钢铁企业环境除尘数字化、智能化、无人化集中管控
2023-04-29陈妍刘佳颖
陈妍 刘佳颖

摘 要:钢铁企业在当前的环保高压态势、行业生存困难的大背景下,需要采用先进的、科学的理念重新审视系统内部各环节,对各工序进行深度挖潜,提升企业竞争力。与常规除尘系统区域控制相比,环境除尘系统集中管控不仅可以减少前期建设成本,减少操作人员数量,从而降低人工成本;还可简化管理组织架构及流程,一旦出现事故状态,可立即组织所有力量集中抢修,缩短复工时间,从而减少事故损失。
关键词:环境除尘系统;数字化;智能化;无人化;集中管控
THE DIGITALIZATION, INTELLIGENTIZE, UMMANNED CENTRALIZED MANAGEMENT AND CONTROL OF ENVIRONMENTAL DUST REMOVAL IN IRON AND STEEL ENTERPRISE
Chen Yan Liu Jiaying
(Hebei Iron and Steel Co., Ltd. Tangshan filiale Tangsan 063600,China)
Abstract:In the context of the current environmental pressure situation and the difficult survival of the industry, iron and steel enterprises need to adopt advanced and scientific concepts to re-examine the internal links of the system, deeply tap the potential of each process, and enhance the competitiveness of enterprises. Compared with the regional control of the conventional dust removal system, the centralized control of the environmental dust removal system can not only reduce the pre-construction cost, reduce the number of operators, and thus reduce labor costs; It can also simplify the management organization structure and process, and once an accident occurs, all forces can be immediately organized to focus on emergency repair, shorten the return to work time, thereby reducing accident losses.
Keywords: environmental dust removal; digitalization; intelligentize; unmanned; centralized management and control
0 序 言
某大型钢铁联合企业一期设计生产能力730万t/a,共有79套环境除尘系统,涉及原料、烧结、球团、高炉、热轧、长材等六大生产区域,其中原料区域16套除尘系统、烧结区域14套除尘系统、球团区域14套除尘系统、高炉区域9套除尘系统、热轧区域9套除尘系统、长材区域17套除尘系统。常规环境除尘系统分区域进行控制,不仅自动化、集中化程度较低,而且浪费人力、财力资源。利用先进的技术和手段提高数字化、智能化、无人化管理程度。该企业将新发展理念贯彻落实到建设发展全过程,把“绿色化、智能化、品牌化”作为建设目标,取消除尘系统区域集控,采用最新的钢厂动态精准设计和流程界面技术,实现环境除尘系统集中管控。
