MONOBRAZE单层翅片箔与三层复合翅片箔耐腐蚀性能对比研究
2023-05-09郭飞跃卢紫琼村濑崇吴佳丽黄美艳
郭飞跃,卢紫琼,村濑崇,陈 成,吴佳丽,黄美艳
(乳源东阳光优艾希杰精箔有限公司,韶关 512721)
0 前言
冷凝器是汽车空调系统的重要组成部分,具有换热效率高、体积小、重量轻、耐高压、冷媒用量少等众多优点[1]。近年来,随着汽车向着轻量化、节能化的方向发展,汽车空调冷凝器也朝着低成本化、高强度、长寿命的方向发展[2]。传统汽车空调冷凝器主要采用表面喷Zn 挤压多孔管(简称MPE管)、三层复合翅片、集流管、边板等组装钎焊而成。冷凝器使用寿命很大程度上都取决于复合翅片,特别是复合翅片厚度不断减薄,因而对材料的钎焊后强度及SWAAT(循环酸性海水试验)外部腐蚀性能等方面提出了更高的要求[3-5]。2018 年,乳源东阳光优艾希杰精箔有限公司与UACJ 株式会社合作开发了可以替代三层复合翅片的MONOBRAZE单层翅片箔(以下简称MB翅片)产品,并申请了全球专利保护,与传统三层复合翅片箔相比,在600 ℃左右钎焊温度条件下,MONOBRAZE单层翅片表面也可以析出液体,可以起到同样的钎焊连接效果。
本文通过对MB 翅片箔、三层复合翅片箔两种材料进行钎焊前、后力学性能测试,并对两种材料钎焊后的冷凝器进行电位检测、EPMA(电子探针显微分析)元素扩散分析和SWAAT(循环酸性海水试验)腐蚀试验测试,对比研究了MB 翅片箔、三层复合翅片箔的耐腐蚀性能,并对耐腐蚀机理进行了探讨。
1 试验方案
1.1 材料制备
采用99.7%普铝锭、速熔硅、Al-Si 中间合金、Al-Fe 中间合金、锰剂、99.5%纯锌锭等原材料,熔铸成4343合金钎焊材、Al-Si-Mn-Zn合金芯材等两种板锭,经过铣面、钎焊材板锭加热和热轧切板、焊合成复合板锭(三层复合,上、下4343层单面复合比(10±2)%)、复合板锭加热后热轧成6.0 mm厚辊轧等,再经过冷轧、中间退火、箔轧、分切等工艺流程制成0.07 mm厚的4343/Al-Si-Mn-Zn/4343复合翅片箔。
