硅铝型铁尾矿粉的无熟料固结性能及水化机理
2023-03-12安树好刘娟红张月月王洪江
安树好,刘娟红,2,3,*,张月月,王洪江
(1.北京科技大学 土木与资源工程学院,北京 100083;2.北京科技大学 城市地下空间工程北京市重点实验室,北京 100083;3.北京科技大学 城镇化与城市安全研究院,北京 100083)
中国现存有207 亿t金属尾矿[1],尾矿堆储不仅占用土地资源、污染环境,还存在安全隐患.金属尾矿中的主要矿物为石英、长石等硅酸盐矿物,化学成分主要是SiO2、Al2O3和Fe2O3等化合物.Young 等[2-3]利用铁尾矿替代部分黏土质生料组分制备硅酸盐水泥熟料,发现铁尾矿中的硅铝成分能够提高生料的易烧性,降低熟料矿物的烧成温度,改善熟料的烧成质量及水化性能.朴春爱等[4-6]利用机械力活化方法,制备出具有火山灰活性的铁尾矿粉并研究了其在水泥基材料中的活性表现,结果表明,粉磨2.0 h 的铁尾矿粉中无序物质增多,具有火山灰活性,活化铁尾矿粉的掺入可以促进水泥中铝酸盐的二次水化,显著提高浆体的胶凝活性.Cheng 等[7]用磨细铁尾矿粉作矿物掺合料制备混凝土,研究了掺加磨细尾矿粉对混凝土力学性能及耐久性的影响,结果表明,随着磨细尾矿粉的掺加,混凝土的抗渗、抗冻等耐久性能得到显著改善.事实上,在细磨过程中,铁尾矿中矿物表面的晶体结构受到机械力作用,粉体表面结晶度逐步降低,形成非晶质层,使矿物表面成分出现一些化学性质上的变化[8].Liu 等[9]对比研究了铁尾矿石和石灰石作粗骨料时混凝土力学强度和微观结构的不同,结果表明,铁尾矿表面的断键部位在适当条件下能够与Ca(OH)2发生化合反应,生成了含铝的水化硅酸钙(C-(A)-S-H),而石灰石表面没有这一现象,这是铁尾矿骨料混凝土的强度和结构密实度均明显高于石灰石骨料混凝土的主要原因.基于此,刘娟红等[10-11]利用超细尾砂表面硅铝氧矿物晶格缺陷的特性,研究了全尾砂无水泥充填方案的可行性,充填体28 d抗压强度达到3.35 MPa,完全满足矿山充填的需求,为深度开发超细尾砂的利用价值拓宽了方向.
硅铝型铁尾矿中富含SiO2和Al2O3,但水化生成水化硅酸钙(C-S-H)及钙矾石(AFt)所需的Ca(OH)2和CaSO4不足.鉴于此,本文以硅铝型铁尾矿为主要组分,借助机械力活化方法来增加铁尾矿表面晶格缺陷浓度,同时选用富含Ca(OH)2、CaSO4和非晶态SiO2的工业副产品为校正材料,配制出铁尾矿粉无熟料固结材料,并研究影响该固结体强度的因素及水化机理.
1 试验
1.1 原材料
铁尾矿源于密云维克铁尾矿,主要矿物成分为石英、长石及云母等矿物.钙、硫、硅3 种校正材料均选用工业副产品.原材料的化学组成(质量分数,文中涉及的组成、水固比等除特别注明外均为质量分数或质量比)见表1.铁尾矿的XRD 图谱见图1.

