装配式车站“大分块”预制构件生产技术研究
2023-03-15赵文华王永峰
罗 强,赵文华,王永峰,姜 晓
(中国水利水电第七工程局有限公司,四川 成都 610200)
0 引言
预制装配式结构起源于二十世纪二三十年代的欧洲,经过发展成为现代建筑工业化的一种重要方式[1]。随着装配式建筑技术日益成熟,开始逐渐应用于地下工程中[2]。地铁车站施工中采用预制装配式结构能够有效提高施工效率[3],节约工期,降低对市政交通的影响,特别是在建筑密集性高、交通压力大的城市,装配式施工具有非常广阔的应用前景。
国内外学者对装配式地铁车站开展相关研究,李兆平等[4]研究了预制装配式地铁车站结构榫槽式接头力学性能;杜修力等[5]对装配式地铁车站的侧墙底节点抗震性能进行了分析;苏会锋等[6]对装配式地铁车站结构的接头抗弯承载能力进行了研究;杨秀仁等[7]对装配式结构注浆式榫槽接头弯曲抵抗作用特性进行了研究;陶连金等[8]对预制装配式地铁车站结构拼装成环后的力学行为进行了研究;许学昭等[9]对装配式地铁车站结构的榫槽式接头抗剪性能进行了研究;丁鹏等[10]对预制装配式地铁车站的闭腔构造进行了优化设计;单馨玉等[11]对预制装配式地铁车站肥槽回填施工力学行为进行了研究;Tao等[12]提出了装配式地铁车站地震破坏机理,并首次开展了全装配式地铁车站结构大型振动台试验。已有研究对装配式地铁车站接头的连接方式、接头力学性能及拼装过程进行了深入分析,取得了一定成果,但对装配式地铁车站的预制构件生产工艺流程及受力监测研究较少。
本文以深圳市城市轨道交通12号线沙浦站为依托,分析了装配式地铁车站的预制构件的生产工艺流程以及预制构件修补措施,并对生产过程中预制构件的受力情况进行跟踪监测,以期为装配式地铁车站构件设计优化提供参考。
1 工程背景
1.1 工程概况