MPE 管料采用目前行业常用的3102 合金多孔挤压管料,表面喷Zn浓度6 g·m-2。复合翅片钎焊材和芯材合金、MB翅片箔的化学成分见表1。
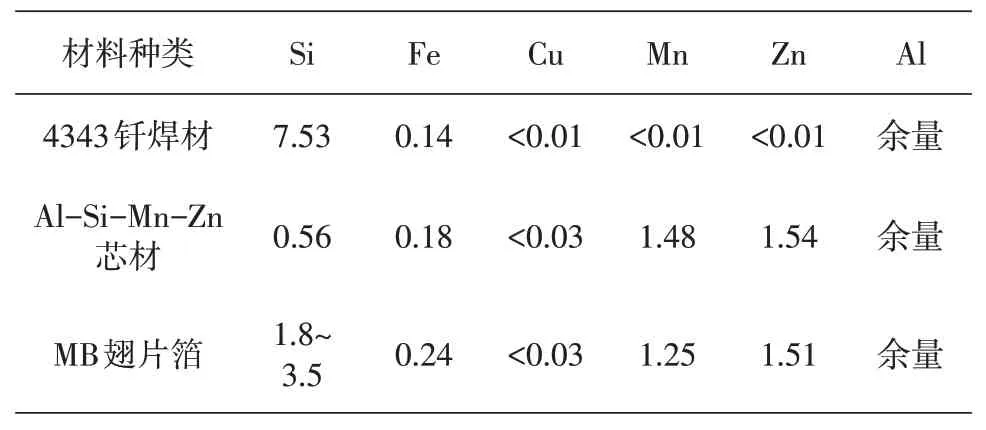
表1 试验材合金成分(质量分数/%)
1.2 试验及检测项目
将复合翅片、MB 翅片箔成品放在小型钎焊炉中模拟钎焊热处理(600 ℃×3 min),升温曲线如图1 所示。钎焊前、后拉伸力学性能测试在CMT6104万能拉伸试验机上进行。

图1 模拟钎焊升温曲线
将复合翅片、MB 翅片箔分别制成波浪带,与MPE 管进行机械组装,采用N2保护钎焊后,得到两种小型微通道冷凝器,用影像投影仪进行钎焊后外观质量检查。
采用EPMA设备面扫描检测钎焊后的冷凝器翅片与MPE 管连接区域的元素分布情况,并采用HE-104A 电位计检测钎焊后的冷凝器翅片、焊角、MPE管表层和芯层等部位的电极电位;并采用CYP-90A 复合循环腐蚀试验机对钎焊后的冷凝器分别进行SWAAT 40 d腐蚀试验检测(按ASTM G85标准)。
分别取两种翅片钎焊后的冷凝器接头样品、SWAAT 腐蚀试验清洗后的样品,经镶嵌、机械研磨、混合酸侵蚀后,采用基恩士VHX-7000型显微镜观察断面形貌。
2 试验结果与讨论
2.1 拉伸力学性能
复合翅片、MB 翅片箔成品钎焊前、后力学性能结果如表2所示。
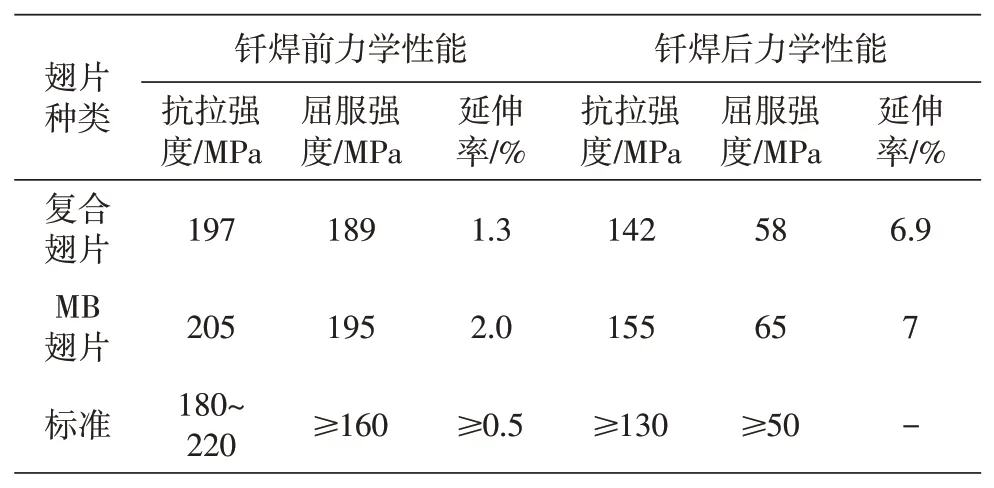
表2 复合翅片、MB翅片成品钎焊前、后力学性能
从钎焊前、后力学性能结果看,复合翅片、MB 翅片成品钎焊前、后力学性能均能满足标准要求,复合翅片钎焊前、后抗拉强度分别为197 MPa、142 MPa;MB 翅片钎焊前、后抗拉强度分别为205 MPa、155 MPa。
