向日葵秸秆固体燃料成型工艺及储运条件优化
2023-05-10钱晓亮郑德聪黄志杰
钱晓亮,张 静,郑德聪,黄志杰
(山西农业大学农业工程学院,山西 晋中 030801)
0 引言
为实现“碳达峰、碳中和”目标,以农作物秸秆压缩成型制作固体燃料能有效解决能源短缺问题,减少秸秆露天焚烧,提高秸秆综合利用率。向日葵在北方被广泛种植,每年收获后都会剩余大量秸秆[1]。将其制成固体燃料可提升燃料品质,降低储运成本,但生产后通常需经6 个月的储藏才可转运至燃烧地。在此期间,需对储藏环境进行严格把控以保证燃料不会出现霉变,而湿度会对燃料表面形貌、密度、全水分和磨损率产生影响[2]。
国内外学者对其他固体燃料的成型及储运进行了相关研究。谢祖琪等[3]监测了麦秆捆的密度、含水率、芯部温度和热值等参数,研究发现,麦秆捆在相对湿度较高的年份里,储藏环境对绝对干热值影响不显著,能安全储存并作能源利用。黄文等[4]认为低温低湿条件利于木薯干颗粒长期储藏,编织袋包装材料可减缓全水分增长,延长储藏期。樊峰鸣等[5]以华北地区玉米秸秆和大豆秸秆为原料,研究了粒度、含水率等对燃料物理性能的影响,生产出了便于储运的成型燃料。RENTIZELAS A A 等[6]认为生物质固体燃料可以在10%~15%较低全水分下大批量长期储存。
本文在梁少雄[7]研究储运条件的基础上进一步探讨向日葵秸秆的成型工艺、储藏条件和运输振动状况3 个重要环节的参数要求,优化向日葵秸秆成型工艺,得到向日葵秸秆固体燃料(简称燃料)的储藏条件,确定最佳包装材料及合理的振动频率,为向日葵秸秆的综合利用和储运环境调控提供参考。
1 材料与方法
1.1 试验准备
向日葵秸秆用睿核TQ-1000Y 型粉碎机进行粉碎并筛分出粒径范围在0.16~0.63、>0.63~1.25 和>1.25~2.50 mm 的试验原料,密封烘干至恒定质量。运输和储藏所用成型燃料为山西农业大学自研的11JP-6 型生物质颗粒燃料成型机压缩成型,其成型工艺参数为含水率4%~8%、温度130~150 °C,压力80~100 MPa,粒径0.16~0.63 mm。成型燃料尺寸为直径6 mm,长(22.5±7.5)mm。
