卫生纸机上浆系统设计要点
2023-03-31白雯锐
白雯锐
(中国中轻国际工程有限公司,北京,100026)
随着经济的增长和人民生活水平的提高,人们对生活用纸的需求量及品质都提出了更高的要求。近年来国内投产和新上的生活用纸项目也越来越多。新月形卫生纸机以其先进技术、车速高、产能大、质量稳定等优势,已成为生产生活用纸的主导机型。生产生活用纸的工艺流程主要包括:浆料制备系统、配浆系统、上浆系统、损纸系统、真空系统、白水系统、蒸冷系统和化学品系统等。随着纸机车速的不断提升,对现代造纸技术中很重要的工序即上浆系统的要求越来越高,本文主要对卫生纸机上浆系统的设计进行简要的介绍,以期为卫生纸机的工程设计提供有益的参考。
1 上浆系统设计具体要求
一个好的、合格的上浆系统必须满足以下要求[1-3]。
(1)各种纤维和白水能够混合均匀,避免浆料絮聚、沉积和结团。
(2)浆料和白水的流量、浓度和压力要稳定,保证系统运行平稳,尽量减少因各种设备产生的压力脉冲。
(3)尽可能除去系统中的空气。
2 上浆系统常见的工艺流程
卫生纸机常见的工艺流程主要有4种,具体工艺流程如图1~图4所示。
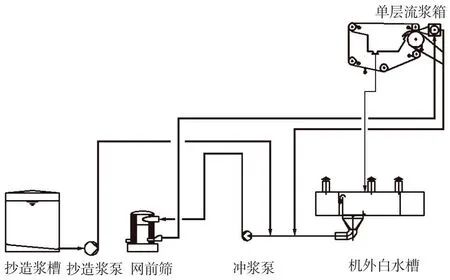
图1 上浆系统工艺流程图(Ⅰ)Fig.1 Flowsheet of piping system(Ⅰ)
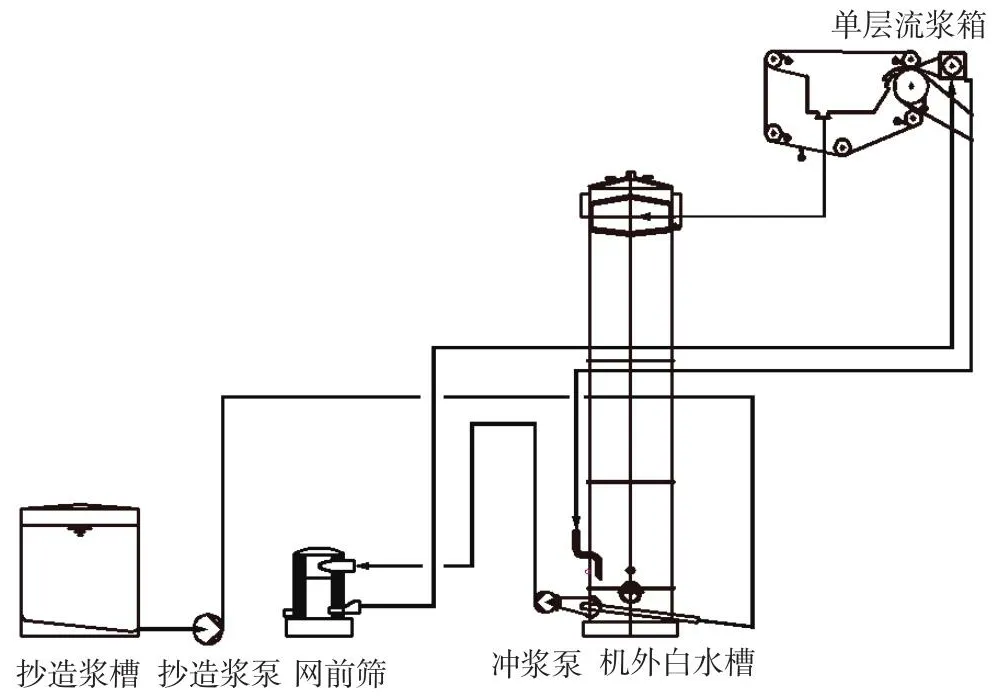
图4 上浆系统工艺流程图(Ⅳ)Fig.4 Flowsheet of piping system(Ⅳ)
4种工艺流程的细微差异主要表现在上浆的过程中,即高位箱的应用、机外白水槽浓浆进入的方式及流浆箱回流管的位置。
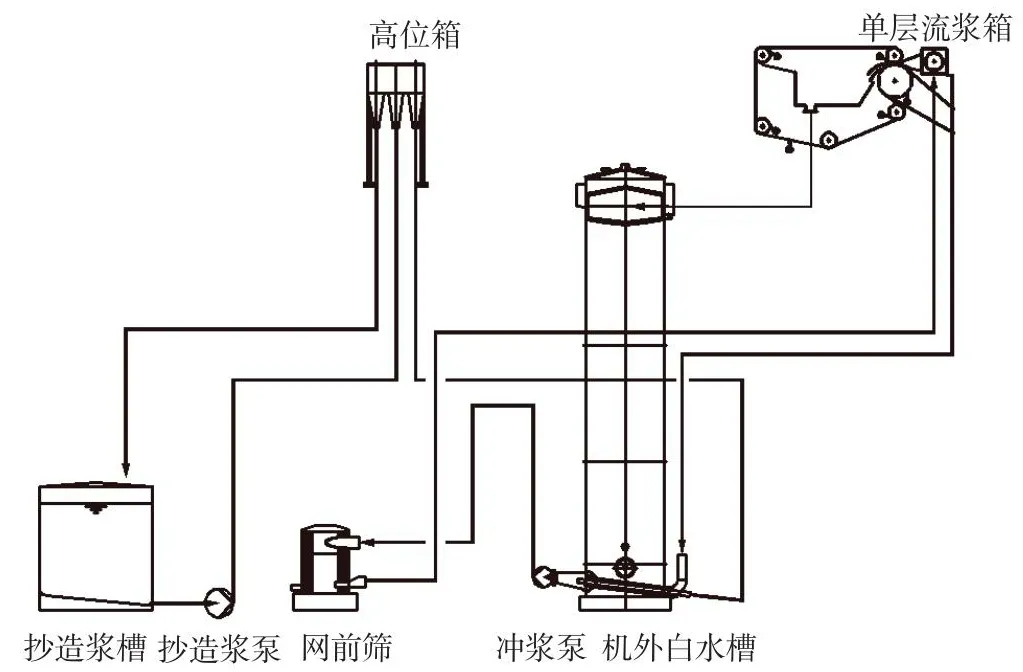
