螺旋形焊缝工件的机器人焊接应用
2023-02-27马辉
马辉
秦皇岛秦冶重工有限公司工业设计中心 河北秦皇岛 066318
1 序言
随着我国社会老龄化不断加剧,焊接作为一项工作环境差、劳动强度大、对人员操作要求高,且对身体有一定危害的工种,已经越来越难吸引年轻一代的加入,形成了普遍的焊工需求大与从业人员减少的矛盾。焊接机器人的应用能有效解决这种矛盾,可以使更多人把时间投入到更具创造力的工作中去。机器人焊接是指机器人系统代替手工完成焊接作业,获得合格焊件的过程,机器人在焊接领域应用最早也最广泛,据统计约25%的工业机器人用于焊接操作[1]。目前,国内机器人在焊接领域的应用量占其整体行业应用的42%,且逐年递增[2]。
机器人焊接具有焊接稳定性高、质量好、生产率高,以及能够改善劳动条件等优点,可在有害环境下工作,降低工人的劳动强度和危险性。另外,还可在各种极限条件下完成焊接作业,同时保证产品质量,能够推动相关产业的自动化升级改造,是焊接技术的应用趋势。
本文以我公司生产的高炉系统中的热风阀阀板弧焊机器人工作站为例,介绍了一种螺旋形焊缝机器人焊接技术的应用。
2 阀板工件介绍
该阀板工件是应用在高炉热风炉系统的热风阀产品的主要组成部分,起切断热风的作用,使用环境最高温度为1450℃,因此其多设计为水冷结构,内衬隔热耐火材料。阀板中的水冷结构有螺旋形冷却水通道,焊缝多,焊接量大,要求焊接质量高。正常工作时阀板处于管道通径位置,直接接触高温热风,如果在使用中有焊缝漏水问题,则将直接导致产品失效,严重时会影响整个高炉的运行。因此,焊接质量要求严格,所有焊缝需进行超声波检测和水压强度试验。
阀板的结构如图1所示,其采用全焊接结构,由侧板、内水圈、隔水板组成的板芯及外水圈组成,焊接工作站主要进行阀板板芯不同厚度的Q245R钢板螺旋形焊缝的焊接。

图1 阀板工件
3 工作站系统介绍
焊接工作站由机器人主体、电器控制系统、逆变式脉冲专用焊机、送丝机构、C形架行走系统、防碰撞专用焊枪、激光跟踪系统、清枪站、按钮站、装夹找正转台及防护围栏组成(见图2)。

图2 焊接工作站
(1)焊接机器人 进口6轴焊接机器人,手腕最大负载8kg,可达半径2032mm。
(2)逆变式脉冲焊机 作为弧焊机器人的专用焊机,可以实现数字化控制,并精确到一脉一滴的熔滴过渡,内部设置有过压、过流、过热及堵丝等保护功能。
(3)C形倒挂行走系统 采用电动机驱动减速机,通过齿轮驱动溜板在直线导轨上滑行,伺服电动机、伺服驱动和机器人属于同一系列,可以实现C形倒挂行走和机器人本体联动控制。
(4)激光跟踪传感器 用于检测实际焊缝位置,实现焊接过程中对焊缝位置的寻位反馈和实时跟踪(见图3)。

图3 激光跟踪系统
(5)配套转台设计 因为螺旋形焊缝工件的重复摆放位置直接影响到自动焊接的实现,所以螺旋形焊缝是不对称的。程序编制好后,工件的摆放位置是唯一的,同时为了满足多规格工件的快速装夹找正的需要和重复定位精度要求,配合焊接机器人主体完成重复焊接任务,达到稳定的焊接质量,专门设计制造了激光对位找正转台。
激光对位找正转台由固定座、旋转台、夹紧组件、防转组件及激光对正装置组成,如图4所示。该专用转台借助线激光器辅助,可快速实现大型工件的对中、旋转找正过程,增加外部IO信号联接后,可配合程序完成自动焊接过程。
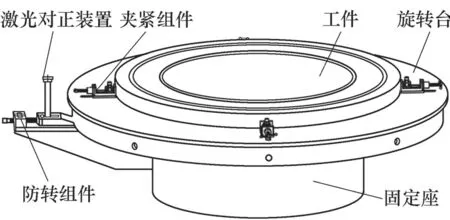
图4 激光对位找正转台
(6)防护围栏(见图5)防护围栏作用主要有两个:一是界定隔断机器人工作区域,防止无关人员进入该范围造成危险,切实保证人员安全;二是在防护围栏上部设置挡弧板,可以有效地避免对周围人员及安全通道行人造成弧光伤害。