1.2 试验方法
1.2.1 成型试验方法
称取一定量的干燥向日葵秸秆颗粒装入自封袋中滴加定量纯净水后充分混合均匀,每次试验取10 g 加入孔径40 mm 的筒状模具中,并在模具外包裹陶瓷加热圈,调节XMTD 型数显调节仪至试验温度后,停止加热,并在YP-20TB 型油压式粉末压片机上以设计压力进行加压成型。保压3 min 后取出成型燃料,用游标卡尺测量3 次燃料厚度和直径取平均值,称量其质量计算密度后,装入自封袋中备用。
1.2.2 储藏试验方法
试验以表面形貌、密度、全水分和磨损率为评价指标。试验称取约30 g 成型燃料置于HSP-80B 型恒温恒湿培养箱内并设定相应的温度和相对湿度。储藏时间为30 d。对储藏前后的成型燃料进行密度(直径、长度、质量)、全水分和磨损率3 项物理指标的测定,通过改变储藏环境湿度进行单因素试验考察燃料密度、全水分和磨损率在储藏过程中的变化,在环境温度25 °C 时分别设定相对湿度为40%、50%、60%、70%、80%和90% RH。
1.2.3 运输试验方法
运输试验主要考量成型燃料对运输环境的适应性及包装的可靠性[8-10]。运输试验常用现场跑车或机械振动台模拟进行,前者试验重现率较低、不能采用加速试验且试验成本较高,后者可以通过提高振动量值来压缩试验时间,并且其试验成本较低[11-12]。运输振动是宽带随机振动[13]。因振动瞬时值服从高斯分布,故根据振动信号的幅值概率密度函数、自相关函数和功率谱密度函数3 个特征函数即可描述该振动。
自相关函数描述随机过程的时域特性,功率谱密度函数描述随机过程的频域特性,由维纳—辛钦定理,功率谱密度函数与自相关函数是一傅里叶变换对,如式(1)所示[14]。