表1 原材料的化学组成Table 1 Chemical compositions of raw materials w/%
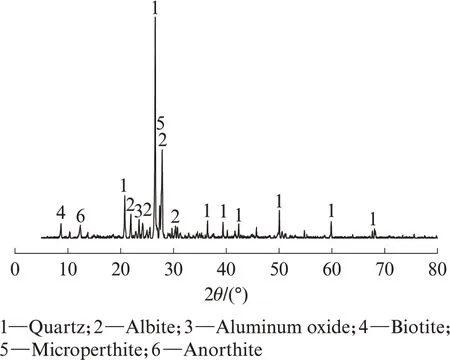
图1 铁尾矿的XRD 图谱Fig.1 XRD pattern of iron tailing
1.2 试验方案及方法
1.2.1 抗压强度试验
以磨细石英砂试件为参照组,铁尾矿粉无熟料固结试件的抗压强度试验方案及结果见表2.先采用ϕ305×305 mm 的球磨机按照表2 中的配合比将试样粉磨3~6 h,制成比表面积约为1 000 m2/kg 的粉体;然后用净浆搅拌机以0.30 的水固比将粉体试样加水搅拌成净浆,倒入30 mm×30 mm×30 mm 的试模中制备得到净浆试件;最后置于(20±1)℃、相对湿度不低于95%的养护室中养护至规定龄期.
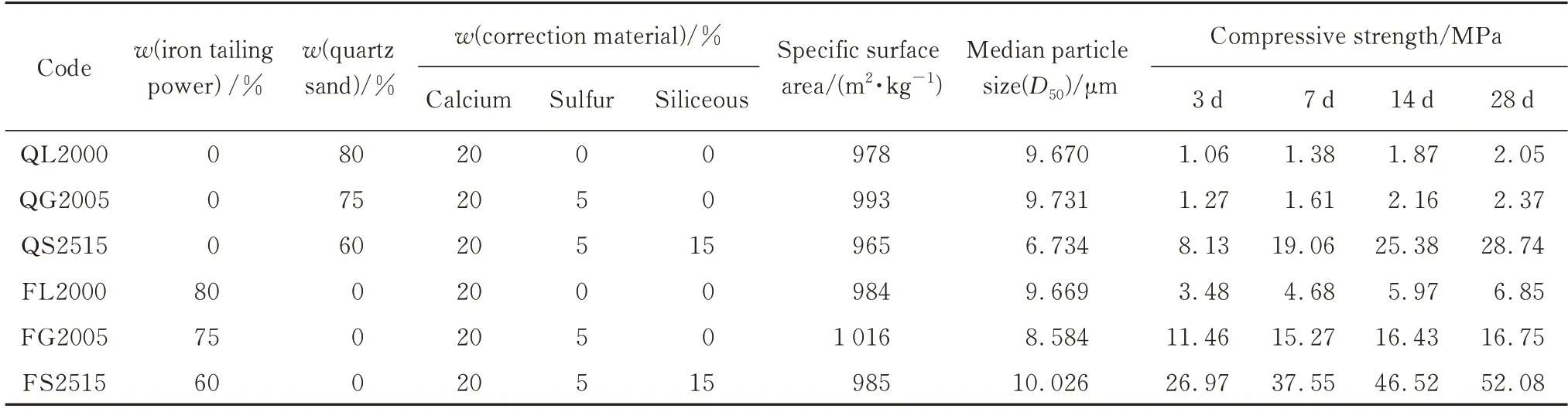
表2 铁尾矿粉无熟料固结试件的强度试验方案及结果Table 2 Strength test scheme and results of iron tailing powder non-clinker consolidation specimens
1.2.2 化学分析方法测定AFt含量
由文献[12-13]可知,乙二醇-甲醇(体积比1∶3)混合溶剂能够将AFt 从水泥浆体中精准萃取出来.试验采用CuSO4返滴法测定出萃取液中的Al2O3含量,根据AFt 的一般化学式3CaO·Al2O3·3CaSO4·32H2O,计算出Al2O3的质量分数为8.13%,由此化学方法即可测定换算出浆体中AFt的含量.
1.2.3 微观试验
使用FEI Quanta 250 扫描电镜(SEM)观察试样的微观结构.使用TTRⅢ X-射线衍射仪(XRD)测试试样的水化产物,仪器参数为:管电流120 mA、管电压40 kV、扫描角度5°~65°,扫描速率6(°)/min.使用Discovery 差示扫描同步热分析仪(DSC-TG),N2作为保护气体,将磨细的净浆粉末以10 ℃/min 的速率从室温加热至1 100 ℃,得到DSC-TG 曲线.
