安钢大型高炉炉门铁口框架损坏分析及在线修复探讨
2023-04-29王维
王维


摘 要:大型高炉生产率不断提高,炉门铁口工作负荷越来越重,工况条件极为恶劣,严重威胁炉前生产安全工作。通过对大型高炉炉门铁口结构及工况分析,探讨炉门铁口及框架维护措施,并找出炉门铁口框架损坏原因。探讨行之有效的在线快速修复铁口框架的方法。
关键词:大型高炉;铁口框架;泥套;炉壳裂缝;在线修复
ANALYSIS OF DAMAGE TO THE IRON MOUTH FRAME OF THE LARGE BLAST FURNACE DOOR AT ANYANG IRON AND STEEL CO., LTD. AND DISCUSSION ON ONLINE REPAIR
Wang Wei
(Anyang iron and steel Limited by Share Ltd. Anyang 455004,China)
Abstract:The productivity of large blast furnaces continues to improve, and the working load of the furnace gate iron mouth is becoming heavier and heavier. The working conditions are extremely harsh, seriously threatening the safety of production in front of the furnace. This article analyzes the structure and working conditions of the large blast furnace door iron mouth, explores maintenance measures for the door iron mouth and frame, and identifies the reasons for the damage to the door iron mouth frame. Explore effective online rapid repair methods for iron frame.
Key words:large blast furnace;iron mouth frame;mud jacket;furnace shell cracks;online repair
0 前 言
安钢现有高炉均为2 000 m3级以上大型高炉,炉前出铁全部采用了无渣口、多炉门铁口的设计。炉门铁口是高炉出渣出铁的门户,特别随着高炉的大型化,生产率不断提高,炉门铁口在恶劣条件下的工作负荷越来越重,受高温铁水冲刷、开口机振动、泥炮冲击以及开铁口、堵铁口作业时的破坏,加之铁口角度的变化,铁口深度不稳定发生频繁渗漏断裂现象、铁口深度长期浅引起侧壁升高、铁口漏煤气、开口困难被迫采用闷炮开口引起出铁跑大流等事故。最直观的现象就是炉门铁口框架被高温铁水不断冲刷造成炉门框架损坏,炉门护板难以固定,最终引起泥套难以完整制作,泥炮堵口跑泥,炉门难以堵住,造成严重生产安全事故。
1 炉门铁口结构及工况分析
1.1 炉门结构
高炉炉门铁口位于炉缸的下沿为长方形或圆形直孔,主要由炉门铁口框架、保护板、铁口保护砖、泥套、流铁孔道及泥包所组成,如图1、图2 所示。
