热轧H 型钢翼缘边裂成因分析
2023-03-29邵永红崔新华
邵永红,崔新华
(福建鼎盛钢铁有限公司,福建福鼎355200)
某钢厂型钢生产线连续5 天生产过程中,每次都在开浇炉的前几支热送后,在型钢轧制时出现边部裂纹缺陷,被迫报废处理,造成了一定的经济损失。该钢厂生产工艺流程为:废钢→电炉→精炼→方坯连铸→热送→加热炉→轧制成材。边裂缺陷出现在H300 mm×150 mm×6.5 mm×9 mm 产品规格中,主要钢种为Q235B,该规格H 型钢采用350 mm×230 mm 连铸坯轧制而成,其化学成分控制标准见表1。

表1 Q235B 热轧H 型钢化学成分控制标准(质量分数)(%)
为了降低及杜绝裂边产品质量问题再次发生,控制质量缺陷,笔者对型钢出现边裂缺陷的部分取样并进行了检验分析,对连铸生产过程进行跟踪,检查了中间包砌筑及烘烤情况,观察开浇生产过程并将每次开浇的第一只钢坯下线检查其表面质量。
1 理化检验
1.1 宏观检验
1.1.1 型钢边部裂纹宏观检验
热轧H 型钢翼缘开裂缺陷是指热轧H 型钢翼缘边部沿轧制方向出现的基体破裂,如图1 所示。裂纹主要分布在H 型钢翼缘两侧边部,分布并不规则,开口大小不一,边缘部分粗糙且裂口方向没有规律;有些裂纹沿着轧制方向伸长,间断不连续,整支H型钢的翼缘都有裂纹。

图1 H 型钢边部长裂纹形貌图
1.1.2 铸坯端面检查
由于热送轧制时出现几只边裂,将每次开浇的每流第一只铸坯下线检查,发现铸坯的端部有明显的表面气孔,如图2 所示。
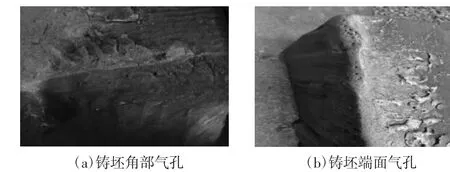
图2 铸坯端面形貌图
1.1.3 铸坯低倍检验
为了继续验证连铸坯内部缺陷,首先将钢坯断面锯切并用铣床加工,然后采用热酸浸蚀,对坯样进行清洗后,观察检验其低倍组织,结果如图3 所示。图(a)低倍组织出现了三角区裂纹,图(b)存在皮下气泡、角裂等缺陷。
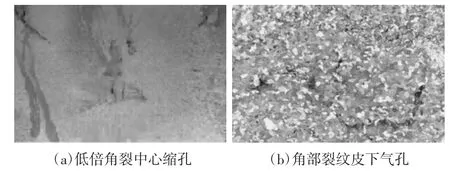
图3 铸坯低倍组织检验结果图
铸坯送到加热炉内加热后,其表面气泡及角部裂纹的间隙在空气中逐步被氧化,由于表面氧化物在轧制过程中无法轧合,不断拉伸变形导致了H 型钢边部产生裂纹,形成边裂缺陷。
1.2 显微组织分析
为更好地研究分析型钢裂纹产生的具体原因,对型钢边裂缺陷部位取样进行高倍组织分析。试样的裂纹沿样板上部斜向下延伸,裂纹内部有夹杂物,裂纹两侧均有明显的氧化、脱碳现象;钢材基体高倍组织形状是铁素体和珠光体,晶粒较细,晶粒度约为8 级,如图4 所示。