将破型后的净浆试件立即用无水乙醇终止水化,按试验需求制成SEM 测试用块状试样,以及XRD、DSC-TG 测试用75 μm(200 目)粉体试样.需要说明的是,由于试件FL2000 的3 d 抗压强度偏低,浆体结构疏松,导致其在SEM 测试时抽真空时间过长,因此本文所有微观早龄期试样均选用养护龄期为7 d 的 FL2000 试件,其他试验的早龄期测试选用养护龄期为3 d 的试件.
2 结果与讨论
2.1 抗压强度
由表2 可以看出:(1)磨细石英砂组试件QL2000 和QG2005 的各龄期强度均很低,QS2515的各龄期强度有很大提升.(2)铁尾矿粉组试件FL2000、FG2005 和FS2515 均能产生较高的力学强度.其中只掺入20%钙质校正材料可使固结体产生3.48 MPa(3 d)、6.85 MPa(28 d)的基础强度;在此基础上掺入5%硫质校正材料后,硬化浆体的早后期强度均得到显著提升;再掺入15%硅质校正材料后,试件FS2515 中钙、硫、硅3 种校正材料总占比为40%,且三者的质量比为20∶5∶15,该比例使试件FS2515的强度大幅度提升,较试件FL2000 的3、28 d 抗压强度提高6 倍,28 d 抗压强度可达52.08 MPa.另外,试件FS2515 各龄期抗压强度均大于试件FG2005 与QS2515 相应龄期抗压强度之和,说明硅质校正材料在铁尾矿粉组试件中具有显著的协同效应.(3)各铁尾矿粉组试件的抗压强度增长率存在较大差异——试件FL2000 的3~14 d 抗压强度增长率稳定合理,但抗压强度值较低;试件FG2005 各龄期抗压强度虽有较大提升,但其7、14 d抗压强度增长过快,14 d以后的抗压强度基本不再增长;试件FS2515 无论是各龄期的强度值还是早后期的强度比值均比较合理.综上所述,在磨细石英砂组试件中,复掺钙、硫校正材料无法有效提高固结体的强度,而掺入硅质校正材料可以产生明显强度,同样掺量和比例的3 种校正材料使铁尾矿粉组试件产生了较高的固结强度,并且硅质校正材料的强度贡献在铁尾矿粉组中更具有协同效应.
2.2 微观形貌
图2 为铁尾矿粉无熟料固结材料硬化浆体的微观形貌.由图2可以看出:(1)试件FL2000水化7、28 d后,在硬化浆体中仅有C-S-H 生成,7 d 时C-S-H 基本上呈箔片状(Ⅰ)和网状(Ⅱ),尚不能将铁尾矿颗粒固结起来()图2(a);水化28 d 的硬化浆体中水化产物增多,出现大量等大粒子状C-S-H(Ⅲ),浆体密实度提高(图2(b)).(2)试件FG2005 水化3 d 后,硬化浆体中有丰富的C-S-H 和AFt,其中C-S-H 呈箔片状(Ⅰ)、网状(II)和等大粒子状(Ⅲ),AFt直径在1~2 μm之间,C-S-H 和AFt 相互穿插,将铁尾矿颗粒紧密地连接在一起,试件强度显著增大(图2(c));水化28 d后,硬化浆体中箔片状C-S-H(Ⅰ)数量减少,等大粒子C-S-H(Ⅲ)数量增加,浆体变得致密,视野内仍有丰富的AFt(图2(d)),(3)试件FS2515 水化3、28 d后,硬化浆体中AFt 的比例与试件FG2005 相比明显减少,C-S-H 数量明显增加,并且等大粒子状C-S-H(Ⅲ)数量明显增多,箔片状(Ⅰ)和网状(Ⅱ)C-S-H 比例减少,视野内几乎找不到明显的AFt,硬化浆体的密实度提高,试件强度最高(图2(e)、(f)).

