高纯度泰万菌素制备工艺研究
2023-05-29王祎萌李芳王文亮张晓强
王祎萌,李芳,王文亮,张晓强
(宁夏泰益欣生物科技股份有限公司,宁夏 银川 750001)
0 引言
泰万菌素属于大环内酯类抗生素中的一种,在当前世界医药行业内,已被认定为预防、治疗由支原体引起的畜禽类疾病的最新药品,并在行业内广泛应用[1-2]。泰万菌素作为一种新型的大环内酯类抗生素,攻克了其他同类药物的缺点,具有效率高、毒性低、残留少、同类间无交叉耐药性的优点。泰万菌素的抗菌能力,是泰乐菌素的5~10 倍,是替米考星的2~5 倍。主链能有效改变细胞的pH 值,抑制PRRS病毒的繁殖,可用于防治畜禽支原体病(猪哮喘、鸡慢性呼吸道疾病)、猪蓝耳病、传染性胸膜肺炎和链球菌病。
泰万菌素全称为乙酰异戊基泰乐菌素,主要由耐热链霉菌在合适的发酵条件下产生。耐热链霉菌含有酰化基因acyA 和acyB,分别负责乙酰化和异戊基酰化[3]。在作用机制方面,泰万菌素与其他大环内酯类抗生素基本相同,能与敏感细菌的核糖体50s 亚基结合,从而抑制肽链的合成和延伸,通过切断转肽酶化和mRNA 置换影响细菌蛋白质的合成。泰万菌素对诸多革兰氏阳性菌具备抗菌活性,如:棒状杆菌、气球菌、弯曲杆菌、肠球菌、链球菌、葡萄球菌、微球菌、芽孢杆菌、节杆菌等。同时,对支原体也有一定的抗菌活性,浓度高时效果会更显著,但对较多的革兰氏阴性菌没有作用。泰万菌素和3-AT 以两种不同的靶点攻击支原体和细菌,它们的协同作用使抗菌和抗支原体活性得到提升,使得药物在体内的作用时间得到有效延长。病原微生物有个缺陷,即其难以同时在两个不同的地方发生突变且产生耐药性。泰万菌素发酵合成的发酵液经酸溶碱沉后获得泰万菌素成品,但随着科技的发展和医药行业的进步,对各类抗生素的纯度等质量的要求具有明显提升,因此本文主要以泰万菌素成品为原料,通过硅胶柱层析法纯化,调配控制洗脱液、洗脱液配比、洗脱液使用量及洗脱速率等实验条件,制备高纯度泰万菌素,其结构如图1 所示。

图1 泰万菌素结构式
1 材料与方法
1.1 试剂
乙酸乙酯、石油醚、氯仿、正丁醇等试剂均为试剂级,采购于天津市大茂化学试剂有限公司;硅胶为工业级,采购于天津市承大化学试剂有限公司。
1.2 仪器
本实验主要仪器为层析柱、电子天平、旋转蒸发仪、循环水真空泵、高效液相色谱仪等,各仪器详情如表1 所示。

表1 本实验仪器详情表
2 材料与方法
2.1 材料
泰万菌素成品来源于宁夏泰益欣生物科技股份有限公司。
2.2 方法
2.2.1 制备方法
用电子天平称取60 g 泰万菌素成品于2 L 玻璃烧杯中,加入适量乙酸乙酯溶解,再向2 L 烧杯中继续加入80 g 硅胶搅拌,充分混匀、蒸干后上样(干法上样)。上样时,先用300 g 硅胶填充层析柱,将蒸干后的样品填充于硅胶上方,以石油醚对装填后的硅胶层析柱进行润洗。完成润洗后加入洗脱液冲洗,收集的洗脱液经浓缩蒸干后检测组分。
2.2.2 检测方法
采用HPLC 进行检测,流动相为乙腈(0.15 mol/L)、醋酸铵溶液、醋酸比例为45∶45∶10;柱子型号为C18(250 mm×4.6 mm,5 μm);流速为1.0 mL/min,柱温为30 ℃;检测波长为280 nm;进样量为10 μL。
制备检测样品: 精密称量50 mg 高纯度泰万菌素成品于100 mL 容量瓶中,加入流动相溶解并定容,充分摇匀后,经0.45 μm 滤头过滤待用。
3 结果与分析
3.1 不同洗脱液对泰万菌素A 组分的影响
在柱层析洗脱过程中,不同洗脱液对不同组分的溶解度不同,选用不同洗脱液对洗脱的效果至关重要。因此,本实验选用了石油醚、氯仿和正丁醇三种有机溶剂分别与乙酸乙酯进行一定比例混合组成洗脱液,收集洗脱液,进行液相检测,考察洗脱液种类对泰万菌素A 组分含量的影响。具体结果如表2 所示。

表2 不同洗脱液对泰万菌素A 组分含量的影响
由表2 可知,三种洗脱液中,洗脱液为乙酸乙酯和石油醚时,其A 组分的含量为86.14%,明显高于乙酸乙酯:氯仿和乙酸乙酯:正丁醇,分别高出4.40%和6.87%。因此,确定洗脱液为乙酸乙酯和石油醚。
3.2 不同洗脱液配比对泰万菌素A 组分的影响
柱层析填充料对样品中的不同组分的吸收能力存在差异,洗脱液的不同配比对各组分的洗脱效果不同,本研究共设置1∶1、1∶2、2∶1、1∶3、3∶1、2∶3 和3∶2 等7 中洗脱液配制比例进行验证洗脱液对泰万菌素A 组分含量的影响。具体结果如表3 所示。

