激光熔覆工艺参数对铅青铜熔覆层微观组织及性能影响*
2023-05-26程慧敏李先芬张雅婷赵玙璐
程慧敏,李先芬,沈 虎,张雅婷,赵玙璐,张 涛
(合肥工业大学 材料科学与工程学院,合肥 230009)
0 前 言
随着现代机械系统在航空航天、制造业和食品工业中的应用,许多摩擦副零部件在高温、重载、流体污染、真空和易腐蚀等极其恶劣的环境下服役。在这些服役环境下,许多传统甚至先进的合成润滑剂会因密封、运输等因素而受到使用限制[1-3]。在这些特定情况下,液体润滑剂无法发挥其作用,需要另一种解决方案来改善设备零部件之间的摩擦磨损。金属基自润滑材料凭借其良好的润滑性能、高稳定性、高承载能力等优点逐渐被应用到工业生产中[4]。其中,由于铅青铜含有软金属Pb、Sn,且易软化,可降低摩擦阻力和摩擦系数,因此被广泛用于对耐磨性要求较高的轴承和轴套。但是,铅青铜的力学性能较差,作为整体轴承使用时,很难满足强度要求[5],因此,通常采用表面处理技术在材料表面制备铅青铜涂层来提高产品的力学性能。目前已有多种表面处理技术可用于制备自润滑耐磨复合涂层,如化学气相沉积法(CVD),物理气相沉积(PVD),热喷涂处理[6-8]等,PVD 和CVD 镀膜技术可能需要超过1 000 ℃的沉积温度范围,高温会导致基体性能损失,从而限制了热处理和低熔点合金的成功镀膜[7],而通过热喷涂工艺制备的涂层与基体之间结合强度较低,会导致涂层和基体在摩擦过程中分层失效[6]。与其他表面工艺方法相比,激光熔覆具有热影响区小、结构紧凑、熔覆层力学性能好、污染少等优点,因此,采用激光熔覆工艺制备金属基自润滑减磨层成为近年来的研究热点。