图2 铁尾矿粉无熟料固结材料硬化浆体的微观形貌Fig.2 Micro morphology of hardened paste of iron tailing powder non-clinker consolidation materials
2.3 水化产物的分析与计算
2.3.1 XRD 分析
图3 为铁尾矿粉无熟料固结材料水化前后的XRD 图谱.由图3 可见:(1)FL2000 未水化时出现了Ca(OH)2的特征峰,这是钙质校正材料引入的Ca(OH)2所致;FL2000 水化7、28 d 时Ca(OH)2特征峰减弱且部分消失,说明试样在液相体系中发生了化合反应,消耗了Ca(OH)2;另外,水化试样中长石峰值减弱,也说明在液相中与Ca(OH)2通过化合反应消耗掉的非晶态SiO2大部分来自于长石矿物.(2)FG2005 水化3 d 时出现了AFt 和石膏的特征峰,水化28 d 时AFt的特征峰强度没有明显变化,石膏和Ca(OH)2的峰值减弱,说明粉体表面因断键产生的硅铝低聚体中的Al2O3与校正材料中的Ca(OH)2、CaSO4发生了化合反应,生成了AFt.(3)与FG2005相比,FS2515 水化后AFt的峰值略有减弱,表明体系中AFt比例减少.
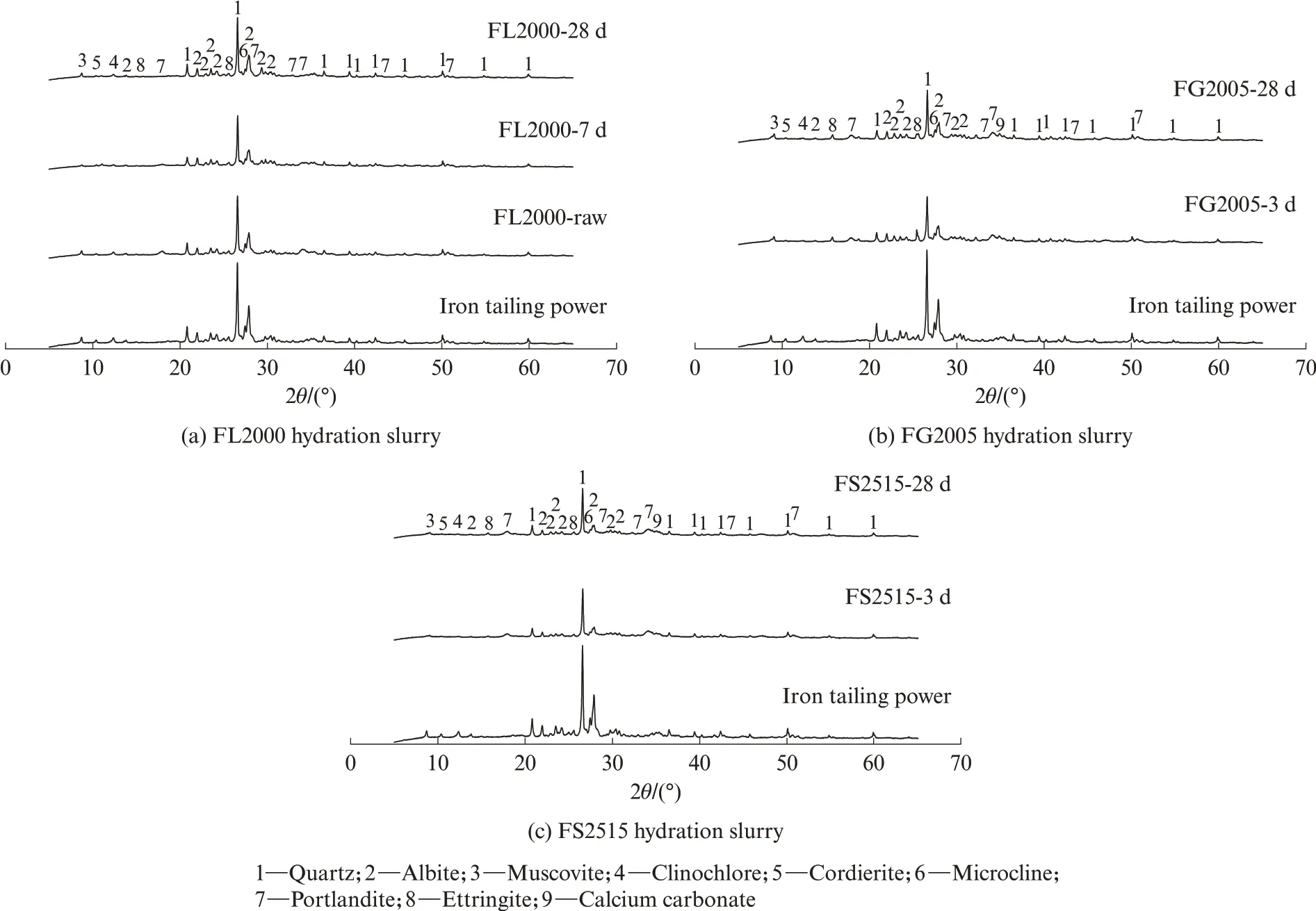
图3 铁尾矿粉无熟料固结材料水化前后的XRD 图谱Fig.3 XRD patterns of iron tailing powder non-clinker consolidation materials before and after hydration
由图3 还可见,硅铝型尾矿粉无熟料固结体中除了由校正材料本身引入的部分Ca(OH)2、CaSO4、CaCO3,以及新生成的AFt 之外,没有其他新的物相出现.这说明固结材料中不含任何经过煅烧生成的水硬性硅酸盐水泥矿物成分.
