大环径比O形复合金属密封件制备工艺及静力学性能研究*
2023-03-04任志英李金明杨洋洋朱怀文梁盛涛
任志英 李金明 杨洋洋 朱怀文 梁盛涛
(1.福州大学机械工程及自动化学院 福建福州 350116; 2.福州大学金属橡胶与振动噪声研究所 福建福州 350116)
随着现代工业的发展,密封技术在各个领域得到了越来越广泛的应用。而一些高精度的仪器和元器件对密封性能的要求也越来越严格,这些元件的密封性能直接关系到相关领域能否突破现有的发展瓶颈。为了保证现代工业的可持续发展,迫切需要研究更可靠的密封技术,达到更有效的密封效果[1-4]。目前常用的密封材料以橡胶材料为主,但是橡胶材料因其本质属性的局限性而限制了适用范围。例如:橡胶材料在大温差下无法正常工作,在高温下易老化、低温下易脆裂,难以承受较大的压力;在高真空、强腐蚀、强辐射工作环境下,橡胶材料也易老化而失效。因此,自主研发和探索在特殊工况下适用的高性能密封件,一直是密封防泄漏领域的主要研究课题之一[5-6]。金属橡胶因具有工作温度范围大、抗腐蚀、强度高等特性[7-8],可以在恶劣工程环境中应用,在密封领域得到越来越多的重视。金属橡胶是一种弹性多孔状材料,其内部为螺旋状金属丝相互交错勾连形成的空间网状结构,在外载的作用下可以实现压缩、回弹及阻尼耗能等作用[9-10]。
针对金属橡胶的特性,赵宏宇[11]就研制了一款聚四氟乙烯包覆型金属橡胶密封件,建立了金属橡胶O形圈压力传递系数模型,通过试验研究了金属橡胶密封件的体积泄漏率,获得较好的理论与试验成果。李远超[12]开展了不同相对密度的金属橡胶密封件在温度环境下的迟滞特性与力学特性的试验。张文静[13]研制了2种包覆层的金属橡胶密封件,通过试验研究了金属橡胶材料的温度特性及力学特性;根据Navier-Stokes方程及压差流动模型推导了密封件的泄漏率公式,并结合实例进行了计算和试验研究。赵亚磊[14]将金属橡胶密封件应用于往复轴动密封系统中,利用改进的金属橡胶密封专用试验台和动密封测试工装对金属橡胶密封件进行试验,通过对比试验与理论验证了理论分析的正确性。
学者们虽然对金属橡胶密封件已经开展了大量的研究工作,但由于其结构的复杂与工艺的繁琐,目前研究进展依旧较为缓慢,特别是一些密封截面很小但整体直径却很大的大环径比的耐高温密封件。因此,本文作者以大环径比O形金属橡胶密封件为研究对象,研究其制备工艺并通过理论和试验研究分析金属橡胶密封件的静力学性能。
1 金属橡胶密封件制备工艺
金属橡胶作为一种多孔材料,无法直接用于密封,常常采用增加开口包覆层实现,其示意图见图1。因此,金属橡胶密封件制备流程分为两个模块:一是金属橡胶密封件的弹性内芯即金属橡胶的制备;二是金属橡胶密封件的包裹层制备,最后将其和弹性内芯组装在一起,制备出完整的金属橡胶密封件。

图1 金属橡胶密封件示意Fig.1 Schematic of metal rubber seal

(1)

(2)
式中:m为金属橡胶弹性体内芯的质量(g);V为金属橡胶弹性体内芯的体积(cm3);ρ为不锈钢金属丝的密度(g/cm3)。
根据公式(2)计算出金属橡胶孔隙度,并得出孔隙度为69.7%、63.7%、57.6%、51.5%的金属橡胶(MR)弹性体内芯的质量如表1所示。

表1 各孔隙度的MR内芯质量及数量Table 1 Mass and quantity of MR inner core of each porosity
1.1 金属橡胶弹性内芯制备工艺
MR内芯制备采用丝径为0.20 mm的304不锈钢金属丝作为原材料,并将选取的金属丝经过金属丝螺旋圈绕制设备绕制,绕制出螺旋卷的内径约为丝径的10倍,该种尺寸的金属丝螺旋卷可以在编织毛坯时更好地使毛坯成型[15]。将绕制好的金属丝螺旋卷进行定螺距拉伸,其中拉伸后螺旋卷的螺距与其内径大致相等,这样可以使金属丝之间的啮合效果最好,保证后续在压制金属橡胶毛坯时体积稳定性最高[16]。经过金属橡胶毛坯自动化缠绕设备缠绕后,即可得到成型的金属橡胶弹性内芯毛坯。最后将毛坯放入大环径比O形金属橡胶弹性内芯专用压制成型的模具中,用液压机进行冷冲压,即可得到金属橡胶弹性内芯。金属橡胶弹性内芯整体制备流程如图2所示。