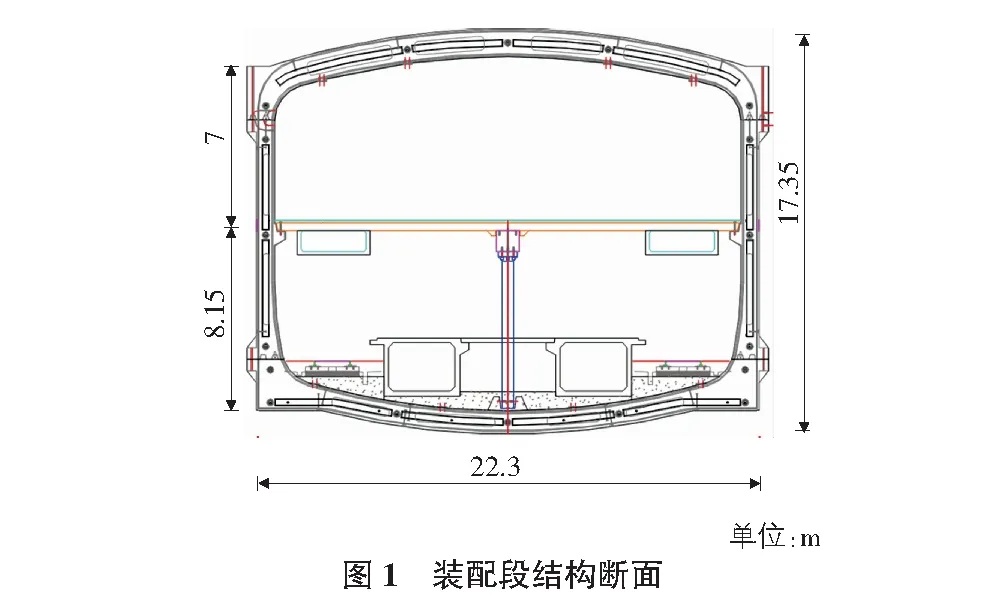
深圳地铁12号线沙浦站为地下2层岛式站台车站,车站全长235 m,地下1层为站厅层,地下2层为站台层,有效站台宽度为11.8 m,长度为140 m。车站主体结构中间段采用装配式结构,装配段总长度为164 m,共计82环。
地铁车站装配段结构断面如图1所示。
1.2 预制构件参数
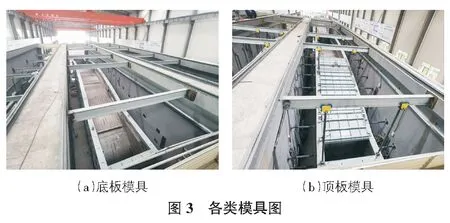
装配式地铁车站的预制构件主要分为顶板、中板、侧墙、底板、中立柱、中纵梁、出入口环框梁、出入口侧墙。各部位预制构件的参数如表1所示。
装配式地铁车站由9类构件组成,每环中各类构件通过榫槽注浆与螺栓相结合的方式进行连接,因此对预制构件的尺寸精度要求较高,施工中需严格控制生产质量,避免构件尺寸出现较大误差。
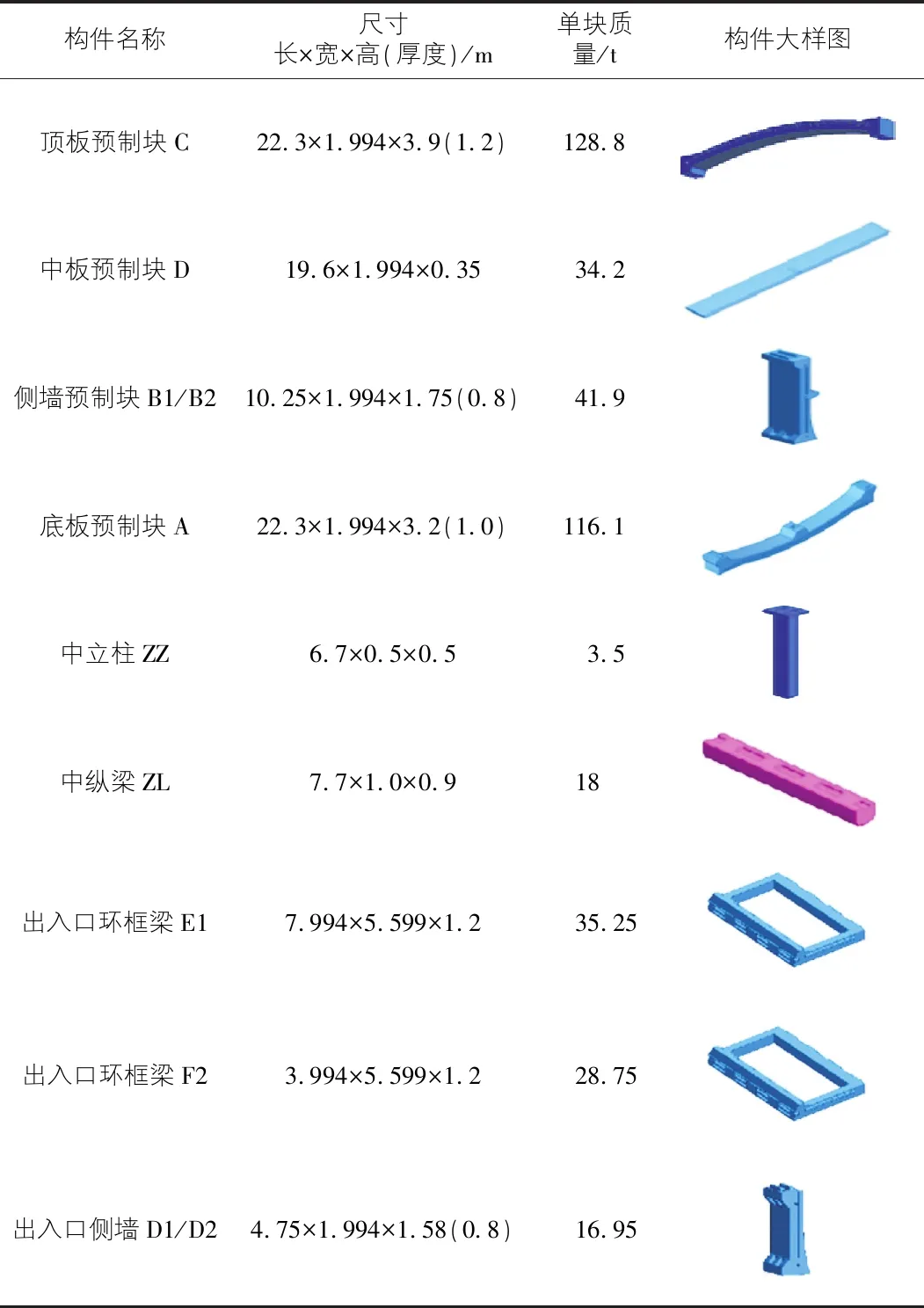
表1 构件参数
2 预制构件生产技术研究
为保证预制构件的生产质量,装配式车站生产区配置了一条“1+3”自动流水生产线,投入1套边模,4套流转底座,设计生产能力30环/月,如图2所示。装配式车站生产线由钢筋原材料堆存区、钢筋加工区、钢筋笼成型区、钢筋笼堆存区、预制件生产区、预制件蒸养区、预制件脱模区、预制件堆存区、预制件装车区等组成。
预制构件生产主要包括模具生产、钢筋笼绑扎、混凝土浇筑养护脱模、构件缺陷修补等关键技术。
2.1 模具生产技术研究
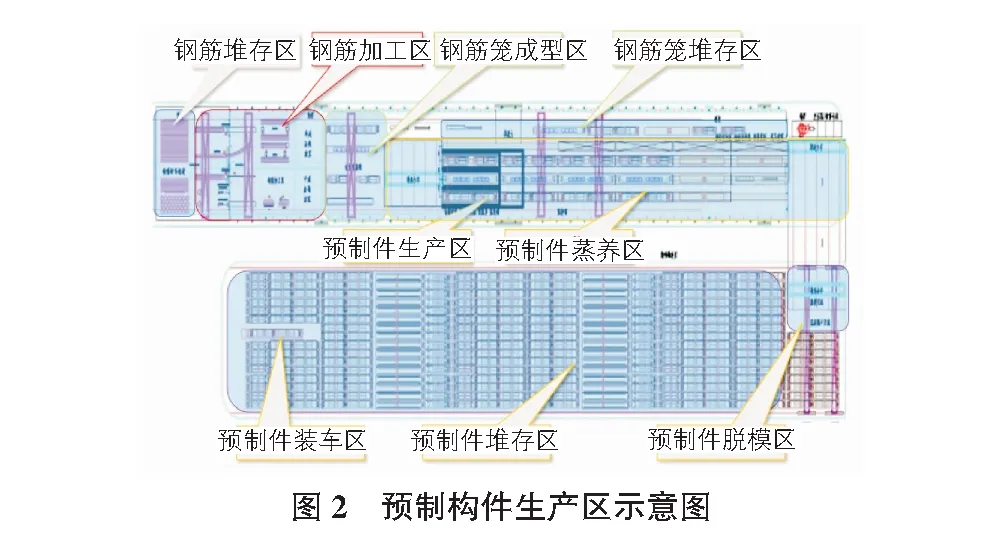
预制构件采用组合钢模方案,投入4套底模和1套侧模,使用周转底座,由模具底座运输系统控制,可在流水线上流转,侧模采用组合钢模板,并设置支撑,材质选用10 mm厚Q235B钢板,如图3所示。