2.3.2 化学分析方法测定AFt含量
图4 为铁尾矿粉无熟料固结材料硬化浆体中的AFt含量.由图4 可见:普通硅酸盐水泥(P·O 42.5R)硬化浆体中AFt含量在14 d 时达最大值,14 d 后含量减少且趋于平缓,与文献[13]结果一致;FL2000 硬化浆体中未测出AFt 含量;FG2005 硬化浆体中AFt含量与普通硅酸盐水泥浆体接近,但在14 d 后仍呈增长趋势,将影响后期强度的稳定增长[14-15];FS2515水化3 d 的硬化浆体中AFt含量为4.56%,7 d 时略有增加,28 d 时则减少至3.82%,这可能是体系中参与反应的非晶质SiO2有所增加,消耗掉更多的Ca(OH)2和H2O 所致.
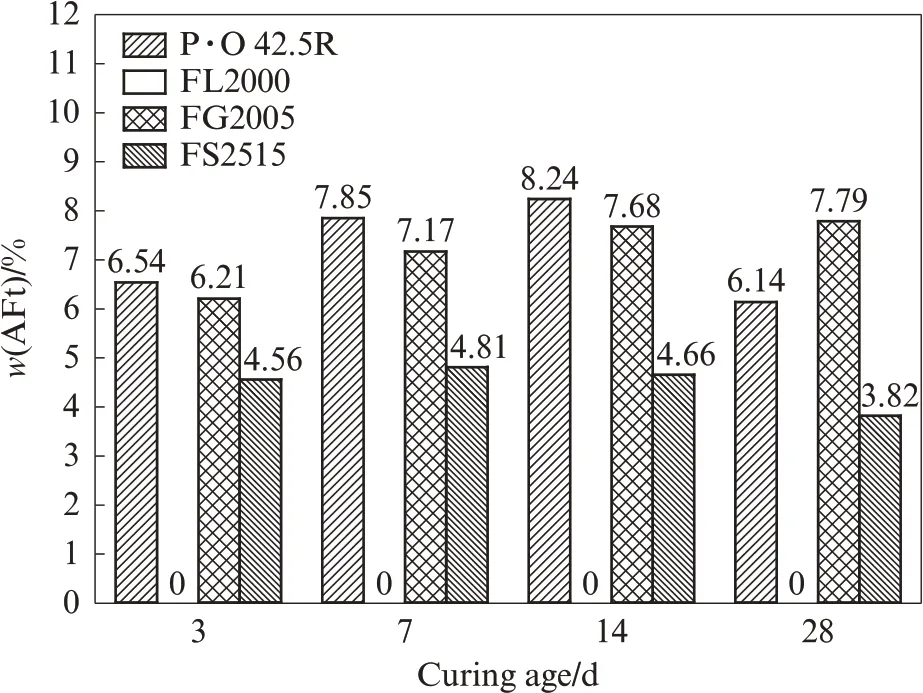
图4 铁尾矿粉无熟料固结材料硬化浆体中的AFt 含量Fig.4 Ettringite content in hardened paste of iron tailing powder non-clinker consolidation materials
2.3.3 DSC-TG 分析
图5 为铁尾矿粉无熟料固结材料硬化浆体的DSC 曲线和TG 曲 线.由 图5 可以看 出:(1)试 件FL2000 水 化7、28 d 硬化浆体的DSC 曲线仅 在128 ℃附近位置出现明显的C-S-H 脱水吸热峰,未出现AFt 的吸热特征峰;试件FG2005 和FS2515 水化3、28 d 硬化浆体的DSC 曲线在90 ℃附近位置均出现明显的AFt 脱水吸热峰,未出现C-S-H 脱水吸热峰,但TG 曲线中显示这2 个试件在130 ℃附近有明显的失重现象,说明水化样中有C-S-H 生成.(2)380~480 ℃时,3 个试件水化3 d(7 d)和28 d 硬化浆体的DSC 曲线均出现了明显的Ca(OH)2脱羟分解吸热峰,表明本试验方案中各试件所掺入的钙质校正材料是足量的,能够满足体系化合所需.(3)在845 ℃附近,试件FG2005 和FS2515 硬化浆体的DSC 曲线中均出现了吸热特征峰,并且在TG 曲线中伴有失重现象,这是石膏成分在此温度下分解产生的吸热特征峰;试件FL2000 硬化浆体的DSC 曲线和TG 曲线在这个温度附近没有特征峰和失重现象,这说明试件FG2005 和FS2515 中石膏组分充足,能够确保硬化浆体中的AFt晶型稳定.