Yan 等[9]利用激光熔覆技术在Cu-0.9Cr-0.26Zr 铜合金表面制备了Ni-Cr/TiB2/CaF2复合涂层,当激光功率为385 W、脉冲持续时间为0.5 ms、运行速度为5 mm/s 时,复合涂层的摩擦系数为0.24,明显低于铜合金基体的摩擦系数0.47。Chen 等[10]利用激光熔覆技术在Cr12MoV 模压钢基体上制备了钨铬钴合金、NbC 和h-BN 混合粉末的自润滑涂层,发现钨铬钴合金/NbC/ h-BN 复合涂层的显微硬度和摩擦性能明显优于模具钢基体,试验结果表明,h-BN 作为润滑剂可降低涂层的摩擦系数,在室温干摩擦条件下,涂层的摩擦系数为0.422,涂层的磨损形式为磨粒磨损和黏着磨损。
然而在这些研究中,对采用激光熔覆工艺制备铅青铜合金的研究却较少。本研究根据实际需求,采用激光熔覆技术在42CrMo 钢表面制备一层铅青铜涂层,探究不同工艺参数对铅青铜熔覆层宏观形貌、显微组织、硬度和耐磨性的影响,从而确定合适的工艺参数、实现激光熔覆制备高性能铅青铜熔覆层的目的。
1 试验材料及性能检测
1.1 熔覆层制备
采用42CrMo钢为基体材料,尺寸Φ150 mm×14 mm。熔覆层粉末为Cu-10Pb-10Sn,其化学成分见表1。粉末颗粒直径分布范围是100~150 μm。采用LWS-1000 型Nd:YAG 激光器制备Cu-10Pb-10Sn熔覆层,在熔覆过程中通入气流量为10 L/min 的氩气进行保护。为保障熔覆层质量,需在铺置粉末前对基体进行打磨并抛光,再进行超声波清洗。将适量酒精溶液加入Cu-10Pb-10Sn 合金粉末中充分搅拌至粘稠状并置于42CrMo 钢表面,用刮刀将预置层厚度控制为250 μm。将预制好的粉末层与基体一起放入干燥箱中,在100 ℃下干燥1 h。具体试验参数见表2。
