火焰表面淬火对QT700-2 组织与性能影响
2023-05-20杨宪明
杨宪明
(石家庄工业泵厂有限公司,河北 石家庄 050100)
球墨铸铁是机械制造行业中广泛应用的一种金属材料,具有良好的技术经济效益。火焰淬火适用于单件小批生产或现场淬火或对于运输拆卸不便的重大零件和不适于采用其他表面淬火的零件。QT700-2 与德国GGG70L 牌号相似,具有良好的力学性能、表面淬火性能及焊接性能,目前较多应用于拉延模具[1]。采用QT600-3 和QT700-2 制造整体拉延模具具有如下优点:(1)可以省去刃口镶块,整个拉延模整体铸造成型,节省材料费和机加工费;(2)拉延模在使用过程中球墨铸铁本身具有自润滑作用,同时球墨铸铁具有吸油性,可提高拉延模的减摩性;(3)球墨铸铁较GM241 和GM246 具有较小的内应力和变形性,其强度远大于GM241 和GM246,能够明显提高拉延模的使用寿命和精度。但是,在生产过程中有时会出现表面淬硬度和耐磨性达不到零件要求的问题[2]。本文着重分析火焰淬火对QT700-2 淬火后组织与性能影响,分析淬火后组织的转变特点,为日后分析研究模具淬火硬度低和淬火开裂等问题提供基础。
1 实验方案
1.1 实验材料
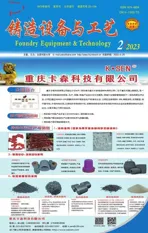
本实验所用QT700-2 的化学成分如表1 所示,为了检验材料表面火焰淬火的效果,制作了一些实验样块,其中楔形试块用来制作抗拉试棒,厚板形试块用来制作火焰淬火样件,厚度45 mm,具体样块结构如图1 所示。

表1 化学成分(质量分数,%)
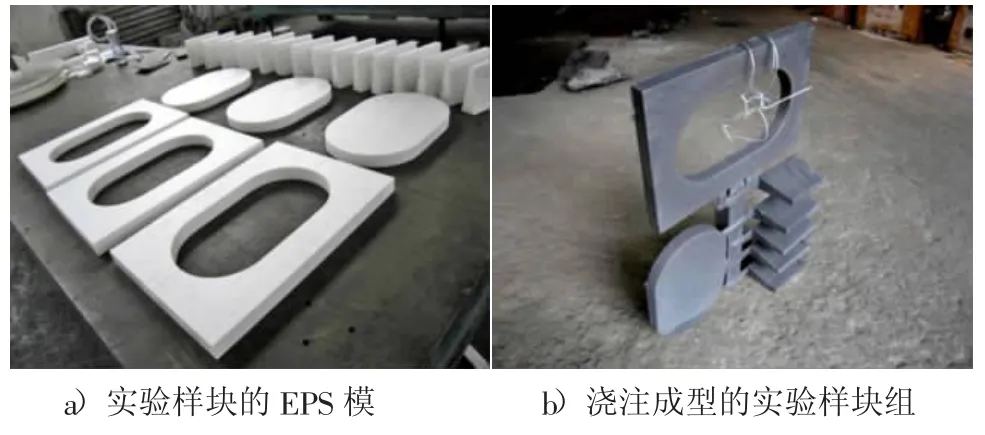
图1 试样样块结构
1.2 实验材料的铸态组织与力学性能
对厚板型铸造试块线切割,切取金相试样,进行金相观察分析,金相组织与SEM 图像如图2 所示。铸态组织中石墨球化情况良好,球化率都在90%以上,球化级别在2 级。相关实验材料铸态组织及力学性能如表2 所示。
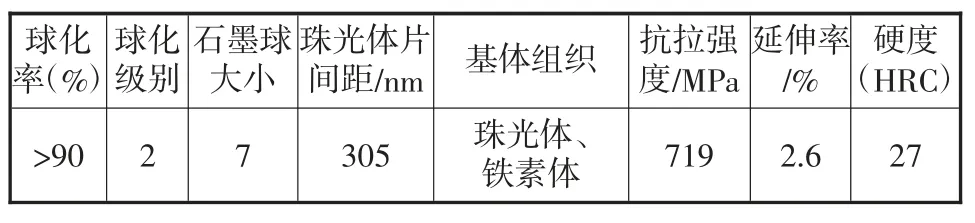
表2 实验材料铸态组织及力学性能
图2 金相组织与SEM 图像