图2 上浆系统的工艺流程图(Ⅱ)Fig.2 Flowsheet of piping system(Ⅱ)

图3 上浆系统工艺流程图(Ⅲ)Fig.3 Flowsheet of piping system(Ⅲ)
3 上浆系统设备及管道设计要点
3.1 高位箱
高位箱的流程比较简单,由抄造浆泵从箱底部泵入,另一端溢流回抄造浆槽,出浆从底中部位置通过定量阀垂直送入机外白水槽,具体布置图见图5。合格高位箱的设计可以减少上浆系统中的压力波动,稳定上浆压力,并除去浓浆中大部分游离气体,减少纸张中气泡数量,尽可能避免纸张上的孔洞,保证产品质量[2,4]。
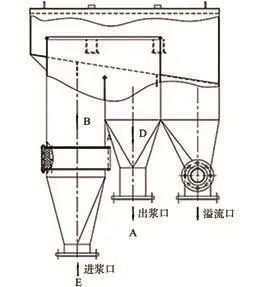
图5 高位箱布置图Fig.5 Drawing of stuff box
根据实践经验,图5中高位箱各处的推荐流速为:A处0.6~1.2 m/s,B处0.3 m/s,D处最高0.45 m/s,E处1.2~2.4 m/s。
高位箱的设计还要注意以下几点。
(1)考虑到管路、定量阀以及浓浆喷嘴的阻力损失,保证到定量阀的足够压力,高位箱的液位应比机外白水槽的液位高4~6 m。
(2)高位箱的布置应尽可能靠近机外白水槽,以减少到冲浆泵的管道长度。
(3)高位箱出浆口应考虑浆料流速增加,采用渐变式的设计。
(4)采用等离子切 割及埋弧自动焊接等先进技术,需经过棉球测试,以保证高位箱的内壁光滑,减少浆料输送过程中的挂浆腐浆。
3.2 白水流道
通常卫生纸机不设置除气装置,仅通过设备的合理选型和管道的正确布置来去除混入浆料部分的游离状气体。在白水流道中的除气主要通过以下4方面完成。
(1)白水流道的距离长,弯头多,增加白水流动时间,使气泡尽可能浮到白水表面而除去。
(2)白水流道的弯头能够使浆料产生分流和涡旋。在垂直与浆流的方向设置格挡装置(见图6),通过此设置可以加快浆速,增加浓白水的湍流程度,从而加大浓白水中细小气泡浮到表面的机会。