当两个宽带随机振动具有相同的幅值概率密度函数,在正态随机振动模拟中即可认定两者等效[15]。试验采用的模拟运输振动台需产生能满足高斯分布的带宽随机振动,并且功率谱和振动量值相同,即可模拟汽车运输振动。
试验依据ASTM D 4728、ASTM D 999 及GB/T 4857 标准[16-19]。选用LBT-5024 型模拟汽车运输振动台,其频率为1.5~5.0 Hz,振幅为25.4 mm,采用回转振动方式,可模拟车速为25~40 km/h。试验依据式(2)计算速度选择方式,总振动次数14 200 次。
2 成型工艺参数优化
2.1 数据分析
田口方法是一种有效的稳健性优化设计方法,试验成本低、效益高,正交表和信噪比则是其重要工具[20]。采用L9(34)4 因素3 水平正交表,含水率水平为6%、9%、12 %,温度水平为80、110、140 °C,压力水平为60、90、120 MPa,粒径水平为0.16~0.63、>0.63~1.25、>1.25~2.50 mm。密度的信噪比符合望大特性,其计算如式(4)所示,试验结果和信噪比(VSNR)如表1 所示。
由表1 可知,9 组正交试验中R5的信噪比最大为0.520,相比于R7、R8和R9可知,较高的含水率不利于燃料成型。少量水分会在燃料压缩过程中与物料内糖类和果胶质结合成胶状物,促进颗粒间的黏结;也会加强热传导,加快木质素软化提高黏结性;同时也会在颗粒间形成较高的范德华力和较强的氢键[21]。然而,过高的水分会在高温作用下形成水蒸气,在燃料内形成较高的内应力,在脱模时会因水蒸气压力造成燃料开裂甚至是“放炮”现象[22]。
从本文所得出的多元线性回归模型中我们可以发现,河南省人口老龄化与城镇化率、老龄人口抚养比和卫生机构数量高度相关。
4 因素3 水平正交试验的比效应值如表2 所示,4个因素比效应最大值分别为—0.463、—0.303、—0.203、0.024,对应最优因素/水平组合为A/0、B/0、C/1、D/—1,即固体燃料的最佳工艺参数组合为含水率9%、温度110 °C、压力120 MPa、粒径0.16~0.63 mm。