2.2 钎焊后外观及微观组织观察
复合翅片、MB 翅片箔钎焊后的冷凝器接头外观及微观组织观察结果如图2所示。

图2 冷凝器接头钎焊后外观及微观组织观察
从冷凝器接头钎焊后外观及微观组织看,复合翅片钎焊完后的焊角长度约443 μm,MB翅片钎焊完后的焊角长度约371 μm,MB翅片钎焊完后的焊角长度略小一些,但均与MPE 管钎焊连接良好(见图2(a)和图2(b))。另外,复合翅片钎焊完后翅片表面有明显的熔蚀缺陷、局部厚度变薄(见图2(c)),而MB翅片钎焊完后翅片无明显的熔蚀缺陷、厚度未变薄(见图2(d))。
2.3 钎焊后EPMA面分析及电极电位测定
复合翅片、MB翅片箔钎焊后的冷凝器接头部位EPMA面分析结果如图3、图4所示,检测的翅片、焊角、MPE管表层和芯层的电极电位结果如表3所示。
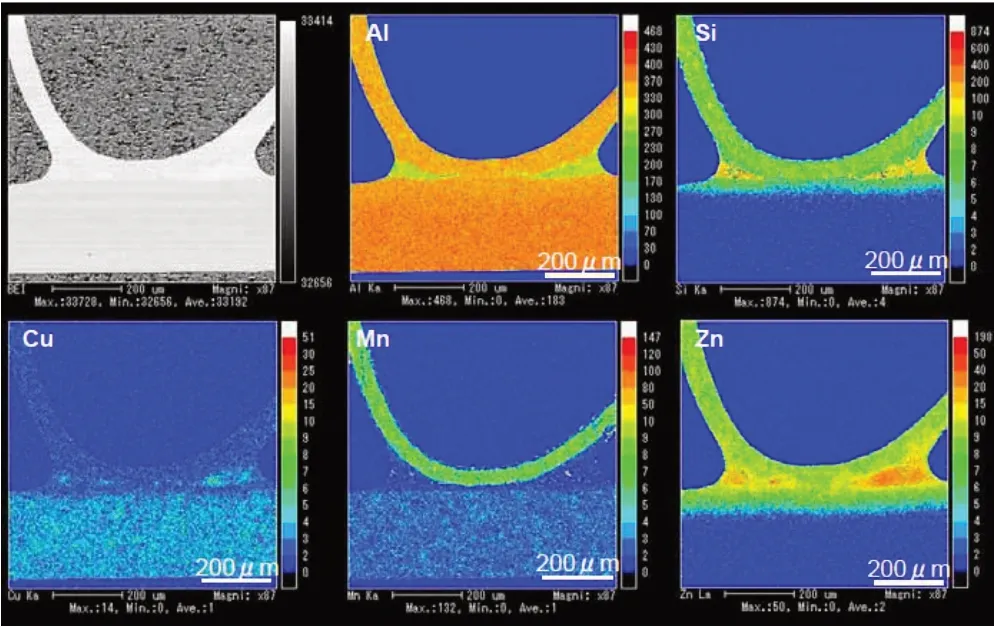
图3 复合翅片钎焊后的冷凝器接头EMPA面分析
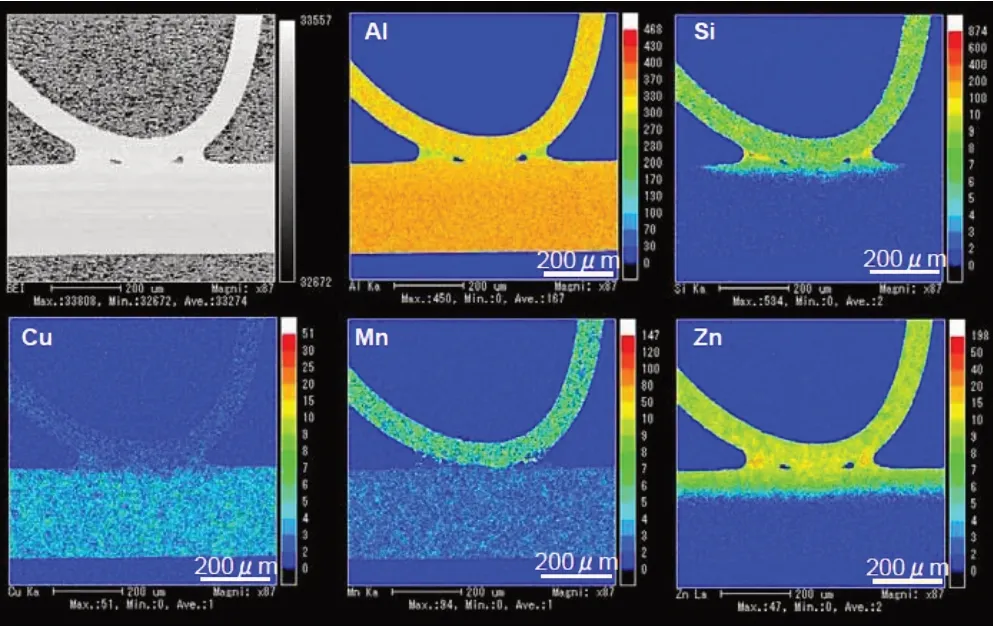
图4 MB翅片钎焊后的冷凝器接头EMPA面分析
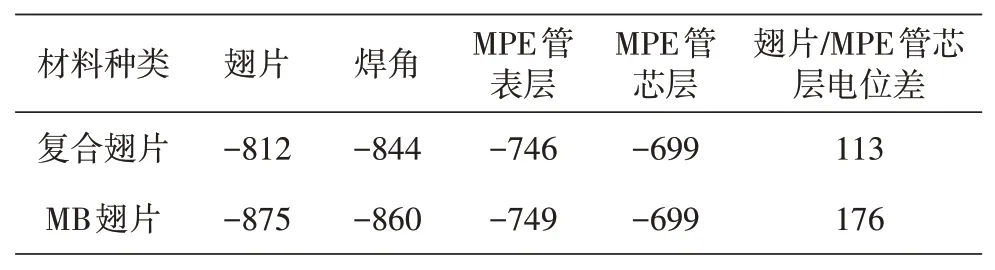
表3 钎焊后的冷凝器翅片、焊角、MPE管表层和芯层的电极电位(SCE电位/mV)
从图3、图4中的EPMA面分析结果看,图3中采用复合翅片钎焊后的冷凝器接头EMPA面分析结果焊角部位Zn 浓度颜色,与复合翅片相比非常深。而图4 中采用MB 翅片钎焊后的冷凝器接头EMPA 面分析结果焊角部位Zn 浓度颜色,与MB 翅片相比差异不大。
从表3中的电极电位测定结果看,复合翅片钎焊后的冷凝器接头,焊角部位的电极电位最低,翅片部位次之,翅片与MPE 管芯层电位差为113 mV;而MB翅片钎焊后的冷凝器接头刚好相反,翅片部位的电极电位最低,焊角部位次之,翅片与MPE管芯层电位差为176 mV。