1 环境除尘系统集中管控系统
1.1 集中管控中心
环境除尘系统集中管控中心以生产管控中心为载体,变分散管理为集中管控,改变了以往工作人员分散,各类信息系统彼此孤立,无法高效联动为管理决策提供有力支撑的局面。集控系统以全流程管理为系统设计原则,本着顶层设计、立足现实需要,着眼长远发展,依托集中控制、无人值守、智能调度、协同管理,趋势分析等技术手段,紧密结合除尘系统运行方面的实际需求,充分运用云平台、大数据分析等先进技术和互联网+的理念,具有现场无人值守、集中监控、集中管理和优化人力资源等优点,提高除尘效率,降低成本,有利于环境除尘的一体化控制。
除尘系统采用PLC控制系统,实现“三电一体化”的控制方式。由PLC实现各工艺参数的采集、显示、控制、联锁、报警。通过PLC控制系统,实现整个区域的除尘全自动化运行,已最大限度消除人为因素影响除尘系统的运行,提高运行效率,并在保证系统安全、稳定、可靠运行及除尘效果的前提下,减低风机能耗。
为保证各环境除尘系统的安全、经济运行,根据技术发展的要求,采用可靠、实用、先进的控制系统,以满足工艺所必须的运行、控制和监视功能。控制系统实现对各环境除尘工艺设施进行热工检测和控制,实现主要应监视的信息(压力、温度、流量、物位、烟囱在线数据及设备启、停、故障等)和主要被控设备(电动机、电动门、执行器及电磁阀等)的热工自动化监控,提供完备的历史数据库、数据曲线和事件报警信息,以便于设备运行情况分析。集中控制中心配置高性能数据镜像服务器以保障数据采集,具备采集万点数据量能力,上传工艺运行相关数据,实现与上级信息化系统的数据通讯。
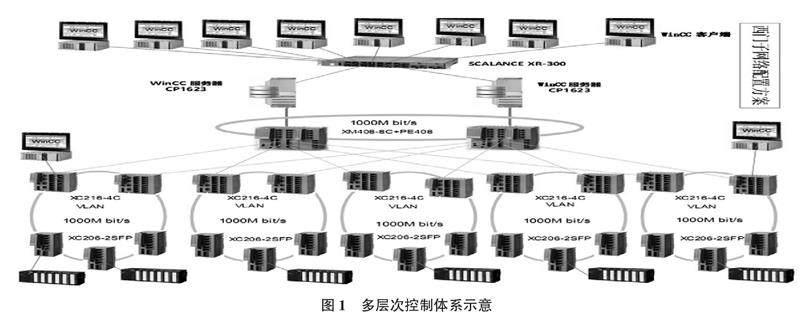
1)多层次控制体系。
生产的信息化控制和管理系统都分为三个层次:设备层、控制层、监控管理层。
设备层:主要指除尘系统内的各个阀门、电动机、仪表、开关检测元件、执行器等。
控制层:由配电柜、控制柜、就地操作站、工业以太网等组成。控制层的核心为PLC。利用工业组态软件将各个设备的数据收集并反映在上位机上,进行实时监控除尘器运行情况。
监控管理层 :系统监控操作通过监控画面实现,方便职工操作监控画面和查看现场,显示内容丰富鲜明、操作简捷可靠,画面能够准确反映出各个除尘器的实时工作状况,达到动态同步显示,可以在集控中心操作和控制任意除尘系统。画面提供变量记录功能,记录各种模拟量数据的实时值,同步显示趋势曲线,对变量做了操作记录,对设备运行故障具有实时故障报警,并提示故障发生部位,且有声光报警灯指示,还具有报警记录存储,可实现历史故障报警的查询。
集控中心配置彩色中央大屏,可实现各系统的远程数据的实时监测与现场视频收集监控,达到各区域的整体管控与分屏整合显示,可通过一图感知所有除尘器的运行状态。
2)集控中心软件、硬件配置。
集中监控中心监控系统采用C-S结构,各客户机之间实现热备,且服务器与客户机间通过网络交换机进行网络连接。每台服务器配置一台交换机,实现两台交换机组成环网。
系统软件:作为服务器的计算机按照需求配置操作系统,服务器站配置组态软件,客户机站配置运行版上位机组态软件。主要实现以下功能:
a.实现整体六个区域除尘设备的远程数据的实时监测与现场视频收集监控;
b.可根据需要实现针对于六个区域除尘设备的整体管控及部分的操作应用,最高权限在现地设备控制端(配合现场的视频监控系统进行实现),当现地设备控制端切换到远程操作的情况下可以实现设备的部分远程操控;