图4 金相组织及裂纹形貌图
翼缘开裂缺陷均因铸坯的缺陷在加热炉中被氧化,再经轧制被暴露和扩展形成,而裂纹周围聚集分布的氧化夹杂无法轧合,促进了裂纹的进一步扩张。
1.3 化学成分分析
从边裂缺陷的样板上取样进行光谱化学成分分析,结果见表2。钢坯样熔炼成分可以看出,成分正常且全部符合Q235B 热轧H 型钢的标准成分范围。
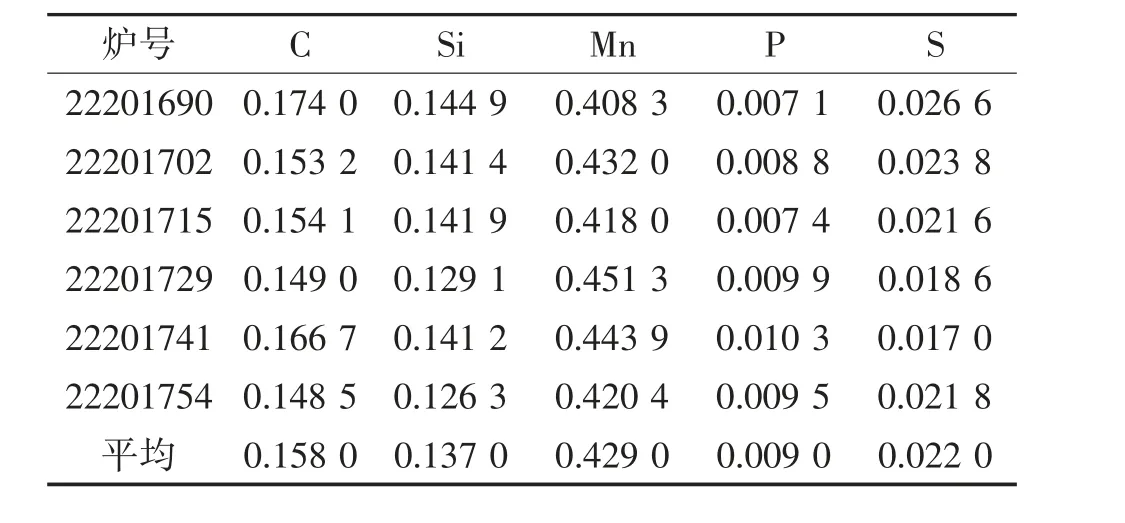
表2 化学成分分析数据(质量分数)(%)
2 铸坯表面气泡分析
2.1 铸坯表面气泡形成原因
方坯连铸生产过程中,钢液含有各种气体,凝固过程气体分压大于大气压和钢水静压力之和时,就会有气泡产生,如果这些气泡聚集长大或者在钢水凝固时不能溢出挥发就会成为气泡缺陷。连铸坯气泡缺陷的形成与中间包砌筑及烘烤、钢水过热度、脱氧程度、钢水二次氧化等均有一定关系。
2.2 钢水过热度
气泡形成的动力学可由如下公式表示:
气泡半径r 与两相区宽度(x1-x2)成正比例关系。当钢液的过热度大时两相区的温度梯度增大,宽度减小,则有利于柱状晶的生长。由于两相区宽度(x1-x2)减小,气泡半径减小不易上浮排除,残留在钢中形成气泡。
式中:r—气泡半径,μm
β—凝固收缩系数,αV
η—钢液粘度,mPa·s
R—树枝晶生长速度,μm/s
x1-x2—两相之间的宽度,μm
ρ—钢液密度,g/cm3
H—钢液面高度,mm
δ—钢液表面张力,N/m
Pg—凝固前沿母液中富集气体的平衡分压,Pa
降低钢水过热度,在接近液相线合适温度区间进行钢水浇注,可增加两相区宽度(x1-x2),使气泡半径增大,促进钢液中气体上浮,减少铸坯气泡的出现。研究表明钢水过热度在30 ℃以上时,钢坯出现气泡的几率比合适过热度条件下高出3~4 倍。
实际生产的第一炉上钢温度、中包温度与过热度见表3。

表3 连铸上钢温度、中包温度与过热度
由上表可以看出,开浇第一炉的温度都偏高,过热度超出标准范围较多。较高的过热度会造成钢液氧、氢气体含量升高,尤其是刚开浇时,中间包温度更是大大高出要求范围,而且中间包内没有完全被覆盖剂覆盖,保护浇铸尚未到位,造成大面积与空气接触,二次氧化吸气严重,所以高温也是造成气体含量高的原因。
2.3 脱氧程度
当钢水脱氧不良时,钢液中氧含量会较高,浇注降温过程会发生碳氧反应,生成CO 气体,部分CO气泡长大后,在浮力的作用下向上运动,同时气液界面持续碳氧反应,并吸附所遇到的杂质和其它气泡,最后从钢水中逸出或被凝固界面捕获留在连铸坯中,一部分气泡不运动,附着在原枝晶间,成为连铸坯“针孔”或皮下气泡。
该厂连铸生产的钢种全部经过精炼炉处理,而且精炼时间都能够保证,过程白渣良好成分正常,精炼渣样TFe含量<0.5%,所以钢水脱氧程度没有问题,不是钢坯气泡形成的原因。
2.4 二次氧化
中间包烘烤后开浇前,会有温降吸气现象,如果不采取措施,很可能造成开浇钢水接触空气二次氧化现象。为了降低二次氧化风险,一般都需要向中间包内吹入氩气,进行气体置换,减少中间包氧含量。前期炼钢厂对方坯连铸不重视,没有采取相应措施,连续出现开浇头坯气泡后,也采取了气体置换措施,和其他措施共同实施后,杜绝铸坯气孔的再次出现。
如图5 所示,在中间包烘烤结束后,将通有氩气的钢管放置到中间包盖的上部三个孔内,向中间包内部吹氩气,把中间包内部的热空气置换出来,直到大包开浇液面上涨并被中间包保护渣覆盖后,将钢管撤掉,停止向中间包内吹氩气。