为保障模具尺寸精度,模具进厂组装后需通过三维扫描进行尺寸检测,验收合格后方可进行生产。模具在使用前应进行清理、打磨,模具接合处的灰浆和粘贴胶条需清理干净;完成清理后,在模具拼接部位粘贴密封条,防止在混凝土浇筑过程中出现泌水、漏浆现象;组装前在模具内表面喷洒脱模剂;完成以上步骤后进行模具组装,为保障模具安装后接合部位严密,在模具接合部位粘贴泡沫塑料条;模具安装后需进行校核,底模进入浇筑区后进行水平校核,使用水平管校核底模四个角点,使用液压千斤顶辅助调平。
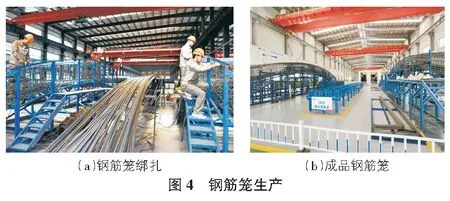
2.2 钢筋笼生产技术研究
首先严格按照设计图纸要求对钢筋进行加工,钢筋加工完成后进行钢筋笼绑扎,如图4所示。为保障钢筋位置的准确性,在钢筋靠模上通过卡板定位出每一根主筋的位置,确定大致形状,提前预留位置,确保每一个预埋件不与主筋相冲突。钢筋靠模上有专门的定位措施以保证榫头、榫槽定位的准确性。榫头、榫槽钢筋均为后加钢筋,为保证吊装、转运过程榫头、榫槽钢筋不偏位,形状不发生变化,榫头、榫槽筋所有节点均额外施作点焊。最后进行钢筋笼制作,在钢筋靠模上进行焊接,以确保钢筋骨架的组装精度,成品钢筋笼通过验收后吊装入模,最后将预埋件安装到钢筋笼中。
2.3 混凝土生产技术研究
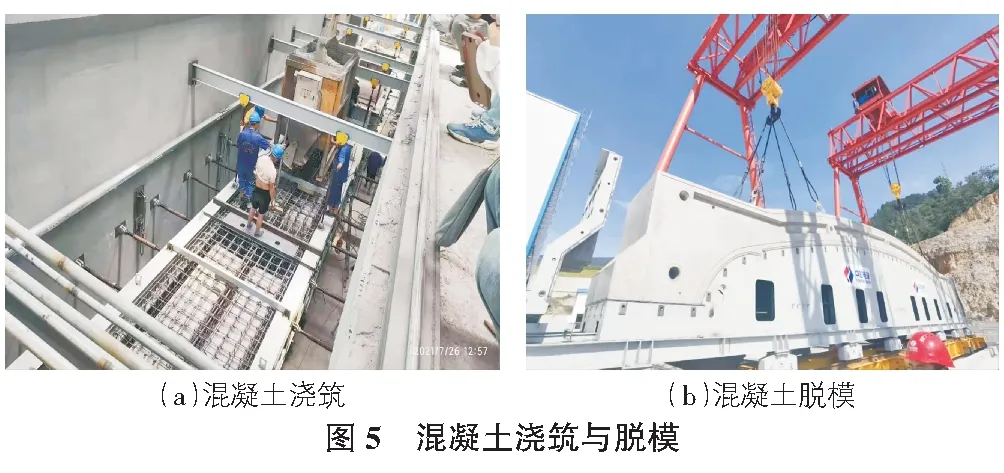
首先采用碗扣支架顶的方式给钢筋施加反力,从而防止钢筋笼在混凝土浇筑过程中发生上浮。前期工作准备完毕后进行混凝土浇筑,浇筑时应通过分层浇筑与振捣的方式保证混凝土的均匀性和密实性。浇筑完成后采用刮杠将混凝土表面刮到与两侧模板等高,然后进行收面压光,之后进行预制构件养护。