图2 金属橡胶弹性内芯制备工艺流程Fig.2 Process flow of preparation of metal rubber elastic inner core
1.2 O形大口径金属橡胶密封件金属包覆工艺
制备成型的金属橡胶弹性内芯因为缺少成型模具的约束,会出现微量扩张,因此为了将金属橡胶弹性内芯放置在不锈钢毛细钢管包裹层中,采用铣床切割机进行精确切取毛细不锈钢管,开槽宽度为(2±0.1)mm。然后,将开槽的钢管放置在特制的折弯模具中进行折弯、整圆工艺处理。由于毛细钢管材质较硬难以折弯,因此折弯时使用便携式高温火焰喷枪(最高温度达1 000 ℃),运用喷枪产生的高温火焰的外焰缓慢烤制毛细钢管使其软化、降低毛细钢管在折弯时产生的屈服应力,减少因折弯而产生的局部损伤,提高毛细钢管包裹层圆度。最后,利用激光焊接机对折弯的钢管进行接口处激光焊接,焊接完成后对包裹层进行整圆处理,以保证包裹层的圆度。同时用砂纸对焊接后的包裹层进行打磨去除包裹层在制备时产生的毛刺,完成金属橡胶密封件包裹层的制备。金属包覆工艺流程如图3所示。

图3 O形大口径金属橡胶密封件金属包覆工艺流程Fig.3 Process flow of metal coating of O-shaped large-diameter metal rubber seals
2 金属橡胶密封件的静力学性能试验
2.1 金属橡胶密封件试件选取
文中制备的金属橡胶密封件及内芯试验样件,其基本尺寸参数如下:内径276 mm,外径283 mm,截面直径3.5 mm。选取孔隙度分别为69.7%、63.7%、57.6%和51.5%的样件分别进行试验。
2.2 试验平台
由于所设计的金属橡胶密封件的环径比较大,为保证整个密封件均能均匀受力,加载过程不出现样件发生偏移现象,需要设计一套专用夹具。图4(a)所示为设计的静力学试验的夹具工装示意图,夹具包括圆形压盘和加持台,圆形压盘通过转接口与试验机相接可保证载荷均匀分布在金属橡胶密封件上;加持台的空腔用来放置试验样件并可以防止样件发生径向偏移。图4(b)所示为试验台,图4(c)所示为试验工装夹具。金属橡胶弹性内芯的静力学试验测试方法同上。

图4 金属橡胶密封件静态压缩试验试验台及工装夹具Fig.4 Test bed and fixture for static compression test of metal rubber seals:(a)schematic of fixture;(b)test bed;(c)fixture
2.3 金属橡胶内芯的准静态性能试验结果分析
试验选取了上述4种不同孔隙度的金属橡胶内芯,分析了在相同载荷下4种不同孔隙度金属橡胶内芯的准静态常温下的力学性能,试验结果如图5所示。

图5 相同载荷下不同孔隙度金属橡胶内芯的力-位移曲线Fig.5 Force-displacement curves of metal rubber core with different porosity under the same load
从图5中可得,在一定的孔隙率范围内,在相同载荷作用下,金属橡胶内芯试样的孔隙率越大,回弹性越好,试样所能承受的工作载荷越大;此外,在相同载荷下,试样的孔隙率越大,滞环面积越大,即能耗越大。
2.4 带包覆层的金属橡胶密封件准静态性能试验结果分析
试验研究了4种不同孔隙度的金属橡胶密封件(69.7%、63.7%、57.6%、51.5%)在准静态常温下的力学性能,分析载荷、孔隙度两种参数对金属橡胶密封件力学性能的影响,试验结果如图6和7所示。