1.2 炉门铁口工况分析
1)铁水流量。
炉内周边产生的铁水在出铁时集中流向出铁口,使铁口周围的铁水流量和热负荷最高,环流或径相流的强度是引起出铁口侵蚀的重要因素,其总流量的大小取决于炉子的生产率。
2)铁水紊流。
当有煤气同铁水一起流经出铁口时,铁水紊流条件加强,较高流速的铁水夹带着煤气流出,加速了出铁口侵蚀。
3)循环。
由于反复出铁时产生的温度波动,促进了耐材的损坏。
4)物理侵蚀。
出铁口蘑菇状防护层及其表面在打开和封堵铁口过程中全部破坏;强烈的钻击可以震裂和破坏耐材与蘑菇保护层;使用氧气打开出铁口时,会造成耐材和冷却器的损坏;泥炮的力量太大可以造成出铁口表面的损坏,引起耐材的移动产生裂纹,降低冷却效果。
5)化学侵蚀。
当出铁口有缝隙时,炉内煤气火会窜出,这会造成耐材的早期损坏,在炉缸其他部位,碳质耐材容易被漏水氧化,裸露的耐材也可能受到未饱和铁水吸碳的侵蚀。还有炉渣的侵蚀作用更不能忽视。炉门损坏情况如图3、图4所示。
2 炉门铁口框架损坏分析
综上所述,在炉门铁口如此恶劣的工况条件下铁口框架极易损坏,主要原因分析有如下几点:
1)开铁口后铁水大量涌出,在铁水流量无法满足快速流入铁罐的前提下,就会有大量铁水堆积到炉门周围,与铁口框架直接接触造成框架损坏。
2)由于铁口损坏造成大量煤气窜出引燃,火焰长期炙烤铁口框架造成框架金属材质发生变化,从而耐用性下降。
3)由于炉门维护不到位,泥套没有及时修复,使炉门框架及护板直接暴露在铁口通道内造成铁水冲刷损坏。
4)由于开铁口困难使用氧气管烧铁口操作,由于光线、周边环境温度等原因造成操作工并不能准确让氧气管对准铁口造成炉门框架及护板烧毁等。
3 炉门铁口及框架维护措施
1)炉门铁口应保持正常合理的铁口深度,有利于出尽渣铁,全风堵口。打泥时便于炮泥在铁口前形成泥包,而泥包内不含渣铁也就更方便顺利的打开铁口。从而减少开口机在炉门前的长期振动对炉门的损坏。也减少了用氧气管烧开铁口,因操作不当造成的炉门铁口框架及护板的损坏。
2)铁口泥套的维护也至关重要,良好的泥套可以保证泥炮打泥时可以压紧铁口形成密封环境,杜绝跑泥,确保打泥量。泥套制作时,将泥套制作材料固定在炉门框架及炉门护板外也可以起到较好的保护作用。
3)对炉前开口机、泥炮设备良好的维护也是确保炉门维护的重要工作。炉前开口机维护良好,可以确保开铁口时振打有力,进给速度均匀,钻杆可以快速钻开炮泥完成出铁操作。液压泥炮性能良好可靠,可以在高炉出尽渣铁,铁口透风后迅速把炮泥压入铁口内,形成不含渣铁的蘑菇状泥包保护层,为下次顺利打开铁口提供条件。
4 炉门铁口框架在线修复
以安钢1号高炉1号铁口为例,年修期间检查发现炉门铁口框架内刚玉莫来石材质组合砖损坏严重,局部出现环型裂纹(见图5),形成炉门煤气通道,造成炉缸煤气泄露;炉门框架下部烧毁,渣铁混合物已把炉门框架烧穿,烧损高度100 mm;炉门框架一侧断裂,另一侧有开裂倾向;炉门框架下部(100 mm)炉壳横向开裂约700 mm,用碳弧气刨打破口清理焊根发现,烧损炉门框架处存在渣铁混合物,开裂焊缝上部因长期高温氧化和煤气流冲刷均无法气刨清理操作。