预制构件浇筑完成后第一时间覆盖薄膜,脱侧模后进行蒸汽蒸养,蒸养窑采用湿热养护方式,湿度控制在85%以上;在蒸养窑内设置有全自动化温控及湿控设备装置,温度及湿度变化全自动控制,蒸养温度最高不超过60 ℃,确保升温及降温的速度符合要求,同时确保养护窑内各点温度均匀。养护完成后进行拆模,拆模时先拆除非承重模具,后拆除承重模具,预制构件拆模完成后应进行脱模验收,验收通过后方可吊装至堆场堆存区进行堆存养护,如图5所示。
2.4 预制构件缺陷修补技术研究
预制构件拼装前,应严格检查密封垫沟槽两侧及平面转角处,保证凹凸榫不得有剥落、缺损。大缺角应用修补剂填平,密封垫沟槽两侧、底面的大麻点应用早强快硬水泥填平。修补剂采用丁二烯和苯乙烯共聚物乳液与水泥混合搅拌组成黏结水泥浆,其与瞬凝水泥共同组成构件修补剂。使用前将乳液与水泥按1∶2质量比搅拌至均质、黏稠状态,修补前,先使基面潮湿,涂一层水泥浆,然后将瞬凝水泥涂在水泥浆上即可,水泥浆施工厚度不超过2 mm。
2.4.1 构件修补顺序
构件经浇筑预蒸养脱侧模后应立即对构件端面、凹凸榫及外弧面裂缝、掉块进行修补,修补完成后立即重新覆盖养护薄膜进入蒸养区,在蒸汽养护3 d脱底模后再进行修补,预制构件达到28 d龄期后,装车运输前再次对构件进行修补。
2.4.2 构件裂缝修补方法
预制构件裂缝修补方法包括表面封闭法、注射法以及压力注浆法等,应根据裂缝情况和环境条件选用。在修补裂缝的时候根据裂缝宽度选择适宜的方法(如表2所示)。
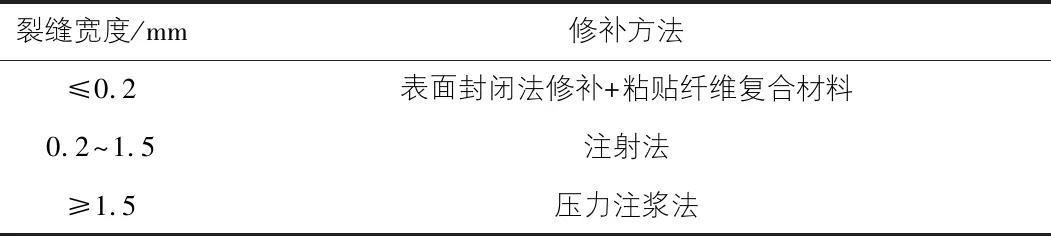
表2 不同裂缝宽度对应的修补方法
表面封闭法施作前应注意清除裂缝表面灰尘、浮渣及松散层,并打磨平整至坚实基层,当表面残留油污等杂质时,应采用甲苯等有机溶液沿裂缝两侧30 mm范围擦拭干净,裂缝的封闭应在构件表面清洗、干燥后进行。
注射法在注射施工前,应清理裂缝表面,清除裂缝内部的粉尘、浮渣,根据裂缝宽度和深度综合确定注射筒的间距,在封缝胶固化后进行注胶,注胶过程保持低压、稳压。