图6 不同载荷下孔隙度为63.7%的金属橡胶密封件的力-位移Fig.6 The force-displacement curves of the metal rubber seal with porosity of 63.7% under different loads
从图6中可知:孔隙度为63.7%的金属橡胶密封件在压缩试验初期(施加的载荷量大约为2.4 kN)会出现明显的转折区,转折区如图6中局部放大图所示,并且转折区的横坐标随着载荷增加而不断增加,而转折区的纵坐标基本保持在同一水平即载荷为2.4 kN。出现这一现象的原因在于:金属橡胶密封件的承载变形过程可以分为两个阶段,第一阶段即压缩初期主要是不锈钢包裹层承受载荷,第二阶段是金属橡胶内芯和包裹层两者同时承受载荷,由于第一阶段承受载荷的主要元件是不锈钢包裹层,此时的金属橡胶内芯承受较小部分的载荷,而包裹层属于刚性材料,导致金属橡胶密封件在试验初期力学性能部分偏向于刚性材料。随着载荷的增大,金属橡胶密封件产生的变形也越来越大,且当载荷大于60 kN后,加载曲线逐渐重合,说明载荷增大后密封件的力学性能更加趋于稳定。
从图7中可得:在相同静态载荷下4种不同孔隙度试验样件都呈现出典型的非线性迟滞特性,并且随着孔隙度的不断增大,试验样件的转折区出现如图中所示的下滑趋势。即孔隙度越大,其转折区越趋向原点。这是因为:金属橡胶密封件的孔隙度越大,其内芯即金属橡胶材料的内部结构就越松散,导致金属橡胶密封件抵抗变形的能力也越小。故随着孔隙度的减小,金属橡胶密封件抵抗变形的能力随之增大,且在相同加载位移下,孔隙度越小,金属橡胶密封件承载能力越大。

图7 载荷60 kN下不同孔隙度金属橡胶密封件的力-位移曲线Fig.7 Force-displacement curves of metal rubber seals with different porosity under 60 kN load
为了进一步研究金属橡胶密封件的静力学性能,对比了4种不同孔隙度的金属橡胶内芯和金属橡胶密封件在相同压缩量下(0.5 mm)的承载情况,实验结果为加载曲线,如图8所示。

图8 压缩量0.5 mm下金属橡胶密封件和内芯的承载对比Fig.8 Comparison of the bearing capacity of the metal rubber seal and the inner core under 0.5 mm compression
从图8可知,在相同压缩量下,金属橡胶密封件的承载能力是内芯的4~5倍。从另一方面看,当受到相同载荷时,金属橡胶密封件产生的变形会比金属橡胶内芯小很多,且随着孔隙度的增大,承载能力越强。
3 O形大口径金属橡胶密封件的拟合公式
金属橡胶是一种新型非线性阻尼材料,具有正交各向异性,制备工艺参数对其力学性能有一定的影响。因此,在将其应用到实际机械装备中之前,有必要分析金属橡胶密封件的加卸载过程,并建立多项式拟合函数,使其能够在一定程度上反映出工艺参数对其影响,预测金属橡胶密封件的工作状态。
3.1 建立金属橡胶密封件的多项式拟合函数
根据文献[17-19]对金属橡胶密封件静态试验进行拟合,利用最小二乘法对试验数据多次拟合分析,建立起含有不锈钢包覆的金属橡胶密封件的多项式表达方程为
加载曲线方程:
(3)
卸载曲线方程:
b5x5+b6x6
(4)
3.2 多项式系数识别
通过对不同孔隙度的金属橡胶密封件在不同载荷下进行准静态力学性能测试,完成测试数据的多项式拟合。各试验组的多项式系数的识别结果见表2。
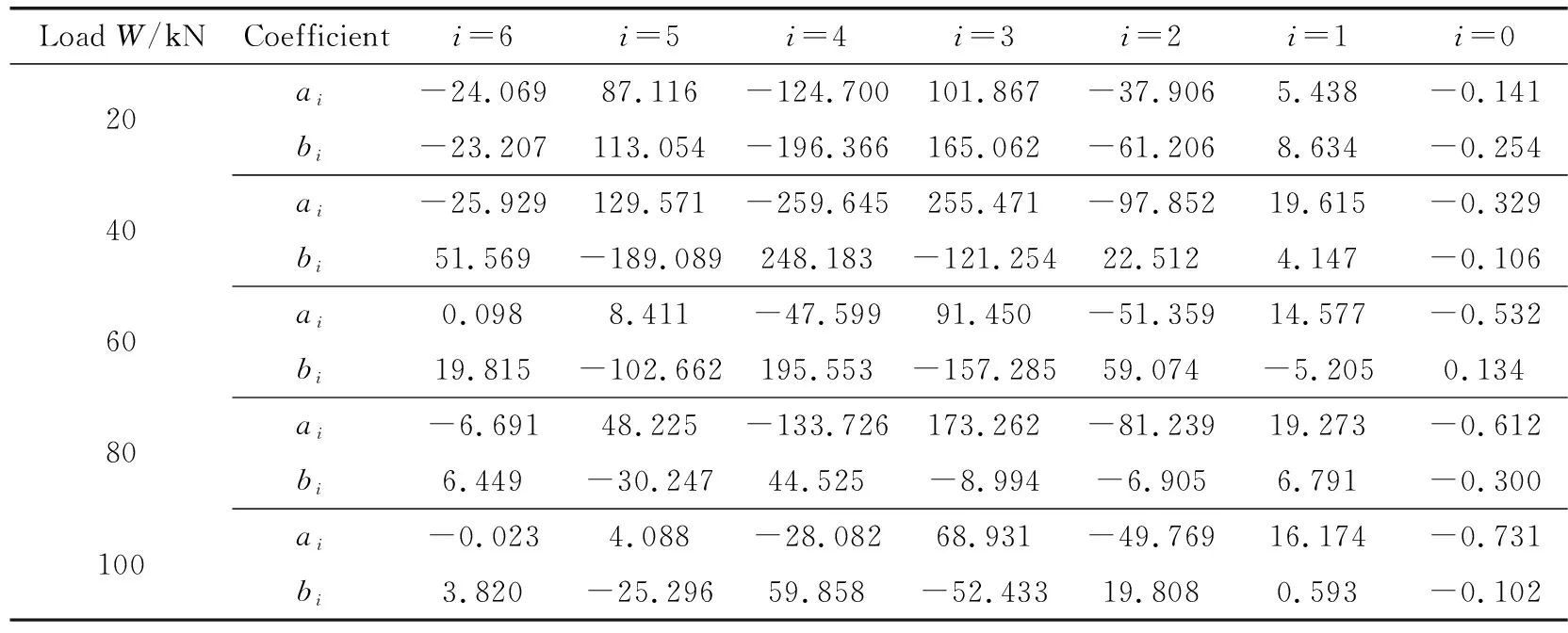
表2 多项式系数拟合结果(孔隙度:69.7%)Table 2 Polynomial coefficient fitting results (Porosity:69.7%)
为分析金属橡胶密封件的静刚度与压缩位移之间的变化关系,对上述拟合出的金属橡胶密封件六阶多项式加载曲线(除去 “转折区”部分)进行求导,并绘制出如图9所示的金属橡胶密封件的静刚度与位移变化图。根据金属橡胶密封件的设计要求,压缩量应不超过30%(1 mm左右),还要保证密封件具有一定范围的外载,故测试了4种不同孔隙度的金属橡胶密封件在压缩量为1 mm时的承载范围,如图10所示。