图5 中间包气体置换现场图
2.5 中间包砌筑与烘烤
通过检查中间包烘烤记录,连铸车间严格执行中间包砌筑厂家提供的烘烤曲线及时间,烘烤温度达到1 000 ℃以上,但是在开浇后中间包外部钢壳排气孔洞处仍存在滴水(见图6)、冒气现象,下线的第一只坯的头部仍然有表面气孔。
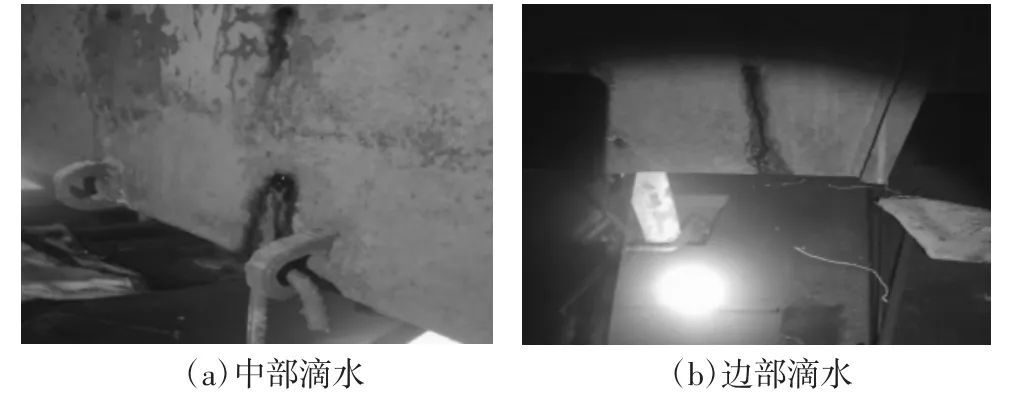
图6 中间包气孔滴水情况现场图
进一步检查发现,中间包干式料现场摆放杂乱无章,无防潮、防湿措施,抽样检查过程中同时发现中间包干式料有水分超标现象;另外中间包干式料和耐火泥都存在超期使用的情况。
中间包耐火材料含有水分烘烤不良时,在浇铸的前一阶段(主要是开浇炉的头几只坯),水蒸气会进入钢中变成[H]、[O]原子,若形成气泡,其化学成分应该是以CO(一般钢种的方坯不加铝合金脱氧)和H2为主。其的特点是,只有浇次的头一炉的前几支坯出现气泡,越到后面气泡越少。一些钢厂的连铸坯,经常出现坯头气泡,这是原因之一。
3 改进措施与效果
为避免H 型钢边裂质量问题,需要提高坯料的内部质量,杜绝钢坯表面气泡等缺陷,降低质量事故的发生。笔者对钢厂的生产工艺流程进行了以下优化改进。
(1)对精炼炉提出造白渣操作,开浇炉钢水氧含量控制在20×10-6左右,严格执行操作规程。
(2)控制中间包钢水过热度在20~30 ℃范围,使气泡上浮具有良好的动力学条件。
(3)开浇前向中间包吹氩气,进行气体置换,减少钢水与空气的接触出现的二次氧化现象。
(4)严格执行中间包的管理制度及中间包砌筑工艺要求,要保证中间包耐火材料的质量,注意生产日期及做好防潮、防湿措施,超期的浇注料或者干式料不能继续使用。
(5)为了避免浇注料吸收空气中的水分,在每次中间包打结干式料前,首先对中间包永久层进行烘烤,保证干燥不潮湿。
(6)严格按照中间包线下、线上烘烤制度进行烘烤,保证中间包的烘烤达到合适的时间和温度,确保内部的水分排除干净。
(7)严格执行中间包确认制,中间包排气孔堵塞时,必须及时处理干净,保持排气畅通。
在以上措施施行后,铸坯检测质量有了明显提高,铸坯没有出现气泡问题,未再出现H 型钢轧制边裂缺陷。图7 是采取措施后生产的型钢,表面质量良好,判定为合格产品。
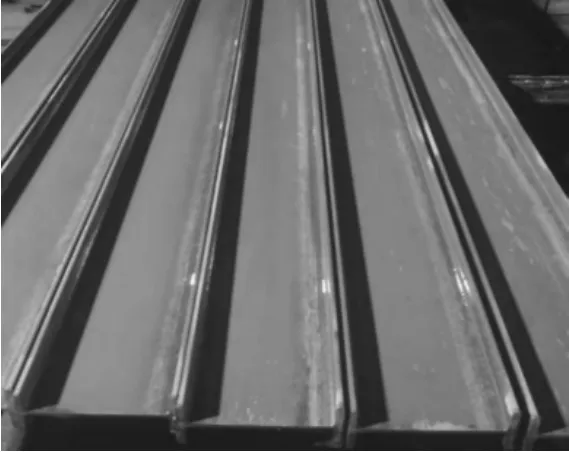
图7 型钢表面形貌图
4 结语
(1)方坯连铸浇注过程中铸坯存在角部裂纹、表面气泡等缺陷,是导致该厂H 型钢轧制时出现边部裂纹缺陷的主要原因。
(2)通过完善中间包砌筑烘烤制度,精炼深脱氧、中间包气体置换及采取合适的连铸钢水过热度等改进措施,有效减少连铸坯表面气泡缺陷,H 型钢边部裂纹缺陷得到有效控制。