表3 不同洗脱液配比对泰万菌素A 组分含量的影响
根据表3,观察1、2、4 组实验结果发现,随着洗脱液中石油醚含量的增加,A 组分含量呈现下降趋势,说明洗脱液中石油醚含量越低,A 组分的含量越高,洗脱的效果越好;观察1、3、5 组实验结果发现,随着洗脱液中乙酸乙酯含量的增加,A 组分含量呈现先上升后下降的趋势,说明乙酸乙酯的含量过多或过少都会降低A 组分的含量,所以洗脱液中乙酸乙酯的含量应该适中。对比3、7 两组实验结果,乙酸乙酯和石油醚的配比为2∶1 时,A 组分含量最高,为90.77%。因此,确定乙酸乙酯和石油醚的配比为2∶1。
3.3 不同洗脱液体积对泰万菌素A 组分的影响
洗脱液的体积对洗脱结果具有直接影响,洗脱液用量过少,可能会导致洗脱不彻底,有效组分无法完全收集,造成A 组分含量较低。洗脱液用量过多,必然会造成有机溶剂的浪费,有机溶剂的挥发及回收过程中都会有溶剂的损失,造成成本的增加。本研究设置层析柱体积的1.0 倍、1.5 倍、2.0 倍、2.5 倍、3.0 倍、3.5 倍、4.0 倍、4.5 倍 和5.0 倍 等9 种 洗 脱液的体积进行验证。具体结果如表所4 所示。
由表4 可知,随着洗脱液体积的增大,A 组分含量不断上升,从4 倍柱体积洗脱开始,A 组分含量上升幅度明显减小,趋于平缓;4.5 和5.0 倍柱体积洗脱时,A 组分含量仅高出4 倍柱体积的0.05% 和0.09%,说明继续增加洗脱液体积,意义不大,同时也可以节约经济成本和避免试剂的浪费。因此,以4 倍柱体积的洗脱液为最佳洗脱液用量继续进行实验。

表4 不同洗脱液体积对泰万菌素A 组分含量的影响
3.4 不同洗脱速率对泰万菌素A 组分的影响
硅胶柱用洗脱液冲洗过程中,通过控制洗脱速率可以有效的提升泰万菌素A 组分的含量,本实验将洗脱速率分别控制在10 mL/min、20 mL/min、30 mL/min、40 mL/min、50 mL/min、60 mL/min,考察对泰万菌素A 组分含量的影响。具体结果如表5 所示。

表5 不同洗脱速率对泰万菌素A 组分含量的影响
由表5 可知,随着洗脱速率的增加,A 组分含量逐渐降低,说明洗脱速率越小,洗脱时间越长,A 组分含量越高,洗脱效果越好,但随着时间的增加,泰万菌素有效成分会降解,并且实际生产应用中,洗脱速率不宜过慢。在洗脱速率为40 mL/min 时,A 组分含量为95.65%,洗脱速率适中,A 组分含量较优,因此,确定洗脱速率为40 mL/min。
3.5 平行试验
通过单因素试验,获得最优参数,组合为最优的泰万菌素柱层析洗脱条件,具体参数如下:洗脱液为乙酸乙酯和石油醚,洗脱液的最佳配比为2∶1;洗脱液体积为4 倍柱体积;洗脱速率为40 mL/min。进行3 组平行实验验证稳定性,结果如表6 所示。
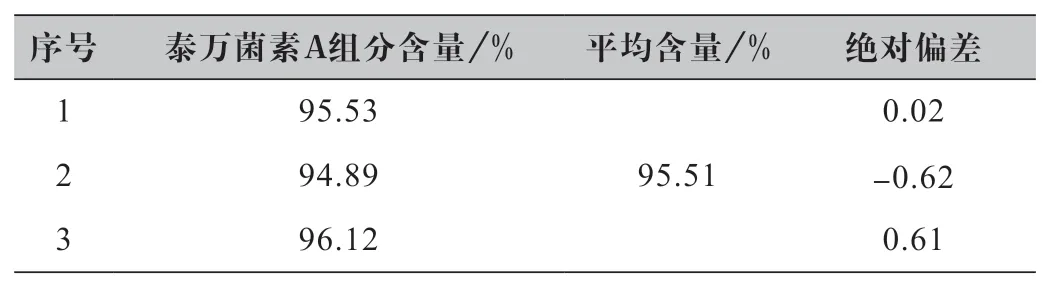
表6 平行实验验证数据
由表6 可知,三组实验所得泰万菌素A 组分平均含量为95.51%。
4 结论
本研究通过对泰万菌素纯化过程中的洗脱液、洗脱液配比、洗脱液体积和洗脱流速等相关参数条件进行优化,并通过稳定性重复实验验证此工艺的稳定性、可靠性。结果显示洗脱液为:乙酸乙酯和石油醚,洗脱液的最佳配比为2∶1;洗脱液体积为4 倍柱体积;洗脱速率为40 mL/min,A 组分含量可达95.51%。