压力注浆法在粘贴注浆嘴和封闭裂缝之前,应沿缝对混凝土表面进行处理,清除松散层、油垢,根据裂缝宽度和深度综合确定注浆嘴间距,使用专用封缝胶进行封缝,封缝胶固化后,应逐一加压检查,确认注浆通道通畅,之后进行注浆。
2.4.3 预制构件碎裂掉块修补方法
预制构件碎裂掉块修补,对未露筋构件宜采取直接抹面法修补;对露筋构件,视现场情况可采取“锚栓(植筋)+挂网+聚合物改性砂浆”等方法修补。构件相邻部位碎裂掉块修补时,应考虑原有管缝自由度的需求,采用插板再拔出或预留薄弹性板材等方式处理。
预制构件掉块修补操作如下:修补前,先用压力水冲洗,充分湿润修补部位的构件混凝土,在修补施工时,应将构件混凝土碎裂、空鼓部分彻底凿除,打出混凝土坚实基层。当构件钢筋或螺栓锈蚀时,应进行除锈、阻锈处理。用回填材料密实填充缺陷部位,采用多次填补法,需分层操作,每次填补厚度不宜超过20 mm,待已填补材料达到一定强度后方可进行下一次填补工作。在修补隧道上部构件或临边构件时,每一次填补厚度应按照实际情况酌情减小,缺陷部位修补完成后,应保湿养护,并满足相关修补材料对养护时间要求的技术指标。
3 预制构件生产过程受力监测
3.1 监测方案
为了解预制构件制作过程中钢筋与混凝土的受力情况,采用钢筋计与混凝土应变计对预制构件进行受力监测,传感器布设情况如图6所示。
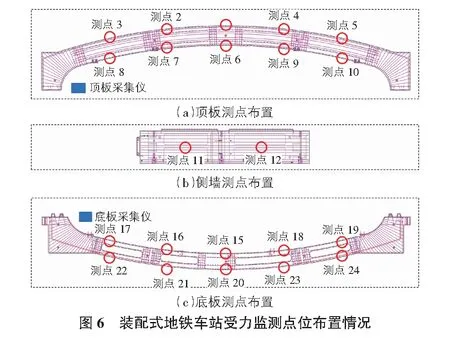
顶板与底板各设置了5个监测断面,侧墙设置2个监测断面,每个监测断面包含2个测点,每个测点处埋设1支钢筋计与1支混凝土应变计。受力主筋均采用HRB400级钢筋,其中顶板受力主筋直径为28 mm,侧墙外部受力主筋直径为25 mm,内部受力主筋直径为22 mm,底板上部受力主筋直径为28 mm,下部受力主筋直径为22 mm。