1.3 火焰淬火工艺简述
表面火焰淬火时,控制氧气压力在0.4 MPa~0.6 MPa,氧气与乙炔的混合比例1∶1.2 左右,火焰呈中性蓝色,保证火焰适当长度,工件端面与喷嘴尽量保持垂直,,喷嘴距加热表面的距离70 mm,将样件加热到橘红色,温度约为880 ℃~900 ℃.淬火后的试块冷却到室温后再检测淬火区的表面硬度。
2 火焰表面淬火后组织与硬度
火焰淬火后试样由表面至里可分为淬火热作用区和本体铸态区,将金相照片拉长示意火焰淬火热作用区即相变区的组织分布情况如图3 所示,淬火后试块的表层向内部分别为熔凝表层、渗碳体析出层、马氏体转变层与珠光体增多层,各层组织如图4 所示,其后为本体组织属于铸态组织。
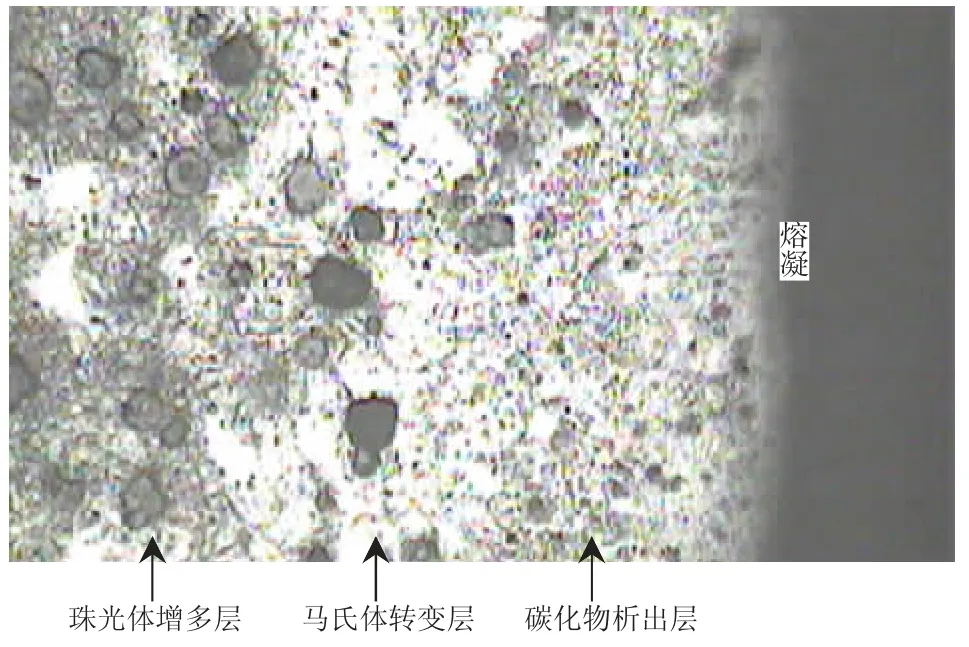
图3 试样横截面组织变化示意图
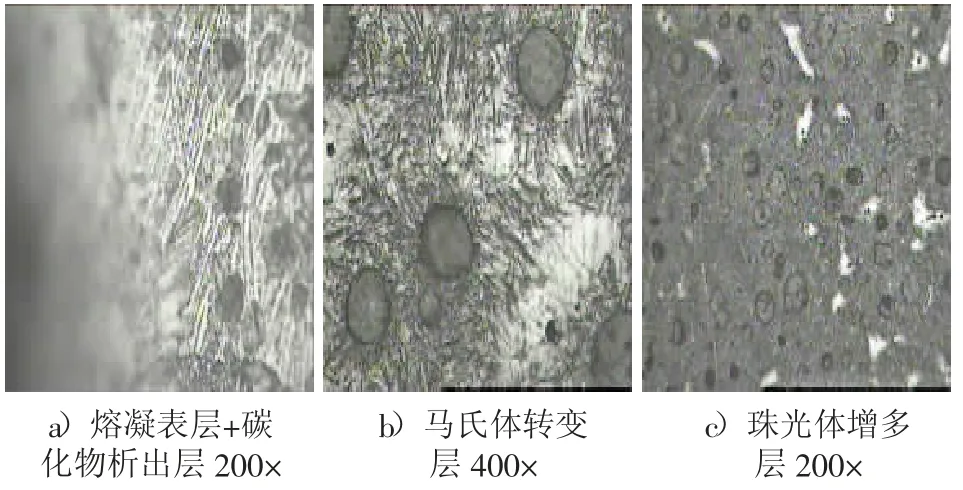
图4 各转变层金相组织
随着深度的增加,组织有较大变化,试块最表层冷却速度最快,在马氏体转变之前有碳化物析出,靠近该层组织冷却速度也较快,转变成马氏体。在石墨球周围,碳浓度较低,Ms 点温度高,快冷后除形成马氏体外,还有部分残余奥氏体。再向内,冷却速度较为缓慢,接近正火空冷,珠光体增多。火焰淬火后各层组织厚度如表3 所示。
在光镜下目测各相变区深度,从最表面至马氏体转变区为渗碳体区深度,从马氏体转变区至珠光体增多区,为马氏体区深度,然后至本体区为珠光体增多区深度,并在火焰淬火后,试块表面做了硬度测试,测量值如表3 所示。

表3 各相变区深度与试块最表层硬度
火焰淬火后,组织变化明显,其中马氏体区深度达1 mm 以上,表面硬度提高至50 HRC 以上。火焰表面淬火可作为球墨铸铁QT700-2 一种经济有效的表面硬化手段。
3 结论
1)对QT700-2 火焰淬火后,可明显观察到各相变区组织,由外到内分别是熔凝区、碳化物析出区、马氏体转变区、珠光体增多区;
2)经火焰表面淬火后,QT700-2 表面硬度由27 HRC 增加至50 HRC 以上,硬度增加明显;
3)通过火焰表面淬火能得到理想的马氏体层深度,可开发应用于局部需要硬化的模具。