2.4 SWAAT外部腐蚀试验结果
复合翅片、MB 翅片箔钎焊后的冷凝器接头SWAAT 40 d 腐蚀试验断面形貌观察结果如图5 所示。

图5 钎焊后的冷凝器接头SWAAT 40天断面形貌
从图5 中的钎焊后冷凝器接头SWAAT 40 d 腐蚀试验后的样品表面形貌看,采用复合翅片钎焊后的冷凝器接头SWAAT 40 d后,复合翅片与MPE管已经分离、焊角处腐蚀严重(见图5(a)和图5(c));而采用MB 翅片钎焊后的冷凝器接头SWAAT 40 d后,MB 翅片与MPE 管未完全分离,MB 翅片自身腐蚀较严重(见图5(b),图5(d))。
2.5 分析和讨论
拉伸力学性能结果表明,MB 翅片钎焊前、后抗拉强度均明显高于复合翅片,特别是钎焊后抗拉强度较复合翅片高约13 MPa。这是因为,577 ℃时,Si 在铝中的最大溶解度为1.65%,MB 翅片Si含量高,Si 可以与Fe、Mn 等元素形成α-AlFeSi 和Al(Fe,Mn)Si 等强化相,进一步提高铝合金的强度。而复合翅片,只有表面4×××钎焊层含高Si,芯层合金Si 含量不高,钎焊时表面4×××钎焊层Si 熔化后受毛细作用流到翅片与MPE 管的焊角处,导致表面层的Si含量进一步减少。
EPMA面分析及电极电位测定结果表明,采用复合翅片钎焊后的冷凝器接头EMPA 面分析结果焊角部位Zn 浓度颜色最深,说明该接头焊角部位Zn 浓度最高,对应该接头焊角部位电极电位最低,-844 mV;而采用MB 翅片钎焊后的冷凝器接头EMPA 面分析结果焊角部位Zn 浓度颜色,与MB 翅片差异不大,该接头MB 翅片电极电位最低,-875 mV,与复合翅片钎焊后的冷凝器接头焊角部位电极电位最低刚好相反。