图6 浆流格挡示意图Fig.6 Drawing of the slurry baffle
(3)流道上增加喷淋装置,可以使液面的气泡迅速击破,使液面下的气泡上升到表面上来。
(4)可适当增加白水流道的宽度,降低白水流速,使白水中的气泡有更多的机会接触碰撞,进而溢出破灭。浆流格挡的布置如图7所示。

图7 浆流格挡布置位置Fig.7 Position of the slurry baffle
3.3 机外白水槽和上浆管道的设计[5-6]
机外白水槽和上浆管道的设计对系统的稳定性有非常重要的影响,在此区域产生的波动最终会影响到成品的质量。机外白水槽的作用就是有效地混合各种浆流,提供一个同步的、没有压力波动的浆流给冲浆泵,同时能够除去浆流中的部分游离空气。本文主要介绍了3种不同的机外白水槽和上浆管道的设计方案供参考。
方案一:当场地受限时,浓浆管和回流管以45°角顺着浆流的方向插入到冲浆泵的进浆管路中,具体的接管尺寸如图8所式。
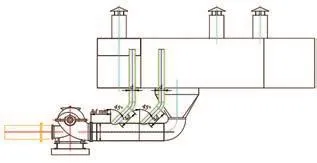
图8 上浆管道布置方案一Fig.8 Layout scheme Ⅰ of approaching pipe
方案二:方案一对浓浆的混合效果不是很好,场地受限时才会使用,为了达到更好的混合效果,可以采用另外一种立式机外白水槽冲浆上浆流程,在该流程中,浓浆与流浆箱回流浆料混合采用套管的方式,如图9所示。图9中浓浆管道套在循环管线的里面,循环管线的管道敞开可消除压力脉冲。
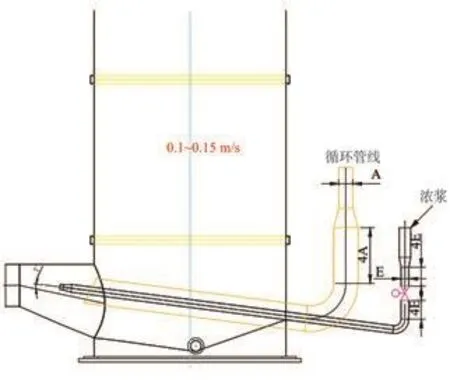
图9 上浆管道布置方案二Fig.9 Layout scheme Ⅱ of approaching pipe