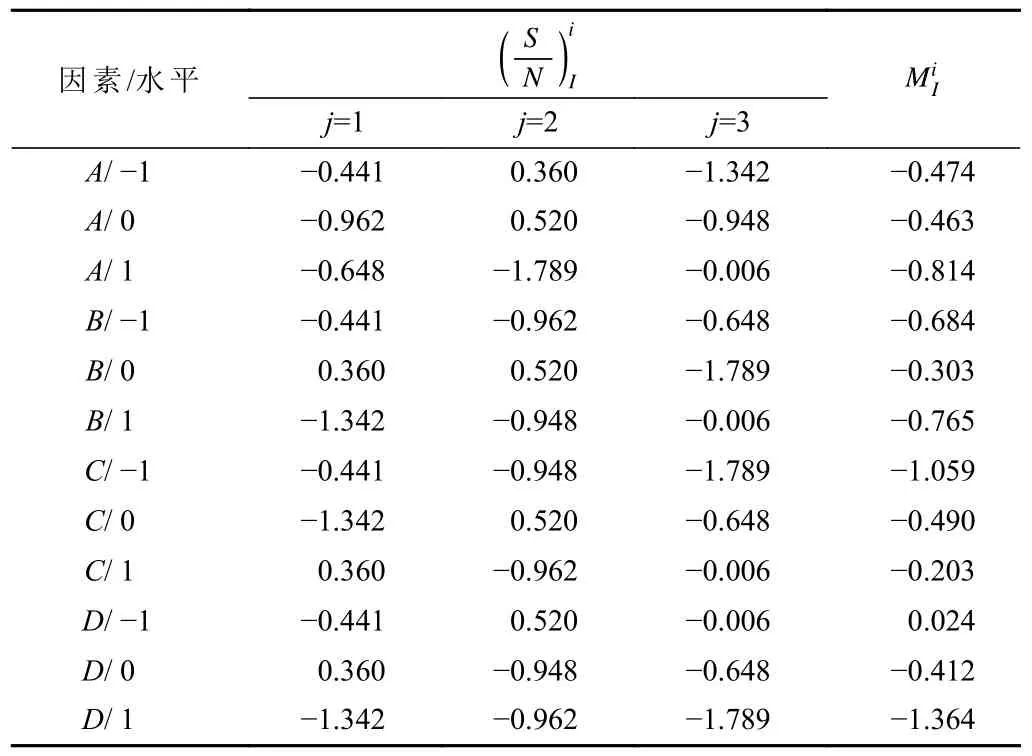
表2 比效应值Tab.2 Ratio effect value
2.2 方差分析
将表1 中数据导入SAS 软件中进行方差分析,分析含水率、温度、压力及粒径对燃料密度的影响,其结果如表3 所示。分析表明,向日葵秸秆固体燃料成型过程中各工艺参数对密度贡献率分别为含水率59.26%、温度1.59%、压力32.96%、粒径0.59%,其中误差贡献率为5.6%。含水率和压力P值均<0.01,对成型燃料密度影响极其显著;温度P值<0.05,对成型燃料密度影响显著;粒径P值>0.05,对成型燃料密度影响不显著。
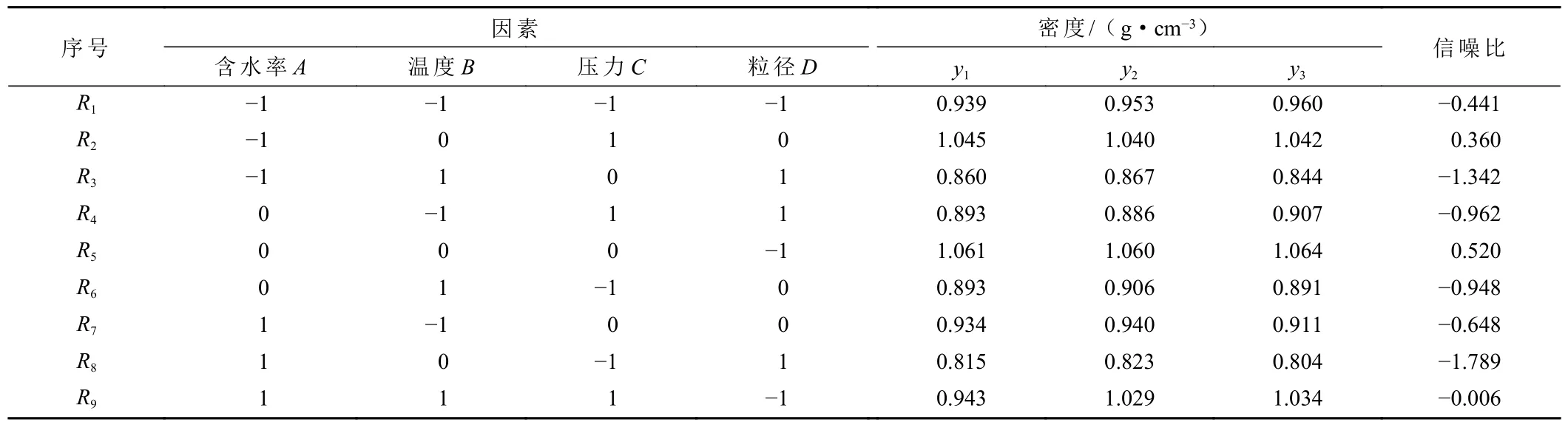
表1 燃料成型试验结果及其信噪比Tab.1 Fuel molding test results and signal-to-noise ratio
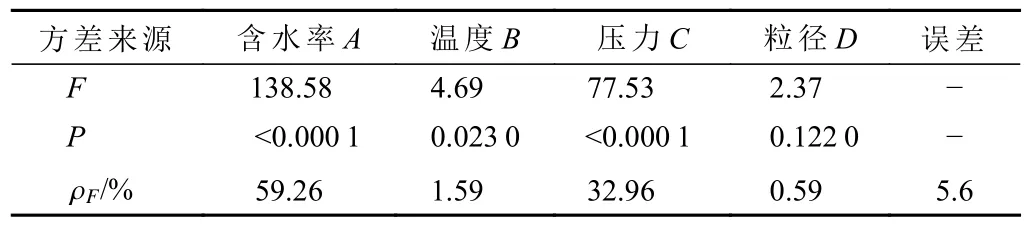
表3 方差分析结果Tab.3 ANOVA results
3 储藏试验结果与分析
3.1 燃料表面形貌
燃料在储藏30 d 后,在相对湿度40%~60% RH时,燃料表面光滑无裂纹,体积状态良好。在相对湿度70%~80% RH 时,燃料表面粗糙,体积略有膨胀,颜色略微增暗。在相对湿度90% RH 时,燃料表面附着大量霉菌,颗粒粗糙,颜色暗淡,体积涨大。
3.2 燃料密度
因成型燃料密度的不确定性,每组试验重复5 次取平均值,结果如图1 所示。在同等温度下,相对湿度的增加导致了燃料密度小幅增长后大幅度降低,相对湿度低于50% RH 时,燃料与环境湿度达到平衡后能吸收环境中的水分而体积尚未膨胀,故而出现小幅度的密度增长。随着相对湿度的升高,燃料吸收大量水分,体积大幅膨胀甚至是胀裂,密度大幅下降,燃料品质下降。因此,为保证燃料密度的稳定性,适宜的储藏湿度< 60% RH。