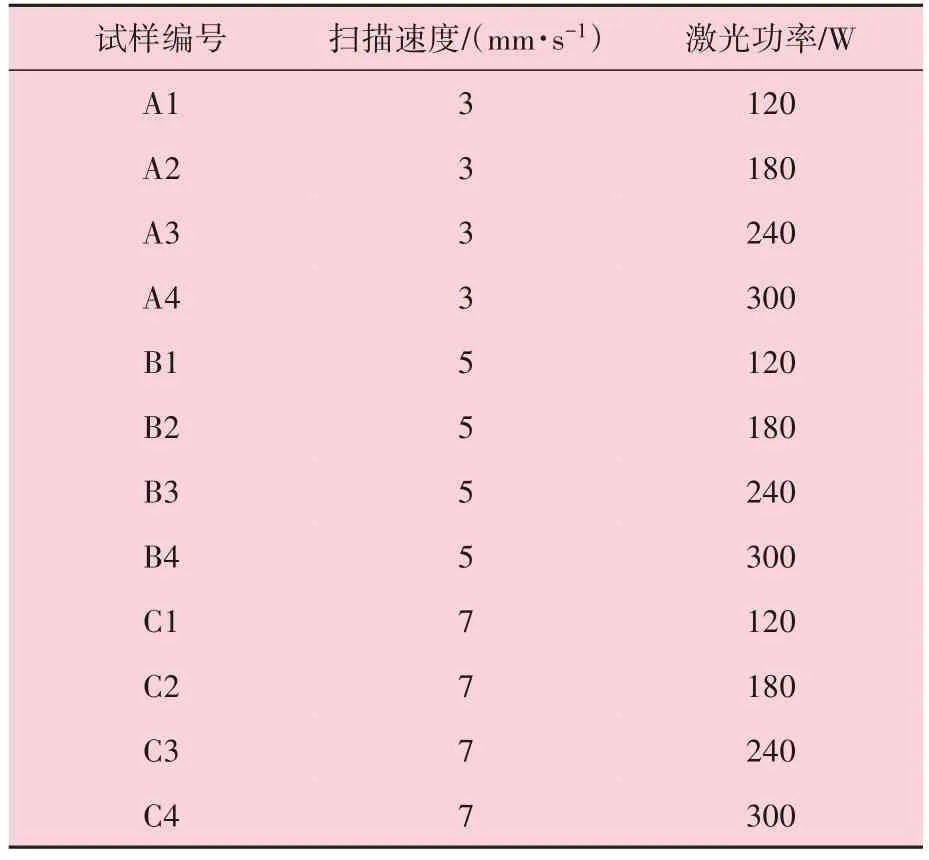
表2 激光熔覆试验工艺参数
1.2 熔覆层形貌观察及性能检测
将制备好的熔覆层切成为尺寸为10 mm×10 mm×14 mm 的块状,之后进行打磨、抛光处理至镜面。采用三氯化铁盐酸溶液进行金相腐蚀,采用蔡司Stemi305型体视镜观察熔覆层的表面形貌,采用江南MR5000 金相显微镜观察熔覆层的横截面组织形貌,采用Regulus8230 型扫描电子显微镜在高倍率下观察试样微观组织,采用X'Pert PRO MPD 型X 射线衍射仪对熔覆层组织进行物相分析,采用VTD401 数显显微维氏硬度计测量激光熔覆层横截面的显微硬度,载荷为100 g,加载时间为15 s。采用推力垫圈试验机进行摩擦磨损试验,载荷为35 N,摩擦线速度为25 mm/s,测试时间为30 min,磨损量的测量精度为10-4g。
2 结果与分析
2.1 宏观形貌和显微组织
不同工艺参数下熔覆层表面宏观形貌如图1所示。对A组、B组和C组整体观察和比较可知,不同扫描速度下的熔覆层表面形貌区别较大。A组的扫描速度为3 mm/s,且A组熔覆层表面鱼鳞状纹路明显,但局部烧蚀发黑严重,这是由于扫描速度较小,粉末吸收热量较大,易发生氧化烧蚀;B组的扫描速度为5 mm/s时,此时单位时间热输入较小,粉末吸收的激光能量适宜,熔覆层整体成形质量良好,表面鱼鳞状纹路明显;C 组的扫描速度为7 mm/s,此时扫描速度较快,粉末吸收的激光能量较少,熔覆层粉末不足以完全融化,此时熔覆层表面无金属光泽、凹凸不平,表面还残留有未融化的粉末颗粒。