方案三:方案二与方案三的不同在于浆料和流浆箱回流管道不是采用套管的形式而是分别插入到机外白水槽中,具体的接管尺寸如图10所示。
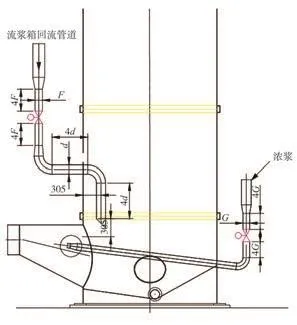
图10 上浆管道布置方案三Fig.10 Layout scheme Ⅲ of approaching pipe
一般来说,流体在管道中的流动状态分3种类型:塞流、混流和湍流。纤维之间没有相互运动,整个网络像塞子一样向前滑移,这种流动状态称为塞流,如图11(a)所示。随着流速增加,管壁剪切力提高破坏网络塞体的稳定性,使网络塞体表面的纤维分散进入水环流,一直到整个网络分散,这个流动形态界于塞流和湍流之间,称为混流,如图11(b)所示。流速到一定值后,纤维网格完全分散,进入完全的湍流状态,如图11(c)所示。
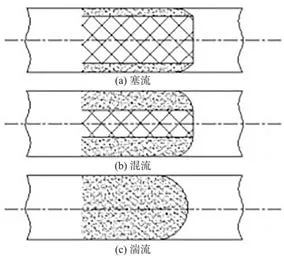
图11 浆料的3种流动状态Fig.11 Three flow states of pulp
纸料的浓度和流速都会影响纸浆的流动状态,进而影响纤维的分散程度。纸料的浓度越高,达到同一分散程度需要的流速就越高;同一浓度,速度越大,分散程度也越好。纸料流速高,利于纤维的分散,进而有利于上网成形,但是所消耗的动力也相应增大,需要进行综合考虑选择合理经济的流速。
根据以往的实践经验,不同上浆管道布置的推荐流速如下。
(1)浓浆管在定量阀前的流速0.3~1.2 m/s。
(2)图10中回流浆管的流速2.5~5.0 m/s。
(3)机外白水槽中白水下降速度0.1~0.15 m/s。
(4)图9中白水从白水槽进入到冲浆泵的流速0.15~0.9 m/s。
(5)图9中套管处浓浆的流速和循环浆管的流速差达1.8~3.0 m/s。
(6)浆料进到冲浆泵的流速2.5~5.0 m/s。
(7)浓浆在定量阀后的流速2.0~3.0 m/s。