c.针对所有区域的关键数据参数的整体监控和数据分析,形成报表可以根据需要在大屏幕监控墙、移动端等进行实时的登陆和查看,需要有多种应用的权限配置;
d.实现整体六个区域除尘设备应用系统的所有的关键数据的收集与分屏整合显示,具体以实际工艺的应用为主;
e.针对于所有系统的报警信息的汇总收集,运行数据的汇总收集,可根据需要扩展能耗信息的采集应用;
f.根据权限可实现远程实时监控,同时可以实现移动端的实时监测和管控;
g.可以实现设备的远程报警,实现预警信息的移动的端推送,可以实现当设备报警时将相关的信息发送到相关的负责人的手机上和系统邮箱里,并将所有的信息进行汇总,具备报警信息确认信息。
1.2 区域无人值守监控站
结合企业实际情况,保证任何情况下环境除尘系统能够正常稳定运行,采用无人值守模式,在原料区域、烧结区域、球团区域、高炉区域、热轧区域、长材区域分别设置区域监控站。
各区域监控站设置监控后台,各区域集中监控站分别配置两台操作员站,各操作员站之间实现热备。同时在区域能源集控中心设置一个集中监控中心,客户端放置于在集中控制室内,实现全厂集中监控。每套除尘系统设一套 PLC 控制系统,由 PLC 实现各设备工艺参数的采集、显示、控制、联锁、报警。区域监控站与该区域内各除尘控制系统组成区域环网,实现区域范围内所有除尘系统控制。实现主要应监视的信息(压力、温度、流量、物位、烟囱在线数据及设备启、停、故障等)和主要被控设备(电动机、电动门、执行器及电磁阀等)的热工自动化监控,提供完备的历史数据库、数据曲线和事件报警信息,以便于设备运行情况分析。原料区域集中监控站配置两台操作员站,操作员站之间实现热备。每台操作员站均配置一台交换机接入该区域环网。各区域监控站的两台交换机通过光纤分别连接至集中监控中心的两台交换机,以便进行网络连接。并配置高性能数据镜像服务器以保障数据采集,具备采集万点数据量能力,数据扫描频率不低于2 s,上传工艺运行相关数据,实现与上级信息化系统的数据通讯。
1.3 视频监控系统
视频监控系统是环境除尘智能化管理体系中重要组成部分,可以通过高清摄像机及辅助设备直接观看设备运行情况,并通过光纤传输至集控中心,同时还可以把设备运行图像全部记录下来,为日后对突发事件的处理提供了方便条件及重要依据。按照设备的重要性及管理的侧重点不同,每台除尘设置两台摄像头,一台记录风机、电机运行情况;另一台记录气力吸排放灰情况。
视频监控系统主要由摄像机的部分、传输的部分、控制与记录部分以及显示部分四大块组成,具有实时性、安全性、可扩展性、开放性、标准性、灵活性、先进性、实用性等特点。每个监测点,通过控制主机或操作切换设备及显示器,操作人员能监视接入控制主机的有关监视区域的视频图像,显示器均可按预置设定的流程组成或单独自动巡视各监视区域,也可手动定时监视重点区域,在每路视频图像上,均能叠加日期、时间、区域、名称。同时对清晰度、色调饱和度、对比度、分辨率等设置连续可调。操作人员可以在任意一个显示画面上显示任意一个摄像机的图像,或对所有的图像根据与之设定进行单画面轮流巡检。
1.4 在线检测、监测系统
设备运行状态对于环境除尘无人值守模式尤为重要,通过模拟信号、数字信号传输至操作员站上位机,在通过光纤传输至区域监控站、集控中心。操作员根据监测数据情况判断设备运行状况,从而以保证设备的运行可靠性。
将风机电机测温、测振、电流、风机进口压力,除尘器本体进出口压力、过滤压差、高低料位计,刮板机运行电流及断链保护、输灰堵塞,气力输灰输灰气压、输送泵运行等位置安装在线检测监测设备,可实时掌握设备运行情况。
根据各设备的重要性,对各设备的运行标准进行分级,风机电机测温、测振为一级,分别设置报警值、停机值;其余设备运行情况分为二级,仅报警不停机。对每一类的设备的监测参数都制定了相应的判定标准,如振动、温度值,当参数设定后,系统自动对实测值与标准值进行比较,高于标准值将会报警,同时系统有足够的空间对每日监测数据进行存储,并随时可以调出各类数据。