图1 不同激光熔覆工艺参数下熔覆层表面宏观形貌
由图1(a)~图1(d)可知,A组中,熔覆层表面开裂严重。当激光功率增加至300 W 时,熔覆层表面发黑严重,整体凹凸不平,这主要是由于当扫描速度较小时,增大激光功率会导致焊接热输入增大,熔覆层与基板发生氧化烧蚀现象,破坏了熔覆层的成形;从图1(e)~图1(h)可以看出,在B 组中,当激光功率分别为180 W 和240 W 时,熔覆层表面成形良好,熔覆层表面较为平整,呈现清晰且规则的鱼鳞状纹路;在C 组中,如图1(i)~图1(l)所示,此时扫描速度较快,熔覆层整体成形质量较差,当激光功率增加时,焊接热输入增大,熔覆层表面鱼鳞状纹路逐渐清晰,表面逐渐平整。
不同工艺参数下的熔覆层横截面宏观形貌如图2 所示。由图2 可知,C 组试样的熔覆层整体厚度较小,这是由于当扫描速度较快时,熔覆层单位面积吸收的能量减少,熔覆过程中粉末飞溅增加;而A组试样扫描速度最慢,因此,相同功率下A组试样的热输入较大,对比A组试样,发现不同激光功率下的熔覆层出现了不同程度的裂纹,当激光功率增加至240 W及以上时,熔覆层局部出现塌蚀,随着激光功率的增大,激光冲击作用增强,熔覆层塌蚀加剧。
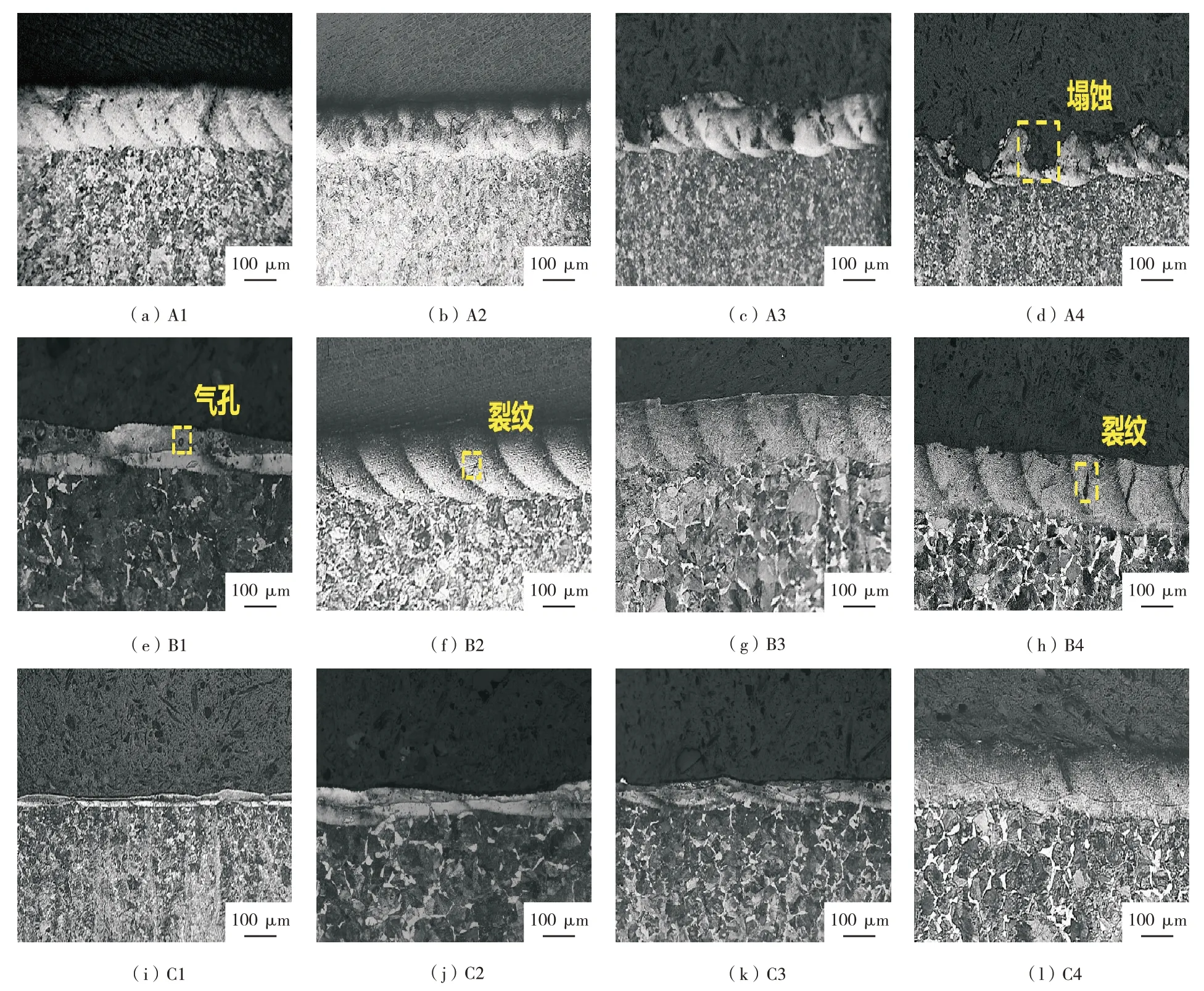
图2 不同激光熔覆工艺参数下熔覆层横截面宏观形貌