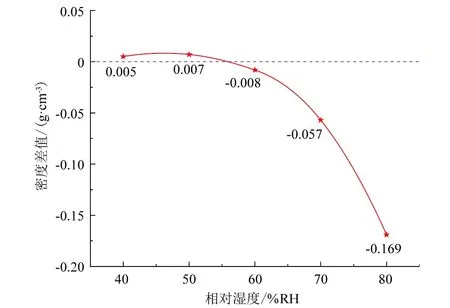
图1 储藏环境对密度差值的影响Fig.1 Influence of storage environment on density difference
3.3 燃料全水分
全水分指燃料达到空气干燥时保持的水分和燃料在与周围湿度平衡时所丢失的水分之和,以及内在水分与外在水分之和,其计算如式(6)所示。
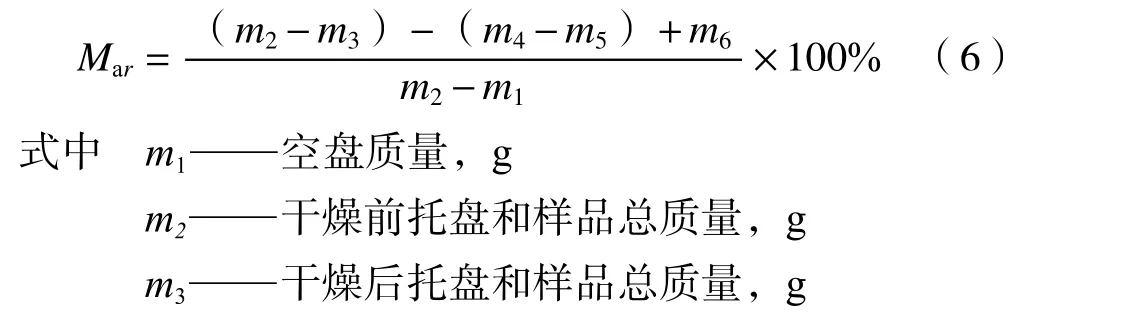
m4—干燥前参照盘质量(室温称量),g
m5—干燥后参照盘质量(热态称量),g
m6—包装内水分质量,g
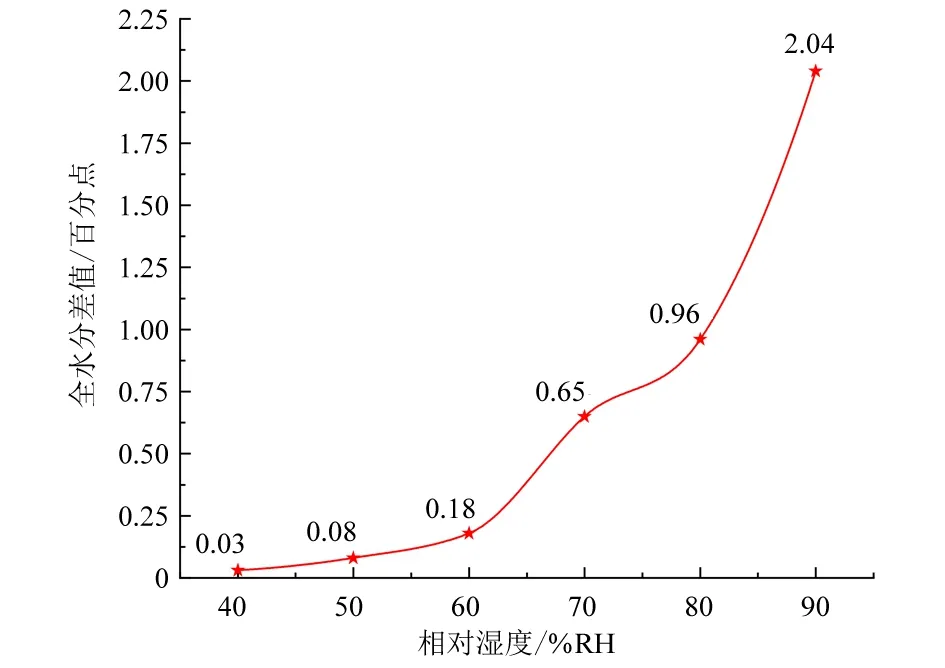
图2 储藏环境对全水分差值的影响Fig.2 Influence of storage environment on total moisture difference
3.4 燃料磨损率
燃料磨损率是对燃料粘结程度的表征,是评价燃料储藏运输过程中因非人为因素造成质量缺损的指标。依照欧盟标准CEN/TS 15210-2 进行储藏前后燃料磨损率的测定,其结果如图3 所示。环境湿度对燃料磨损率影响极大,相对湿度40% RH 和90% RH 的两组试验分别对应磨损率的最高点97.52%和最低点70.65%,两者相差26.87 个百分点。NY/T 2909—2016 中将生物质燃料磨损率分为3 级,第1 级>97.5%,只有相对湿度< 40% RH 时满足此要求;第2 级>95%,此时相对湿度<60% RH;第3 级>90 %,相 对 湿 度>70% RH[24]。故在燃料储藏过程中应始终保持相对湿度<70% RH,才可使燃料磨损率符合使用要求。
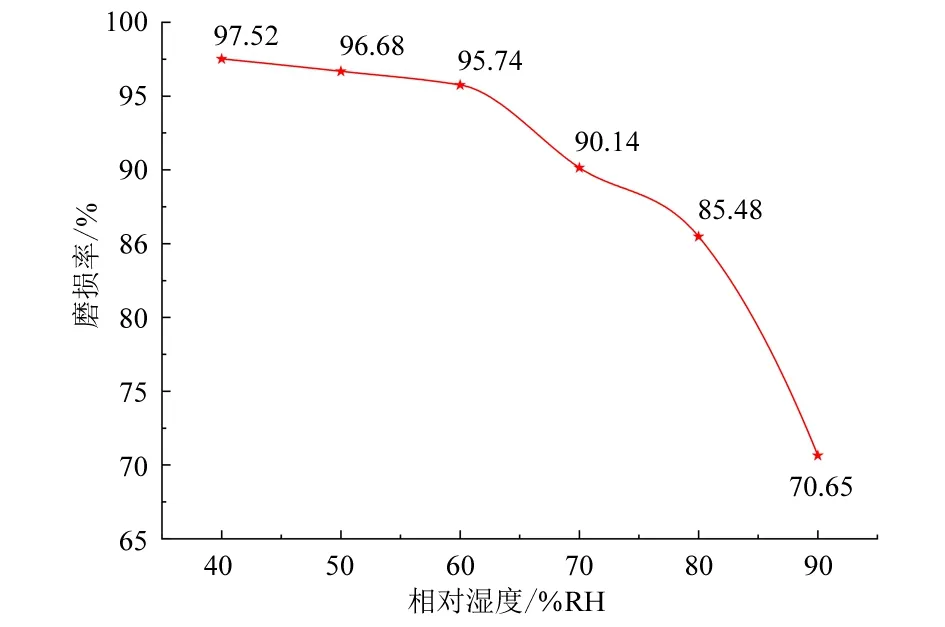
