数字化测量技术在核岛环吊轨道梁垫块一次性加工数据获取及分析中的应用
2023-04-14张亚军许志强王宝迪任建磊孙鑫鹏
张亚军,曹 君,许志强,王宝迪,任建磊,孙鑫鹏
(中国核工业二三建设有限公司,北京 101300)
目前国内核岛环吊轨道安装施工已形成一套成熟的环梁环轨整体吊装与安装工艺,主要包括环吊轨道梁地面组装、核岛土建钢结构构件(以下简称“牛腿”)标高测量、环吊轨道梁垫块一次加工、牛腿放线及钻孔、环梁环轨整体吊装就位在牛腿上、环吊轨道一次调整、环吊轨道梁垫块二次加工与回装、环吊轨道二次调整(最终)[1]。由于传统测量技术的局限性,垫块需要二次加工及回装,导致环吊轨道需要二次调整,且垫块回装时需要将环吊轨道梁整体向上顶升,不仅需要耗费大量的人力物力,且施工工期变长,安全风险较高。与此同时随着核电建设数字化转型逐步推进,先进的数字化测量技术已被广泛应用于核岛主回路设备安装,并取得良好效果,其高精度数据获取及强大的数据处理能力大幅度提高了测量的准确度和测量效率。
基于以上分析,本文提出将数字化测量技术应用在环吊轨道梁垫块一次性加工数据获取及分析应用中,能够获取垫块一次性加工数据,进一步优化核岛环吊环梁环轨整体吊装与安装工艺施工逻辑、缩短施工工期、降低安全风险、提质增效。
1 数字化测量技术介绍
数字化测量技术是利用数字化的测量设备,通过计算机的控制完成对被测对象自动、快速、精密的测量,并采用相应数据处理软件对数据进行处理分析,能够实现全过程数字量传递[2]。目前核电建设阶段已成熟应用的数字化测量技术包括激光跟踪仪测量技术、近景摄影测量技术、高精度全站仪测量技术等,特别是激光跟踪仪测量技术和高精度全站仪测量技术在大尺寸工件或设备高精度安装调整、空间尺寸检测及空间模型建立方面具有显著优势。
1.1 激光跟踪仪工作原理
激光跟踪仪是一种高精度的坐标测量设备,如图1所示。它结合激光干涉仪和先进的伺服控制技术来测量目标与跟踪仪的相对位置,基于位置探测器的目标跟踪技术,可以实现对空间目标的实时跟踪和空间位置的精确定位,具有测量精度高、操作简单、现场设站灵活等特点,能够满足大型设备安装与制造过程中高精度检测要求。激光跟踪仪测量系统主要由激光跟踪仪、控制箱、反射器(靶镜)、用户计算机及测量附件(气象传感器)等组成[3]。

图1 激光跟踪仪
激光跟踪仪工作时通过单频激光干涉测距和高精度的光栅编码度盘(水平和垂直度盘)测角,配合反射靶球进行接触式测量,并采用空间极坐标测量原理计算待测点空间三维坐标。激光跟踪仪在进行测量作业时采用的是站心坐标系,该坐标系以激光跟踪仪的跟踪头中心为原点,以水平度盘零刻度方向为X轴,水平度盘法线方向为Z轴,以右手法则定义Y轴。在进行测量时,能够同时获取目标点距跟踪头的距离D、水平角Hz和竖直角V,根据式(1)自动计算出该目标点的空间坐标(X,Y,Z)。
1.2 全站仪工作原理
全站仪,又称为全站型电子测距仪,是一种集光、机、电为一体的高精度高技术测量仪器,是由电子测角、电子测距、电子计算和数据存储单元等组成的三维坐标测量系统[4],如图2 所示。