3.4 网前筛
网前筛主要用于上网前的最后筛选以防成形网受到磨损,可进一步减少纸料中的杂质,减少纤维絮聚,提高纸张成形。网前筛是上浆系统非常重要的设备,按装到流浆箱管道的设计要平缓且需要进行抛光处理。其管道安装见图12。
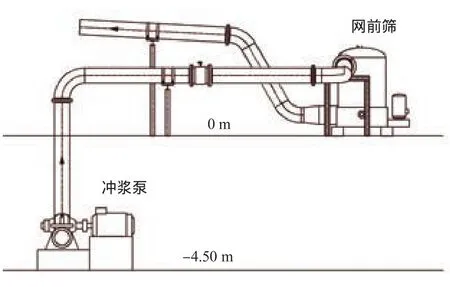
图12 上浆管示意图Fig.12 Drawing of headbox pipe
4 卫生纸机上浆系统的设计案例
本案例项目位于山东省,选用1台国产的新月形卫生纸机,设计车速1600 m/min,净纸幅宽2850 mm,上浆系统设有深4.5 m冲浆泵坑,没有设高位箱,白水溜道上设有浆流格挡,上浆方式选用的是3.3中方案三浆料和流浆箱回流管道,不是采用套管的形式而是分别插入到机外白水槽的设计中。
上浆系统的工艺流程如图13所示。
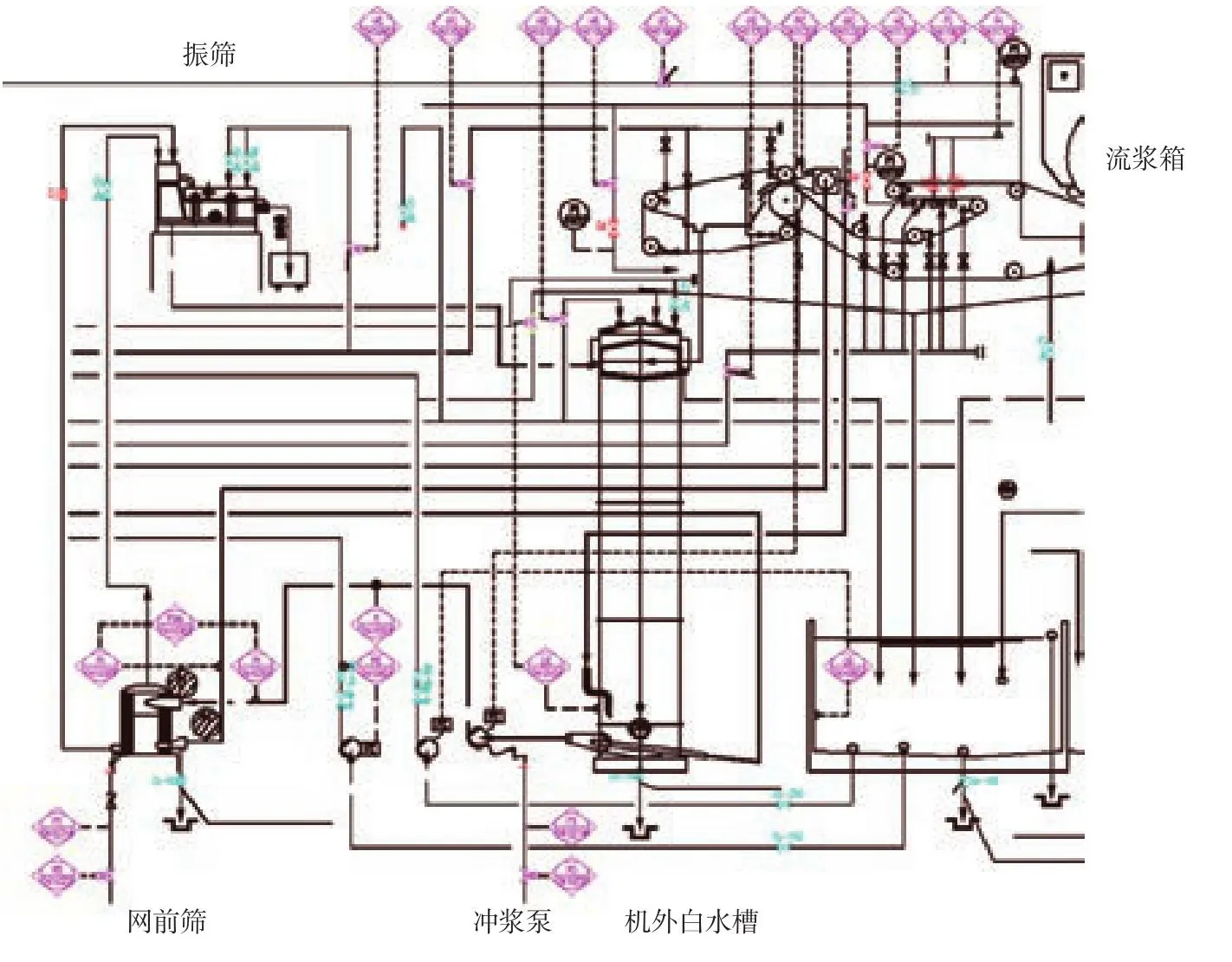
图13 工艺流程图Fig.13 Process flowsheet
上浆系统的设备及管道布置如图14所示。

图14 工艺设备及管道布置图Fig.14 Layout of equipment & piping
5 结 语
卫生纸机的上浆管道系统和管道设计可以参考本文的经验,从而提高设计质量,以利于整个项目的稳定运行。当场地受限时,机外白水槽不能像常规一样立式设计,浓浆和流浆箱回流管道可以采用3.3中方案一以45°角顺着浆流的方向插入到冲浆泵的进浆管路中;当系统中循环管线较多时,可以采用3.3中方案二的套管布置方案,循环管线汇集到套管的外面,浆料在套管的里面;当流程比较简单、没有其他循环管路时,可以采用3.3中方案三的布置方案,浓浆管和流浆箱回流管分别回到机外白水槽中。在实际应用中,要根据现场、流程综合考虑采用不同的设计方案。