图5 铁尾矿粉无熟料固结材料硬化浆体的DSC 曲线和TG 曲线Fig.5 DSC curves and TG curves of hardened pastes of iron tailing powder non-clinker consolidation materials
2.3.4 采用DSC 曲线和TG 曲线计算C-S-H 含量
通过图5(b)中各试件TG 曲线的特征峰可半定量计算出C-S-H 的含量.AFt和C-S-H 的吸热特征峰主要出现在60~180 ℃处,由于试件FG2005 和FS2515 的DSC 曲线中AFt 和C-S-H 的脱水吸热峰存在重叠掩盖现象,可将60~180 ℃区间吸热峰起止温度之间的失重比例近似视为AFt和C-S-H的脱水总和,根据试样中AFt 含量及其结构水的质量分数(45.9%),计算出AFt含量所占的脱水比例HAFt,由上述二者的脱水总和减去HAFt,得出C-S-H含量,结果见表3.
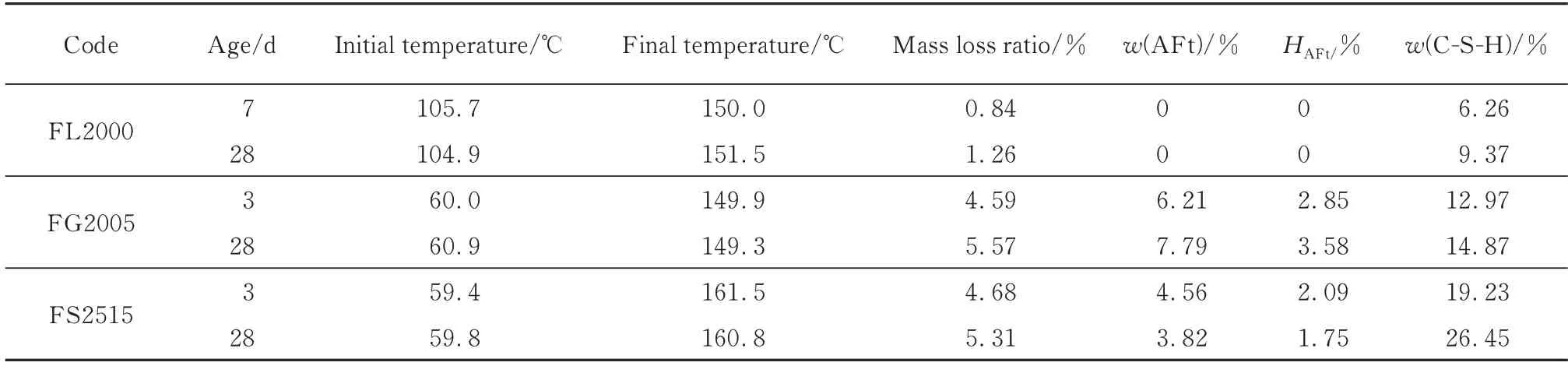
表3 硬化浆体中C-S-H 含量半定量计算结果Table 3 Semi quantitative calculation results of content of C-S-H in hardened pastes
3 硅铝型尾铁尾矿粉无熟料固结机理分析
石英和长石均属于架状硅酸盐结构,在细磨化过程中比层状结构的矿物更容易形成表面断键[16].文献[17]研究表明,中值粒径(D50)为4.8 μm 的石英微粉表面因晶格缺陷形成的非晶态SiO2相对质量为26.3%.由于长石矿物中铝氧键的键能比硅氧键低,铝氧键容易在机械力作用下断裂[18].因此与纯石英相比,含有长石矿物的铁尾矿在细磨过程中粉体表面会产生更多的悬空键并形成晶格畸变.本试验铁尾矿试样颗粒的D50在7~10 μm 之间,表面矿物已经形成一定厚度的非晶质层,层中的SiO2、Al2O3发生了化 学性质的改 变[8],在有Ca2+、SO2-4存在的液相环境中,极易生成C-S-H 和AFt[8,19].矿物中的晶态成分仍是稳定态,不参与水化.