B 组试样在不同激光功率下的熔覆层厚度测量结果见表3,由表3 可知,激光功率在一定范围内增加时,熔覆层厚度也随之增加;激光功率分别为180 W 和240 W 时,熔覆层截面厚度均匀、成形好、缺陷少;当激光功率增加至300 W时,可能由于热输入高,蒸发烧损有所增加,熔覆层厚度有所降低,裂纹也有所增加。由表3可知,当激光功率分别为180 W、240 W 时,激光熔覆层的厚度已远超预设粉末的厚度。由于预设的粉末厚度是恒定的,熔覆层厚度的增加意味着稀释率的增加。熔深越大,说明激光熔覆过程中熔入熔覆层的基体元素越多,因此熔覆层成分变化就越大,从而使熔覆层的成分和力学性能也发生变化。
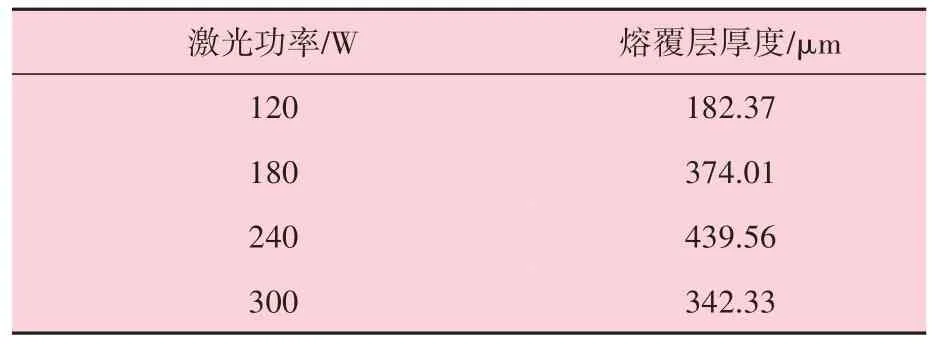
表3 B组试样在不同激光功率下的熔覆层厚度
激光功率为180 W、240 W 的熔覆层SEM 形貌如图3所示,图中黄色线段为EDS线扫描能谱分析的路径,由图3 可知,当激光功率为180 W时,台阶左侧(即熔覆层内)已含有大量的Fe 元素,随着激光功率增加,熔覆层侧的Fe元素含量增加,Cu、Pb、Sn 的比例降低,这是因为当激光功率增加时,基体逐渐熔化,越来越多的Fe 元素从基体中进入熔覆层,从而增大了熔覆层的稀释率,同时使熔覆层的成分发生变化。
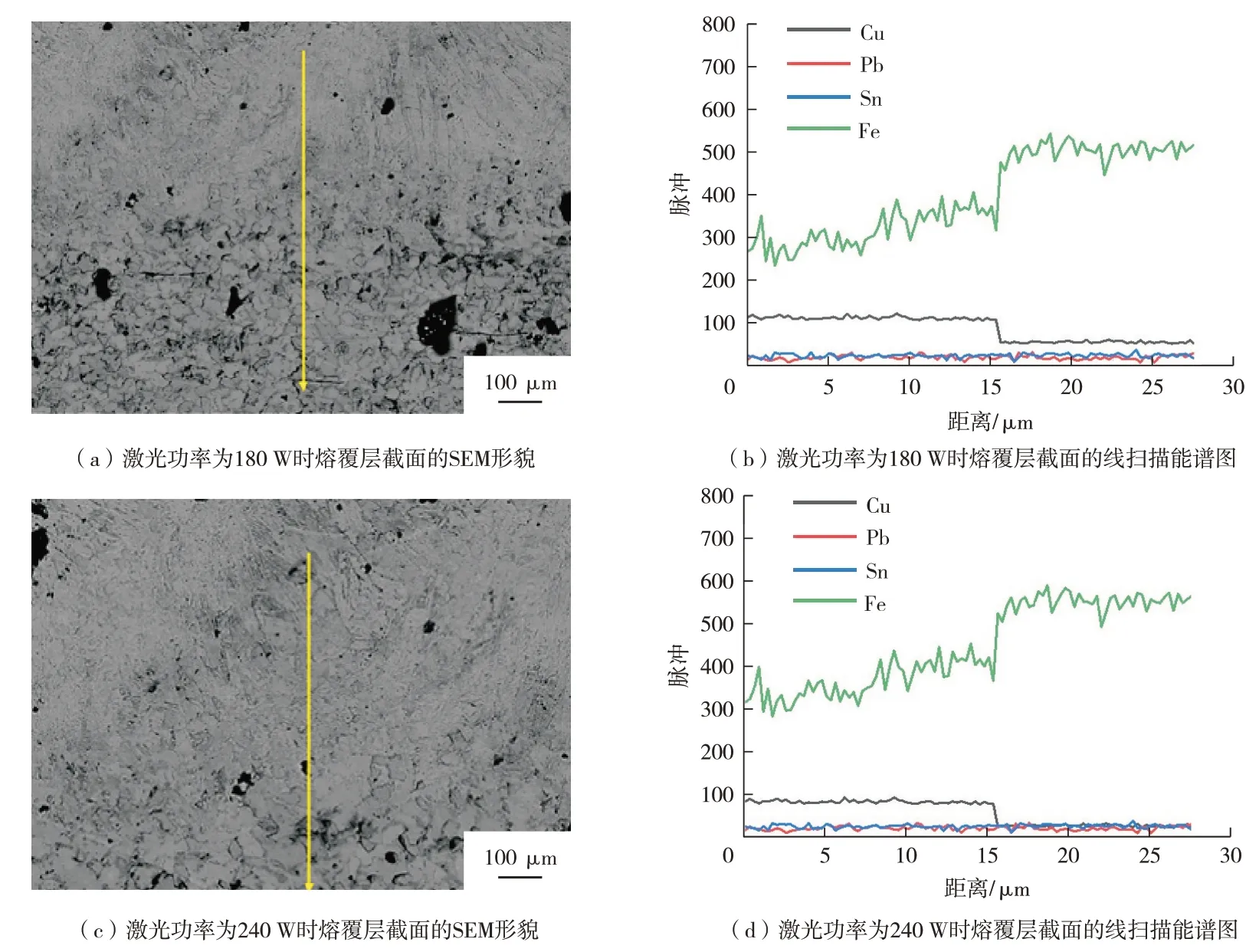
图3 不同激光功率条件下的熔覆层截面SEM形貌及线扫描能谱
综上所述,在扫描速度为5 mm/s、激光功率为240 W的条件下,可以制备出成形较为良好的铅青铜熔覆层,虽然此时稀释率较高,但熔覆层缺陷少、与基体结合情况良好。
2.2 熔覆层力学性能分析
2.2.1 硬度分析
