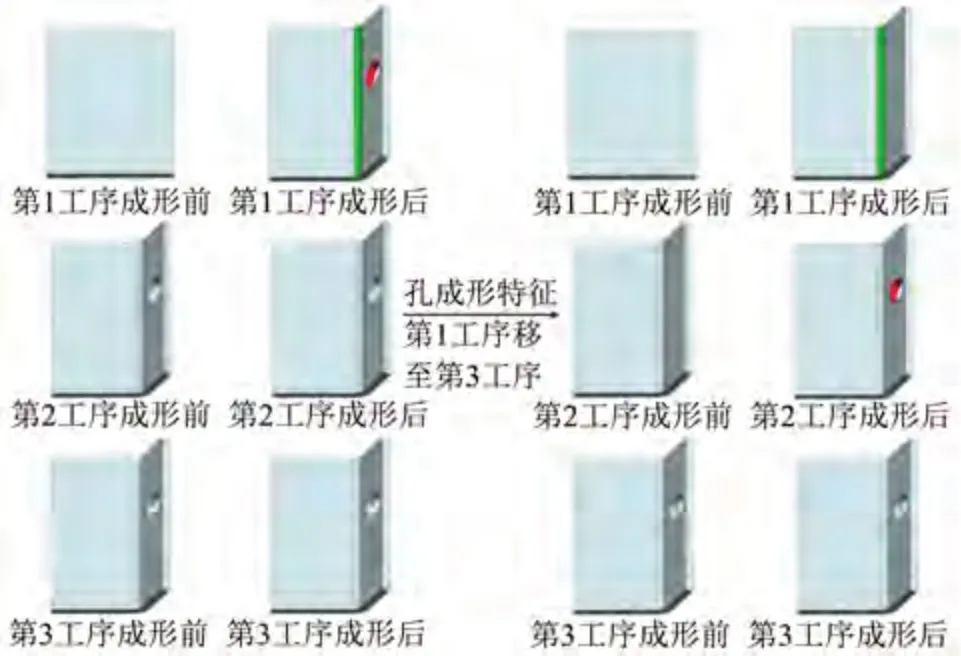
图20 当前工序弯曲成形特征对移动的影响
对于后工序移到前工序的情况,采取类似的方式进行分析,同样分弯曲成形特征在目标工序、中间工序、当前工序创建3种情况进行讨论,得出的结论如下。
(1)目标工序创建:对成形特征撤销的工具体的位置无影响,只需将位于当前工序的工具体依次复制到中间工序和目标工序,根据表2所示的规则进行更新即可。
(2)中间工序创建:当前工序、中间工序、目标工序需要分别处理:①当前工序:成形前实体和中间工序节点中成形后实体可以直接通过成形特征对应的工具体完成更新;②中间工序:成形前实体因为已被展平,需要将复制的工具体进行弯曲成形特征创建时的变换,调整至展平位置然后进行布尔操作还原成形特征;③目标工序:成形前后实体的处理和中间工序节点中成形前实体相同。
(3)当前工序创建:移动的特征和弯曲成形特征都创建于当前工序时,同样需要考虑成形次序的影响,如果先创建弯曲成形特征,则将移动成形特征的工具体和当前工序成形前、中间工序的成形前后、目标工序的成形后实体进行布尔操作前,都需要先将工具体先进行创建弯曲成形特征时的变换,完成位置修正;反之,无需将移动成形特征的工具体进行位置修正,可以直接进行布尔操作。
3 应用实例
为了验证方案的有效性和准确性,选用空调的左侧板模型进行测试工序创建和编辑的效果。初始工序排布和料带模型如图21所示,使用工序创建编辑功能进行设计变更后,第7工序至第1工序节点中成形前、后实体,得到变更后的最终料带模型如图22所示。结果表明,方案能根据设计变更的结果,自动对各个工序节点中的实体进行准确地更新,变更后生成的料带模型符合预期效果。

图21 设计变更前料带模型
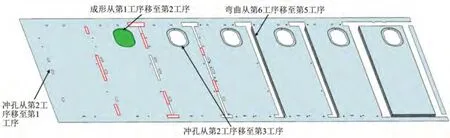
图22 设计变更后料带模型
4 结束语
提出了基于成形特征的工艺设计与编辑方法,该方法在面对各种设计变更情况时,通过实现成形特征的创建和撤销,能够对所有涉及变动的工序模型快速更新,解决家电钣金件在工序设计阶段遇到设计变更后设计效率低的问题,具有较好的工程实用性。