早期AFt 在硬化浆体中搭建骨架结构,随后生成的C-S-H 继续细密胶结,使浆体结构致密化,产生力学强度.这是铁尾矿粉组比磨细石英砂组试件强度显著提高的主要原因.由于磨细石英砂组试件中非晶质SiO2含量较低且没有Al2O3,因此强度很低.磨细石英砂组试件的强度结果也说明在没有足量非晶质SiO2、Al2O3时,仅有钙、硫校正材料也无法形成高强度固结体.
普通硅酸盐水泥净浆中的C-S-H 含量在35%~45%之间[20],AFt 含量在6%~8%之间[12-13].如果硬化浆体后期AFt 含量过高,会造成体积膨胀,从而导致强度降低[19].由表3 可见,试件FG2005 中3、28 d 的AFt 含量分别为6.21%、7.79%,C-S-H 含量分别为12.97%、14.87%,对应龄期的强度大幅度提高.但当AFt 与C-S-H 的质量比为1/2 左右时,试件后期强度增幅不大;试件FS2515 中15%硅质校正材料的掺入,以缓释方式补充了体系水化生成C-S-H 所需的非晶质SiO2,使C-S-H 含量显著提高,3、28 d 时分别为19.23%、26.45%,对应龄期的AFt 含量有所降低,3、28 d 时分别为4.56%、3.82%.合理调控水化产物的晶胶比到1/7~1/5,接近于普通硅酸盐水泥硬化浆体中的晶胶比,试件强度大幅度增加,并保证了后期强度的稳定增长.
4 结论
(1)全部采用工业废料,通过合理有效的钙、硫、硅校正配料,并采用机械力粉磨,使粉体材料的比表面积达到1 000 m2/kg 左右时,可以获得硅铝型铁尾矿粉的无熟料高强度固结效果,固结体的28 d 强度值可达52.08 MPa.
(2)铁尾矿粉表面晶格畸变提供了能够有效参与水化反应的非晶态SiO2和Al2O3,生成的主要水化产物为C-S-H 和AFt.在水化过程中,仅铁尾矿粉表面非晶质层提供的有效非晶态SiO2、Al2O3才能与外掺的钙、硫校正材料发生水化反应,水化速率快,矿物中的晶态成分不参与水化.
(3)采用化学分析方法测定硬化浆体中的AFt含量,结合DSC曲线和TG曲线,近似计算出C-S-H的含量.通过掺入15%的硅质校正材料,显著提高了硬化浆体中C-S-H 的含量,将硬化浆体中的晶胶比调控为1/7~1/5,可有效确保固结体强度的持续稳定发展.