不同工艺参数下熔覆层截面的平均硬度如图4 所示,由图4 可知,B 组试样的熔覆层平均硬度明显高于A 组和C 组。这是因为A 组试样的扫描速度较慢,熔覆层吸收热量较多,熔覆层易出现较多裂纹与塌蚀,导致熔覆层结构不致密,硬度较低;而C组试样的扫描速度较快,熔覆层吸收热量较少,熔覆层熔覆不均匀且内部缺陷较多,导致其熔覆层硬度较低。对于B组试样,随着激光功率的增加,熔覆层平均硬度先增大后减小,当功率为120 W时,由于热输入较小,粉末熔化不均匀,熔覆层硬度较低;当功率为300 W时,粉末发生烧蚀氧化,熔覆层的硬度也较低;当激光功率由180 W 增加至240 W 时,熔覆层显微硬度由277.7HV0.1增大至334.3HV0.1。在相同的扫描速度下,激光功率越大,熔覆层厚度便越大,基体中的Fe 元素逐渐融入熔覆层,大量的Fe 元素在铅青铜熔覆层中形成硬质相马氏体,因此,当激光功率为240 W时,熔覆层的显微硬度最高。
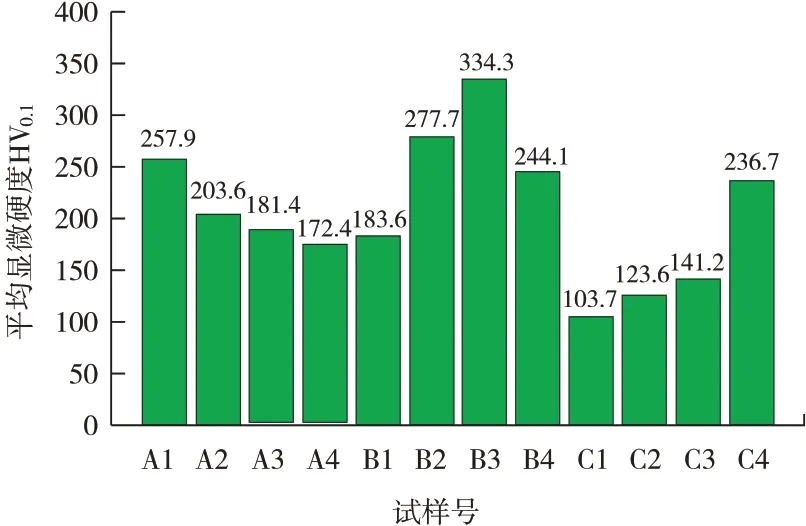
图4 不同工艺参数下熔覆层的平均硬度
2.2.2 耐磨性测试
对不同工艺参数下的熔覆层进行摩擦磨损性能测试。由于A 组和C 组试样的熔覆层表面出现了气孔、裂纹和氧化烧蚀,且熔覆层表面不平整,因此不进行摩擦磨损性能测试。对B 组熔覆层表面进行研磨抛光,通过试样磨损失重、熔覆层表面磨损形貌来评价其摩擦磨损性能。
B 组试样摩擦磨损试验前后试样的质量变化及失重率见表4。