这是因为,在600 ℃左右温度钎焊时,复合翅片表面4×××钎焊层熔化成液体,复合翅片芯层中的Zn 元素会向Zn浓度低的表面4×××钎料液体层扩散,并随着液体在毛细作用下流向焊角处,同时MPE 管表面层中的Zn 元素也向焊角4×××钎料液体层扩散,最终造成复合翅片钎焊的冷凝器接头焊角处Zn 浓度高、电位最低。而在600 ℃左右高温钎焊时,MB翅片内部较多Si颗粒会熔化成液体,MB翅片中的Zn元素也会向MB翅片中的液体扩散,但最终只有部分液体通过晶界析出到表面并流到冷凝器接头焊角处,MB 翅片中的大部Zn 元素仍保留在翅片中,因此与复合翅片钎焊的冷凝器接头相比,MB翅片钎焊的冷凝器接头焊角处Zn 浓度不是最高,相反钎焊完的冷凝器接头MB翅片自身仍Zn深度较高、对应的电位最低。
从电极电位测定结果还可以看出,采用MB 翅片钎焊后的冷凝器接头翅片与MPE 管表层的电位差76 mV,远高于采用复合翅片钎焊后的冷凝器接头翅片与MPE管表层的电位差113 mV,说明MB翅片可以对MPE 管起到更好的牺牲阳极保护、提高整体冷凝器耐腐蚀性能的作用,这与铝钎焊式热交换器翅片的设计初衷也是非常吻合的。
SWAAT 外部腐蚀试验结果表明,采用复合翅片钎焊后的冷凝器接头SWAAT 40 d 试验,焊角部位被优先腐蚀造成翅片与MPE 管基本分离,翅片已经不能对MPE 管起到阳极保护作用,冷凝器的寿命将大大缩短;而采用MB翅片钎焊后的冷凝器接头SWAAT 40 d试验,MB翅片被优先腐蚀,翅片与MPE管仍然连接良好,MB翅片仍可以对MPE管起到牺牲阳极保护和散热作用,这与EPMA面分析及电极电位测定结果也是非常对应的。
3 结论
(1)与热轧三层复合翅片相比,MB单层翅片具有同样的钎焊连接效果,而且钎焊后强度更高、无明显熔蚀、翅片厚度无明显减薄,为MB翅片进一步减薄、大面积替代复合翅片降低热交换器制造成本创造了有利条件。
(2)与热轧三层复合翅片相比,采用MB 单层翅片钎焊后的冷凝器有着更优良的耐腐蚀性能,MB翅片优先被腐蚀,可以对MPE管起到更好的牺牲阳极保护作用,大幅提高热交换器整体寿命。