图3 储藏环境对磨损率的影响Fig.3 Influence of storage environment on wear rate
4 运输试验分析
分别试验蛇皮袋、纸箱、木箱和铁皮箱4 种包装方式下向日葵秸秆固体燃料承受运输振动的能力。如图4 所示,记录成型燃料在不同试验速度下各包装方式模拟运输振动前后的质量,并计算其差值记为质量缺损(g)。
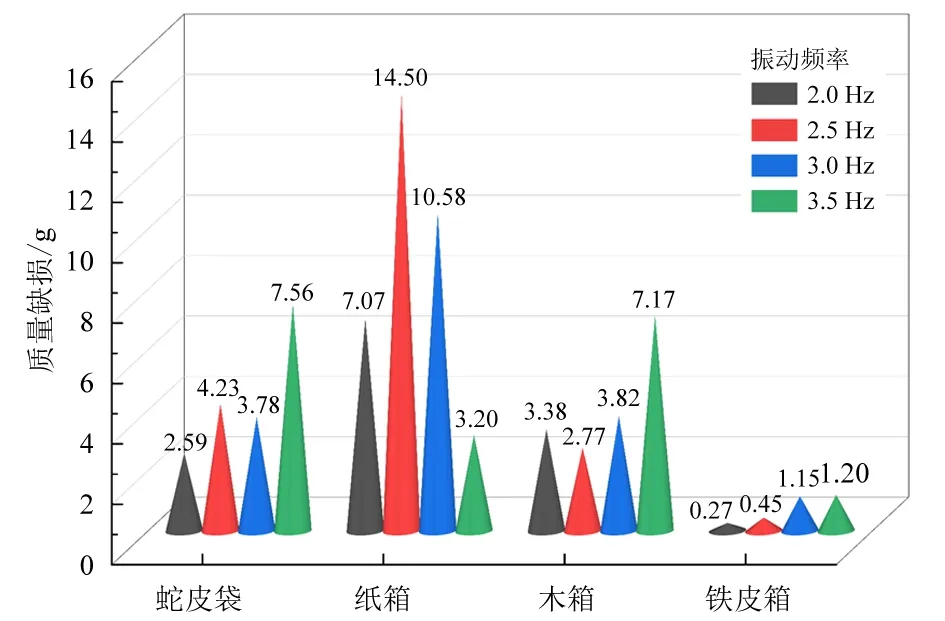
图4 包装材料对燃料质量缺损的影响Fig.4 Effect of packaging materials on fuel quality defects
偏心轴转速120、150、180、210 r/min 分别对应频率2.0、2.5、3.0 和3.5 Hz,在2 Hz 振动频率下燃料质量缺损最低,分别为2.59、7.07、3.38 和0.27 g,而在2.5 Hz 频率时质量缺损最高。试验中铁皮箱在不同试验速度下均能保持较低的质量缺损,而纸箱包装的燃料受试验速度影响较大,发生了较多的质量缺损。
向日葵秸秆固体燃料在铁皮箱包装下以2 Hz 即偏心轴转速120 r/min 运输时能保持较低的质量缺损。从燃料运输过程中质量缺损情况来看,包装材料的选择顺序为铁皮箱>木箱>蛇皮袋>纸箱。
5 结束语
以向日葵秸秆为原料,研究秸秆成型、储藏和运输3 个重要环节中影响燃料品质的因素,以成型后密度为衡量标准进行成型工艺优化,以环境湿度为变量研究燃料表面形貌、密度、全水分及磨损率的变化情况,试验研究了蛇皮袋、纸箱、木箱和铁皮箱4 种包装方式对燃料运输过程中质量缺损的影响。正交试验表明,向日葵秸秆固体燃料成型最佳工艺参数是含水率9%、温 度110 °C、压 力120 MPa、粒 径0.16~0.63 mm。储藏试验表明,要求环境湿度<60% RH,因此在年均湿度40%~60% RH 的北方地区,成型燃料能存储较长时间。运输过程中用铁皮箱包装并以偏心轴转速120 r/min 运输能保持较低的质量缺损。