从表4 可知,当激光功率为120 W 时,质量损失最小,这是因为此时功率较小,热输入较小,铅青铜粉末无法充分熔化,融入熔覆层的基体元素较少,此时熔覆层内铜铅比例较高,在摩擦过程中易被挤出形成自润滑涂层,从而降低摩擦过程中的质量损失;与激光功率为180 W 时相比,当激光功率为240 W 时,试样的磨损量及失重率较低,这主要是由于随着激光功率的增大,基体元素不断融入熔覆层,导致熔覆层硬度增大,耐磨性增强,磨损量降低;当激光功率为300 W时,熔覆层裂纹较多,试样的磨损量及失重率变大。B 组试样表面磨损形貌如图5所示,由图5可知,当激光功率为120 W时,熔覆层表现出黏着磨损,熔覆层组织在磨损过程中发生剥落,并在法向载荷和摩擦热影响下黏着在熔覆层表面;当激光功率≥ 180 W 时,熔覆层表面均出现了犁沟形貌,同时可以观察到熔覆层表面有剥离现象,熔覆层的磨损类型为磨粒磨损和粘着磨损的复合磨损类型;当激光功率由180 W增大至240 W时,熔覆层表面的犁沟变浅,粘着物减少,这是因为当激光功率为240 W时,熔覆层内部结构致密无缺陷,熔覆层硬度更高,具有更高的耐磨性。

图5 B组试样熔覆层表面摩擦形貌

表4 B组试样铅青铜熔覆层的磨损量及失重率
2.3 熔覆层物相分析
对激光功率为240 W、扫描速度为5 mm/s的铅青铜熔覆层表面进行EDS 面扫描能谱分析,扫描的结果如图6 所示,EDS 分析结果见表5。根据图6和表5可知,Fe、Cu、Sn、Pb均出现在熔覆层内部,且各元素在熔覆层内部分布均匀,熔覆层内部Fe 元素含量最高,Pb 与Sn 含量较少。产生这种现象的原因一方面是因为Pb 和Sn元素熔点较低,激光束能量密度高,在熔覆过程中,Pb 和Sn 易被烧损;另一方面是由于42CrMo 基体被激光熔化了一部分,导致稀释率提高,使熔覆层中的Fe元素含量增大。