图5 防护围栏
4 工艺方案制定
4.1 工艺难点分析
1)工件的螺旋形焊缝为矩形槽焊缝塞焊,宽度为16~20mm,深度为16~25mm,需要多层多道焊接,焊缝两侧熔合时容易咬边,焊道间清渣难操作,容易造成未熔合和夹渣缺陷。
2)该阀板工件规格多、重量大,装夹找正困难,工件重复定位精度要求高。
3)螺旋形焊缝的焊道密集、焊接量大、变形严重,不同规格的工件焊接后直径会收缩5~10mm,焊缝位置会随焊接的进行发生变动,固定的程序位置不能满足焊接需要,也保证不了焊接质量。
4.2 焊接方案制定
由于该工件的螺旋形焊缝是双面的,而且会随焊接的进行一直收缩变形,加上多层多道焊之间的道间清渣问题,很难实现一次装夹就焊接完成全自动化过程,因此工件的上下料、翻面、清渣过程采用了人工辅助的方式,工艺过程简述如下。
1)采用φ1.6mm的ER50-6实芯焊丝,纯CO2气体保护,每层两道焊缝,左右交替焊接3~4层完成焊缝填充。
2)使用专用装夹找正转台配激光定位实现工件找正夹紧,每道焊道均使用激光跟踪系统寻位纠偏后再焊接。
3)人工配合桥式起重机吊装上下料,然后人工清渣。
机器人焊接参数见表1。
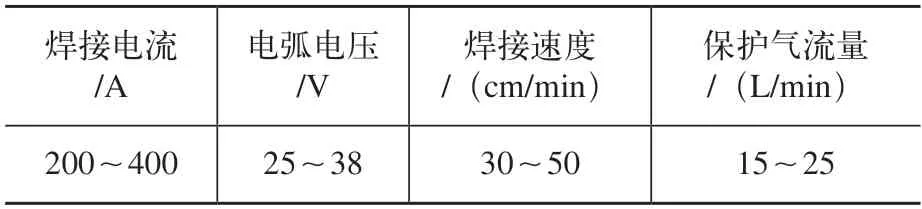
表1 机器人焊接参数
5 应用中的问题及改善
5.1 飞溅
(1)问题描述 100%纯CO2气体保护焊的飞溅很严重,会造成激光器的保护镜片很快就被飞溅颗粒遮盖,导致接收反射光线受阻,产生寻位偏离严重的问题。同时,严重的飞溅也会造成焊缝熔合不良,焊缝成形差,从而影响焊缝质量(见图6)。

图6 改善前焊缝偏离和飞溅
(2)改善措施 将100%纯CO2气体保护改为80%Ar+20%CO2混合气体保护,改善后焊接过程稳定,几乎没有焊接飞溅,保护镜片的更换频率明显减少,焊缝成形美观且保证了焊缝质量,改善后的焊缝和工件表面形貌如图7所示。