图2 全站仪
2 环吊轨道梁垫块一次性加工数据获取分析及方法设计
2.1 环吊轨道梁垫块一次性加工数据的获取分析
环吊轨道梁垫块位于环吊轨道梁与牛腿之间,主要通过精确获取其加工值完成加工后,用于环吊轨道标高的调整,如图3 所示。通过精确获取环吊轨道上表面至环吊轨道梁下表面各点位的厚度值和环吊牛腿上表面各点位实际标高值,结合环吊轨道上表面标高设计值与每个垫块出厂厚度值,即可计算加工值。且环吊牛腿上表面实际标高值和每个垫块出厂厚度值分别采用精密水准测量和游标卡尺等传统测量技术,可快速精确获取,因此利用数字化测量技术精确获取吊轨道上表面至环吊轨道梁下表面各点位的厚度值是环吊轨道梁垫块一次性加工数据获取的关键。
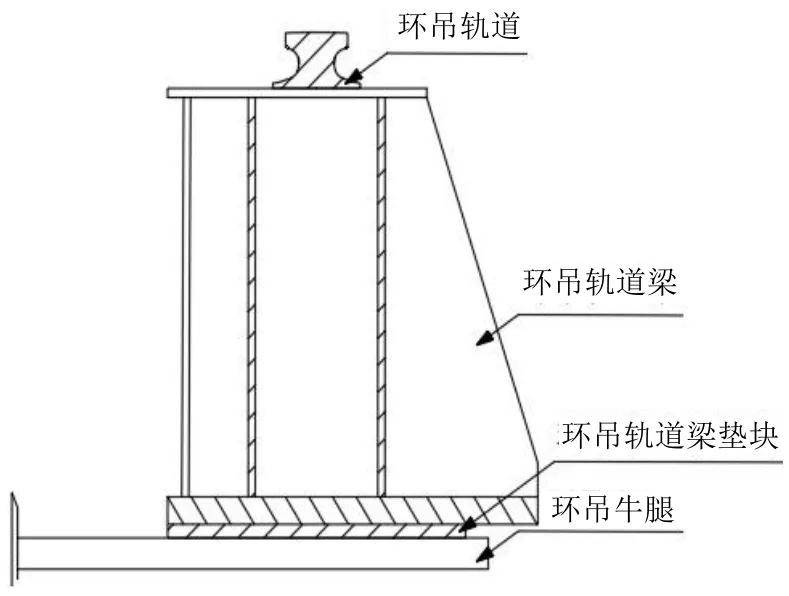
图3 环吊轨道就位在环吊牛腿上的剖面图
2.2 环吊轨道梁垫块一次性加数据获取方法设计
2.2.1 环吊轨道梁地面组装测量
现场环轨与环梁通常焊接成整体供货,通过在拼装场地确定环吊轨道调整中心点,并根据环吊轨道半径安装环轨梁地面组装工装并调整其水平度。利用定位销调整相连接的环梁对接面,且用临时螺栓对结合面进行紧固,使其结合面之间的间隙最小,同时根据环轨梁上出厂的拆车编号对环轨梁进行标识,完成环吊轨道梁地面初步组装。
将全站仪架设于环吊轨道梁近似圆心的位置上,并选取近似垂直的4 个牛腿标识上的轨道中心点,以此4 点的数据检验环轨梁及环轨圆心点的准确度,并对圆心点位置进行相应调整。
待圆心点位置调整好后,以对应1 号牛腿标识处螺栓群孔的实际中心线定义为方向基准,按照牛腿间理论夹角及环轨理论半径值放出轨道中心点,并根据环吊轨道水平度、半径、圆度进行测量及调整,直到满足设计要求,完成环吊轨道梁地面组装测量。
2.2.2 环吊轨道梁下表面螺栓孔理论中心线及半径参考点测量
待环吊轨道梁地面组装测量完成,分别以环吊轨道梁中心和对应1 号牛腿标识处螺栓群孔的实际中心线定义为方向基准,放出每个牛腿对应的环轨梁的下表面理论中心线及环轨半径线。
根据测设的环吊轨道梁螺栓群孔的理论中心线和轨道半径参考点,在环吊轨道梁下表面标识出垫块加工所需数据的测量点,并制作牛腿对应点位模具,确保牛腿上表面标高采集点位与环吊轨道梁下表面采集的测量点点位一致,同时在环吊轨道上表面标识出垫块加工所需数据测量点。
将激光跟踪仪架设至环吊轨道梁大致中心位置并进行水平调整,采集环吊轨道上表面及环吊轨道梁下表面标识出的垫块所需加工测量点位数据。
2.2.3 牛腿上表面螺栓孔理论中心线及半径参考点测量
在牛腿上表面测设出牛腿中心线和轨道半径参考点,利用制作的牛腿对应点位模具,在每个牛腿上表面标识出和轨道梁一一对应的标高测量点位。
2.2.4 牛腿上表面标高测量
利用精密水准仪对牛腿上表面标识的测量点位进行标高数据采集,并取其平均值。
3 环吊轨道梁垫块一次性加工数据处理