莫来石是一系列由铝硅酸盐组成的矿物统称。莫来石是铝硅酸盐在高温下生成的矿物,人工加热铝硅酸盐时会形成莫来石。莫来石矿被用来生产高温耐火材料。莫来石是Al2O3 -SiO2二元系中常压下唯一稳定存在的二元化合物,化学式为3Al2O3-2SiO2,通常用烧结法或电熔法等人工合成。密度: 3.16 g/cm3,莫氏硬度: 6~7,耐火度:1 800 ℃ 时仍很稳定,1810 ℃分解为刚玉和液相。莫来石是一种优质的耐火材料,它具有膨胀均匀、热震稳定性极好、荷重软化点高、高温蠕变值小、硬度大、抗化学腐蚀性好等特点。
对开裂焊缝上部钢板取样进行化验,得出结果如表1所示。
从表1和图6可以看出,炉壳钢板裂缝上部已严重碳化,丧失金属强度,必须割除周边钢板重新加工局部炉壳钢板修补后,才能修复炉门铁口框架及炉门。
手工电弧焊焊接工艺参数要求如表2所示。
具体在线修复施工方案如下:
1)高炉休风后清理炉门周围浇注料,炉门框架两侧及底部露出耐火砖。
2)割除多余炉门框架面板和上方开口机锚钩座,清理炉门框架内浇注料直至露出组合砖。
3)对炉壳钢板裂缝周围多点取样,确定钢板金属材质受损面积,从而确定需更换炉壳钢板面积。炉壳钢板主要材质采用Q345B,力学性能和化学成分应符合GB/T 1591-2008的要求。钢板厚度≥40 mm采用抗层状撕裂钢板,钢材的Z向性能为Z15,断面收缩率和含硫量满足《厚度方向性能钢板》(GB/T 5313-85)的要求。确定好钢板的材质和尺寸后进行新的炉壳钢板焊接。
4)对接新炉门框架,调整泥炮,检查贴合面角度,确保炉门框架原面板、新面板和炮嘴平面,三面平行后焊接新炉门框架。以上焊接要求由经验丰富的优秀焊工承担,焊缝坡口及附近20 mm范围内清除净油、锈等污物。定位焊焊接方法与打底焊相同,焊接要求同正式焊接。焊接牢固可靠,不得有裂纹、气孔、夹渣等缺陷。施焊前,复查组装质量、定位焊质量和焊接部位的清理情况,如不符合要求修正合格后方可施焊。总体焊接顺序是随着安装顺序,从下往上对称焊接。对接焊缝由2~4名焊工同时对称分段退焊,先焊内侧,外侧清根焊接,多层多道焊。四个角须绕焊,长度不小于
50 mm。施焊中,应特别注意接头和收弧的质量,收弧时应将熔池填满。多层多道焊时,接头错开50 mm以上,并连续施焊。每一层焊道焊完后及时清理检查,清除缺陷后再焊。焊接完毕,焊工及时清理焊缝表面的熔渣及两侧的飞溅物。对焊缝依据技术规范、施焊工艺进行全面检验,外观检查合格后进行无损检测。
5)炉门框架修补焊接全部完成后加焊浇注用铁口封闭板(预留铁口通道),对铁口框架内进行速干耐火料灌浆。
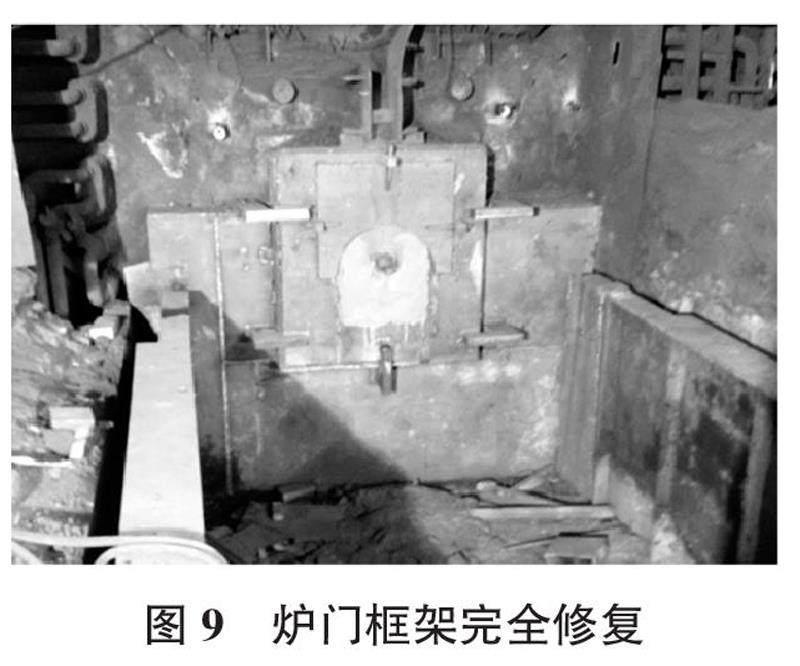
6)浇注料养护6 h左右。期间可以对炉门框架进行加固焊接、焊筋板,恢复锚钩座等工作。二次调炮及调整开口机角度后炉门铁口框架在线修复基本完成,可进行铁沟浇筑等后续工作。
5 结 语
高炉炉门铁口是整个高炉生产的咽喉,确保炉门铁口状态良好是高炉稳定顺行生产的一项长期而重要的工作,是高炉长寿的关键。炉门铁口框架损坏无疑会对整个铁口维护造成极为严重的影响。利用高炉定修期间,在线对铁口框架进行修复,可最大限度的延长高炉大修时间,节约整体更换成本,创造良好的炉前铁口维护环境,对减少炉前安全生产事故起到至关重要的作用。
参考文献
[1] 胡先.高炉炉前操作技术[M].北京:冶金工业出版社,2006.
[2] 宝山钢铁股份有限公司.大型高炉炉前操作及铁口维护技术培训教材[G].
[3] 范庆钢.马钢炼铁总厂4 000 m3高炉铁口维护和管理[J].基层建设,2020(24):9-11.
[4] 王成明,陈永.焊接工艺手册[M].北京:机械工业出版社,2023.