3.2 监测数据分析
3.2.1 预制顶板受力情况
预制顶板钢筋计受力情况如图7(a)所示,混凝土计受力情况如图7(b)所示。

顶板上下部的受力主筋型号相同,由图7(a)可知,总体上顶板下部测点的钢筋受力大于上部测点,因主筋型号相同,在只考虑自重情况下顶板下部钢筋受力大于上部;自钢筋计安装至混凝土浇筑前时段的1 d~5 d内顶板受力主筋处于受拉状态,该阶段最大应力为24.16 MPa;钢筋计埋设的6 d~ 9 d,预制顶板处于浇筑养护状态;养护完毕出模后测得受力主筋处于受压状态,最大压应力为44.68 MPa,出模后各测点的钢筋受力情况较为稳定。由图7 (b)可知,总体上顶板下部测点的混凝土受力大于上部测点,预制构件出模后受力主筋附近的混凝土处于受压状态,最大压应力为10.42 MPa。总体而言,出模后各测点的混凝土受力情况较为稳定。
3.2.2 预制侧墙受力情况
预制侧墙钢筋计受力情况如图8(a)所示,顶板混凝土计受力情况如图8(b)所示。
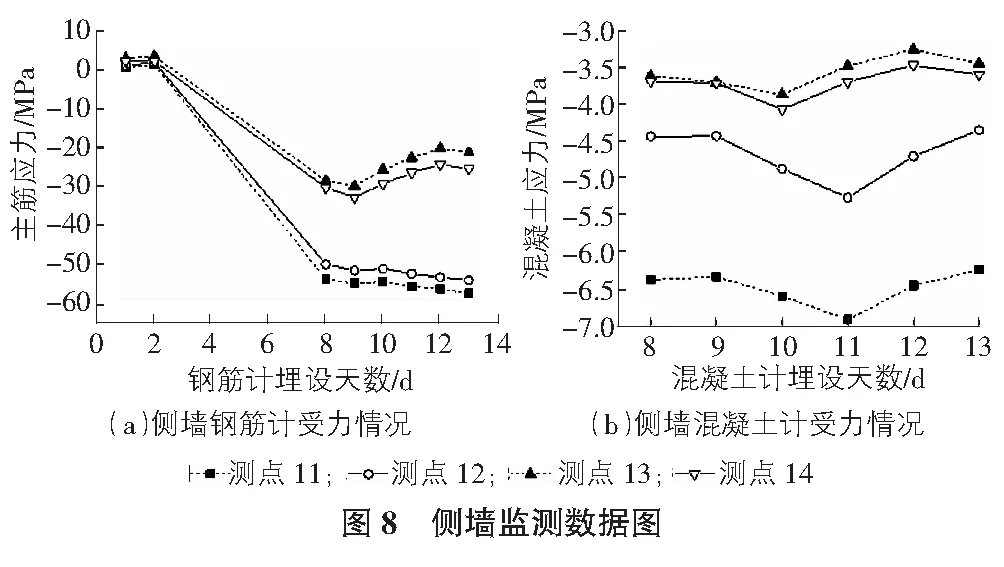
侧墙外部的受力主筋直径为25 mm,内部的受力主筋直径为22 mm,由图8(a)可知,总体上侧墙外部测点的钢筋受力大于内部测点,外侧受力主筋直径较大,故受力更大;自钢筋计安装至混凝土浇筑前时段的1 d~2 d内,侧墙受力主筋处于受拉状态,最大应力为3.35 MPa;钢筋计埋设的3 d~7 d内,预制顶板处于浇筑养护状态;养护完毕出模后受力主筋处于受压状态,该阶段的最大压应力为57.31 MPa,出模后各测点的受力情况较为稳定。由图8 (b)可知,侧墙下部测点的混凝土受力普遍大于上部测点,侧墙构件出模后主筋附近的混凝土处于受压状态,最大压应力为6.93 MPa。总体而言,出模后各测点的受力情况较为稳定。