2 效益分析
2.1 社会效益
环境除尘系统集控中心建成使用后,能够实现运行统一管理、人员集中调配、系统发生异常后迅速反应等功能,有利于除尘系统稳定、高效运行,从而减少环保事故发生概率;取消多个集控中心站室运行,有效减少水电等能源消耗,满足企业节能减排的目标要求,社会效益显著。
2.2 经济效益
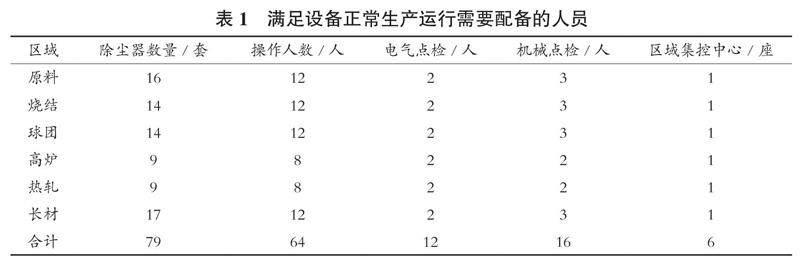
1) 如按照传统环境除尘系统分区域管控模式,需在各区域建设6座办公、生活功能配备齐全的区域集控中心;根据各区域环境除尘系统数量,需配备满足设备正常生产运行的人员,见表1。
2)实施集中管控后配备生产运行人员(见表2)。
发生土建费用,按照室内装修标准约3 000元/m2,集采屏幕、中央空调、通讯网络集成模块、软件、电脑及其他办公用品等设备费用约300万元;实际建设6个区域集控,利用除尘系统下方富裕空间设置集控室,每个集控室建设面积约30 m2(无值班室、小型会议室)设计,土建费用约10万元,室内装修标准约5 000元/m2,每个集控室配套单体空调、PLC柜+交换机、软件、电脑等设备费用约15万元。
如按照常规分区控制建设六座独立集控中心,每个集控中心建设面积按照100 m2(操作中心、值班室、小型会议室各一个)设计,土建费用约50万元,室内装修标准约5 000元/m2;每个集控中心配套集采屏幕、中央空调、通讯网络集成模块、软件、电脑及其他办公用品等设备费用约100万元。
本项目采用单项因素直接测定法(按英文缩写为MTP)进行效益分析,通用计算公式为:
Em=(Q1-Q0)·r-(ΣCa+I)-F
节约建设费用:
Em1=(150×3 000+3 000 000)+(6×100 000+6×30×5 000+6×150 000)-(6×300 000+6×100×5 000+6×1 000 000)=-4 950 000(元)
3)人工费用。
本项目仅对比操作及点检人员,运行实际人员数量为操作36人、点检36人,合计72人;常规分区域控制人员数量约为操作64人、点检28人,合计92人。按照职工工资标准(操作岗位工资1 728元/月,奖金系数1,其他440元/月;点检岗位工资2 016元/月,奖金系数1.5,其他
440元/月;奖金基数1 700元/月)计算,年节约人工费用:
Em2=[36×(1 728+1 700+440)×12]+[36×
(2 016+2 550+440)×12]-[64×(1 728+1 700+
440)×12]-[28×(2 016+2 550+440)×12]=
-819 072(元)
经济效益Em= Em1+ Em2=4 950 000+819 072=5 769 072(元)
环境除尘系统集中管控投用后,能够达到节约建设成本及运行人工成本的目标,经济效益显著。
综上所述,利用软件程序、摄像装备、在线检测、计量仪表等现代化手段将常规环境除尘系统区域控制改为全厂集中控制,实现了对每套除尘系统运行状态及效果的实时掌控。环境除尘体系集中管控不仅可以减少前期建设成本、人工成本,还可简化管理组织架构及流程,社会效益、经济效益显著。数字化、智能化、无人化集中管控也将成为钢铁企业环保设备精益化运行的发展趋势。
参考文献
[1] 唱春占.除尘风机数据集中监控系统开发与应用[J].矿业工程,2018,16(2):55-57.
[2] 樊华,何非凡,范少华.基于DCS系统除尘集中控制的研究与应用[C]//河南省电机工程学会2020年优秀科技论文集.2020.
[3] 崔大成.智能化管控技术在钢铁企业生产中的运用[J].山东冶金, 2017,39(2): 68-69.