以环吊轨道上表面标高点组拟合环吊轨道圆,分别以圆心为原点和指向对应1 号牛腿环吊轨道上表面点为X轴,建立环吊轨道梁地面组装坐标系,并根据环吊轨道梁体主要材质及环境温度进行温度补偿,提取环吊轨道上表面各点至对应环吊轨道梁下表面各点的厚度值,如图4 所示。
图4 环吊轨道与环吊轨道梁间厚度值数据处理示意图
根据环吊轨道上表面设计值、环吊牛腿上表面标高测量值及环吊轨道上表面各点至对应环吊轨道梁下表面各点厚度值,结合每个垫块出厂厚度值,即可计算出环吊轨道梁垫块加工值。
4 工程实例应用
4.1 工程概况与测量方法
国内某核电机项目反应堆厂房环吊安装测量控制网已建立,现需要获取环吊轨道梁垫块一次性加工测量数据,并在垫块一次加工完成回装后,对就位在牛腿的环吊轨道进行检查。环吊轨道安装技术要求如表1 所示。
根据表1,采用高精度全站仪测量技术完成环吊环轨及环梁地面组装,并在环吊轨道梁下表面测设出垫块厚度加工数据采集的测量点位的参考线,根据参考线确定测量点位。在拼装场地,利用激光跟踪仪测量技术采集环吊轨道上表面标高及对应的环吊轨道梁下表面垫块厚度加工数据点位的数据,如图5 所示。
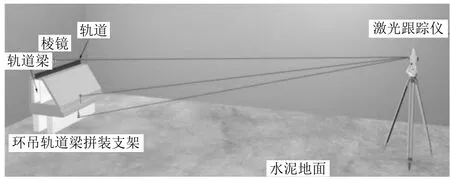
图5 激光跟踪仪现场采集数据示意图
另在反应堆厂房,利用高精度全站仪测量技术在牛腿上表面放出垫块加工数据采集的测量点位参考线,并根据参考线确定测量点位,测量点号与环吊轨道梁下表面测量点位保持一致。利用精密水准仪获取牛腿上表面垫块加工测量点位的各标高数据,如图6所示。
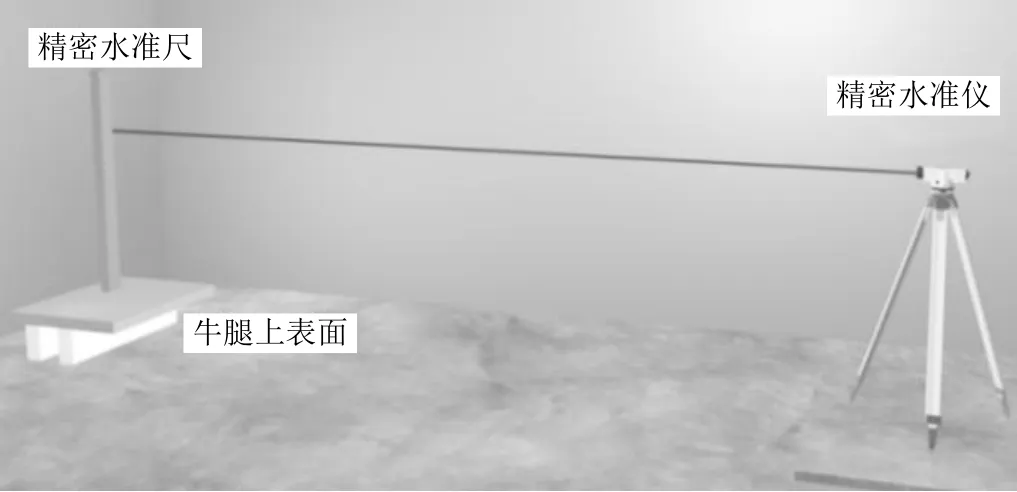
图6 牛腿上表面垫块加工测量点标高测量示意图
按照环吊轨道与环吊轨道梁间厚度值数据处理的方法,利用Spatial Analyzer 软件对激光跟踪仪测量技术获取的数据进行处理,得到与每个牛腿对应的环吊轨道上表面至环吊轨道梁下表面的厚度值,再结合环吊轨道上表面标高设计值。
4.2 测量结果
采用本方法获取了国内某核电机组环吊轨道梁垫块一次性加工数据,并按照该数据进行垫块加工回装后,对环吊轨道上表面标高进行测量,测量结果如表2所示。

表2 (续)

表2 环吊轨道上表面标高及直径方向上对应2 点标高测量结果
由表2 可知,环吊轨道上表面标高最大值为39.878 2 m,最小值为39.876 2 m,满足环吊轨道上表面标高(39 875±5)mm 的要求;环吊轨道直径方向上对应2 点偏差值分别为0.4 mm 和0.5 mm,满足环吊轨道直径方向上对应2 点最大高低允许偏差小于10 mm 的要求。
5 结论
通过数字化测量技术在核岛环吊轨道梁垫块一次性加工测量数据获取及分析的应用,进一步优化国内核岛环梁环轨整体吊装与安装工艺,有效缩短2/3 的工期、避免环轨梁整体顶升安全风险,充分展现数字化测量技术在核电建造数字化转型中的创新驱动能力。此外针对本文中环吊轨道梁垫块一次性加工关键性数据获取,可进一步研究利用激光三维测量技术在环轨环梁到货时获取环轨环梁三维模型点云数据,将垫块加工数据的获取优化到地面预组装前,进一步缩短工期。