3.2.3 预制底板受力情况
预制底板钢筋计受力情况如图9(a)所示,底板混凝土计受力情况如图9(b)所示。
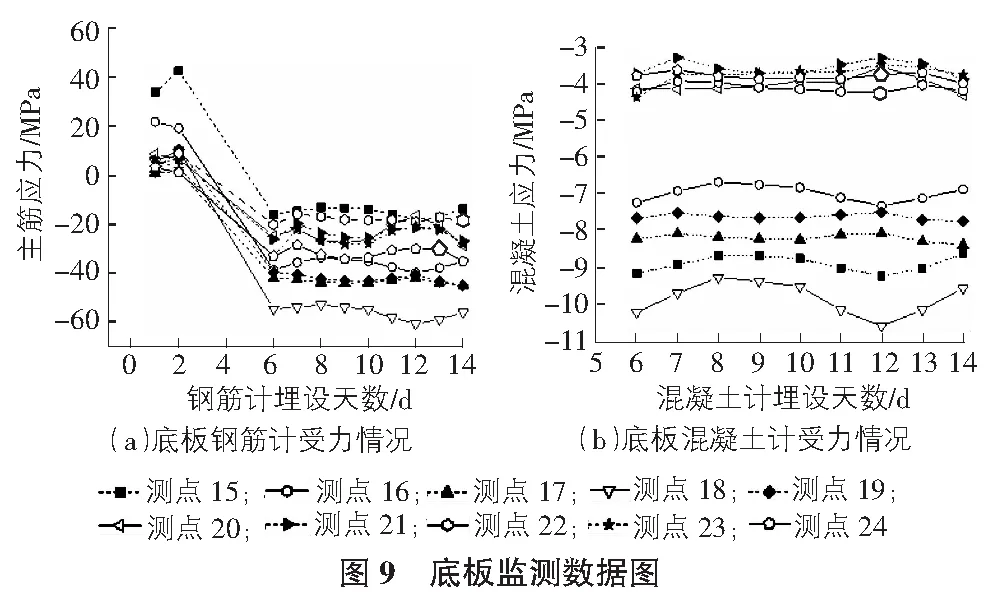
底板上部受力主筋的直径为28 mm,下部的受力主筋为22 mm。由图9(a)可知,总体上底板上部测点的钢筋受力大于下部测点,上部钢筋直径较大故受力更大;自钢筋计安装至混凝土浇筑前时段的1 d~2 d内,底板受力主筋处于受拉状态,最大拉应力为42.70 MPa,最大应力位置是底板跨中上部测点;钢筋计埋设的3 d~6 d内,预制底板处于浇筑养护状态;养护完毕出模后底板受力主筋处于受压状态,该阶段的最大压应力为61.23 MPa,出模后各测点的受力情况较为稳定。由图9(b)可知,总体上底板下部测点的混凝土计受力大于上部测点,底板构件出模后主筋附近的混凝土处于受压状态,最大压应力为10.61 MPa。总体而言,出模后底板各测点的受力情况较为稳定。
生产过程中预制构件最大应力情况汇总如表3所示。由GB 50010—2010混凝土结构设计规范[13]可得HRB400钢筋的屈服强度标准值为400 MPa,C50混凝土的轴心抗压强度为32.4 MPa,所测数据均未超过规范限值,预制构件生产效果良好。
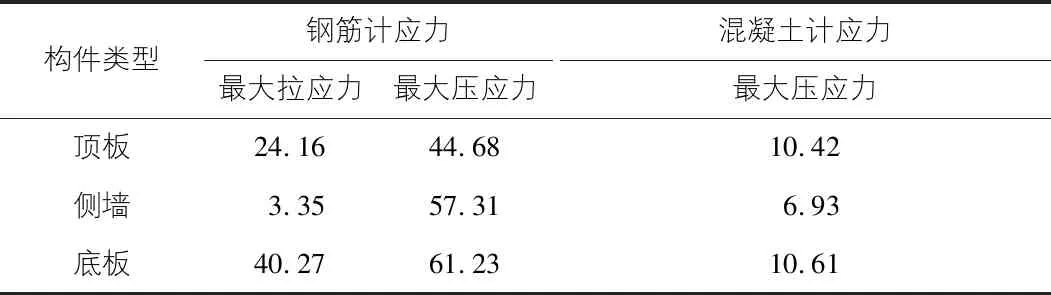
表3 监测过程中预制构件最大应力情况 MPa
4 结论
本文依托深圳地铁12号线沙浦站,对“大分块”模式预制构件生产工艺及生产过程中构件受力情况进行研究,主要得出以下结论:
1)通过严格把控模具和钢筋笼生产精度、混凝土浇筑养护温度,及时进行构件缺陷修补,可有效保障预制构件生产质量。2)监测数据表明,预制构件生产阶段,底板受拉、压应力最大,顶板次之,侧墙受压相对较大。