图9 金属橡胶密封件静刚度-位移曲线Fig.9 Static stiffness-displacement curves of metal rubber seal: (a)porosity of 69.7%;(b)static load of 60 kN
从图9(a)可得:同一孔隙度的试验样件的静刚度随着载荷的增加而增加,静刚度呈现出较强的非线性。从图9(b)可得:不同孔隙度的金属橡胶密封件的静刚度出现先快速增加后缓慢增加两个阶段。图9所示的现象和上述金属橡胶密封件压缩试验较为一致,结合金属橡胶密封件设计要求分析可知此类密封件满足工作条件。
从图10中可知,当4种不同孔隙度的金属橡胶密封件受到准静态载荷且压缩量为1 mm时,各种金属橡胶密封件的最大承载范围在8~15 kN内,这表明该金属橡胶密封件非常适合一些载荷高的密封环境。

图10 不同孔隙度的金属橡胶密封件在压缩量为1 mm时的承载力范围Fig.10 The bearing range of metal rubber seals with different porosity when the compression amount is 1 mm
4 结论
(1)大环径比O形金属橡胶密封件在压缩试验初期会出现明显的转折区,并且转折区的横坐标随着载荷增加而不断增加,而转折区的纵坐标基本保持在同一水平即载荷为2.4 kN。且孔隙度越大,其转折区越趋向原点。
(2)金属橡胶密封件因存在不锈钢包裹层使其相比于金属橡胶弹性内芯具有更强的承载能力,在压缩量小于15%时,金属橡胶密封件的承载能力就是其内芯的4~5倍。
(3)当4种不同孔隙度的金属橡胶密封件受到准静态载荷且压缩量约为30%(1 mm)时,各种金属橡胶密封件的最大承载力可达到8~15 kN,非常适合一些载荷高的密封环境。
(4)利用最小二乘法对金属橡胶密封件的准静态力学迟滞曲线进行多项式拟合,获得了与试验数据拟合程度较佳的多项式(六阶)拟合方程。通过计算分析金属橡胶密封件的静刚度与位移之间的变化规律,可以为此类密封件的设计应用提供新思路。