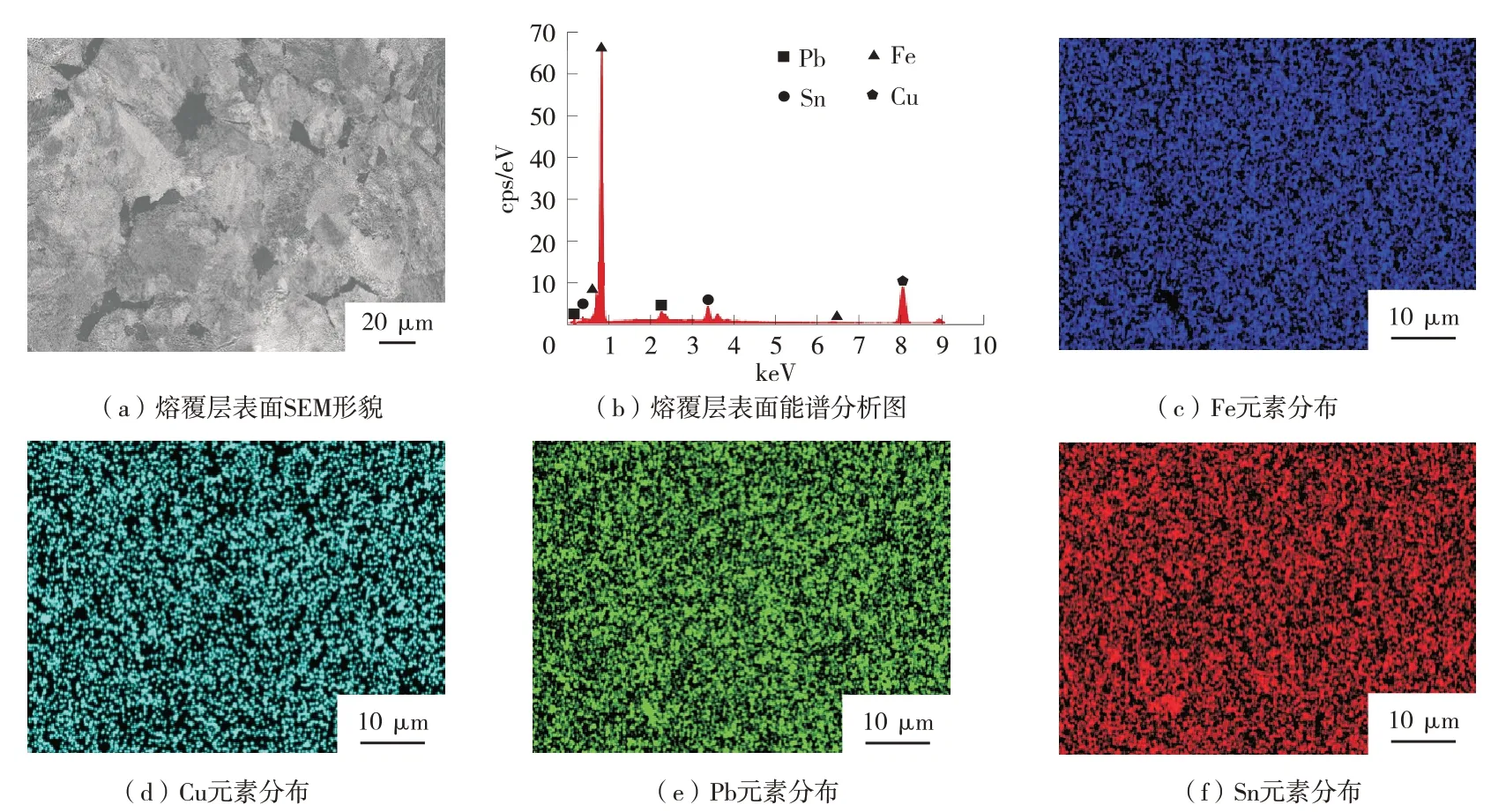
图6 熔覆层能谱分析图

表5 EDS元素分析结果 %
对激光功率为240 W、扫描速度为5 mm/s的铅青铜熔覆层进行XRD 分析,结果如图7 所示,由图7可知,Cu-10Pb-10Sn熔覆层主要由马氏体、α-Cu、Pb、CrMo3S4组成。激光熔覆过程中,基体与熔覆层之间发生冶金结合,元素在两者之间互相迁移[11],基材中的Fe 元素被稀释到熔覆层中,根据铜铁相图,铁和铜在固态时有限互溶,在液态时无限互溶,激光熔覆过程中会形成熔池,这使得铁在铜中的固溶量增大[12-13]。因此,基材中的铁熔化进入铅青铜熔覆层后,在熔融量较少时以固溶形式存在,超过铜的固溶量以后则以独立的富铁相形式存在,使得熔覆层由单一的α-Cu固溶体变为α-Cu+钢的双相组织。此外激光熔覆时熔覆层冷却速度较快,故富铁相易转变为马氏体[14-15],可发现有CrMo3S4相的生成,这进一步说明了稀释率过大而导致基材元素进入熔覆层形成化合物。
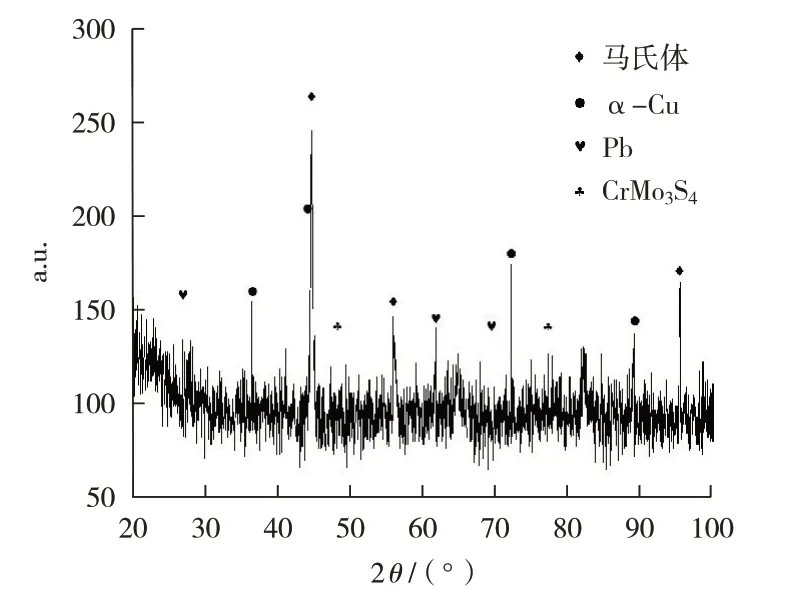
图7 铅青铜熔覆层表面XRD分析结果
3 结 论
(1)通过对比不同工艺参数条件下熔覆层表面成形和截面成形质量,当激光功率为240 W、扫描速度为5 mm/s时,熔覆层性能最优。
(2)激光功率为240 W、扫描速度为5 mm/s时,熔覆层平均硬度最高,磨损试验的试样失重率较低,铅青铜熔覆层的磨损类型为黏着磨损和磨粒磨损的复合磨损形式。熔覆层的显微组织主要由马氏体、α-Cu固溶体、CrMo3S4、Pb相组成。