图7 改善后的焊缝和工件表面形貌
5.2 夹渣
(1)问题描述 多层多道焊的焊缝经过超声波检测和碳弧气刨后观察发现有夹渣问题,因矩形塞焊的特殊性,每层左右压焊的多层焊接工艺,所以当前道焊缝焊后不及时清渣或清渣不彻底时,会造成后道焊缝熔化时将部分焊渣覆盖,从而造成夹渣缺陷,超声波检测和碳弧气刨后观察都证实了在焊缝中出现的连续或断续夹渣缺陷(见图8)。
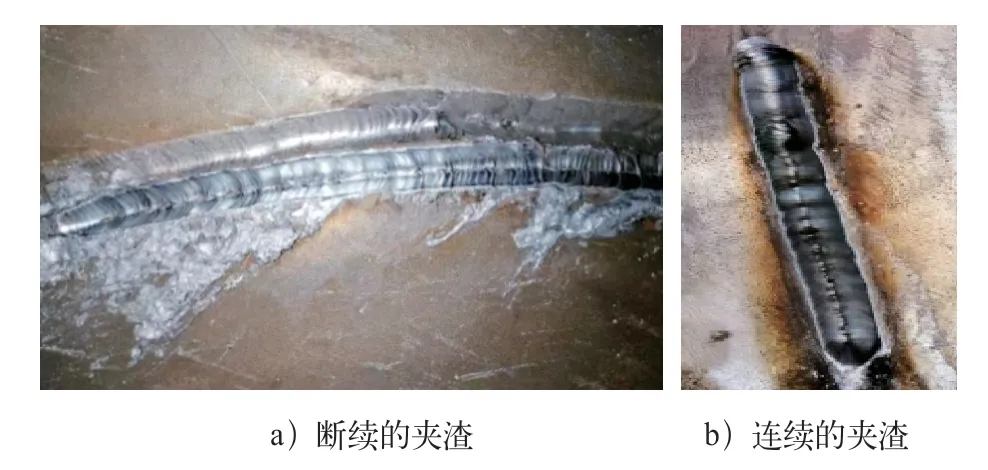
图8 夹渣缺陷
(2)改善措施 多层多道焊接改为每层摆动焊接一道,再根据钢板的厚度焊接多层完成焊缝填充。经过试验确定合适的摆动幅度、摆动频率和停顿时间参数,见表2。结果显示,每道焊缝与两侧熔合的很好,且过渡圆滑,如图9所示。另外,道间清渣也方便了,后一道焊缝对前一道焊缝的熔渣有很好的再熔化上浮效果,解决了容易产生夹渣缺陷的问题,经批量超声波检测后,焊缝合格,焊接质量稳定。

表2 摆动参数

图9 焊缝两侧熔合圆滑
5.3 焊缝检测
(1)试件检测 使用改进后焊接工艺焊接的试件,经超声波检测达到了GB/T 11345—2013《焊缝无损检测 超声检测 技术、检测等级和评定》II级的技术要求。试件切割加工后,对焊缝断面进行了着色检测(见图10),焊缝熔合良好,熔合区的实际宽度大于焊前的16mm,厚度方向的断面没有任何焊接缺陷,达到了标准要求。
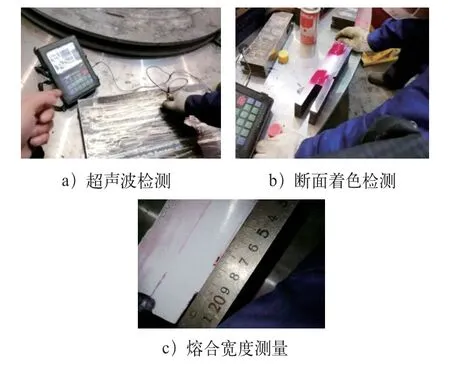
图10 焊缝超声波检测及断面检测
(2)工件检测 使用改进后工艺焊接工件后,超声波检测显示有效焊缝深度达到了板厚尺寸,内部质量等级达到了GB/T 11345—2013的II级要求。由于焊缝表面为凸起形状,对表层超声波检测有缺陷不确定的位置,经碳弧气刨抽检观察后,确定焊缝表层熔合良好,未发现夹渣、气孔和未熔合等焊接缺陷(见图11)。

图11 焊缝超声波检测及表层检测
6 激光跟踪器的应用
目前,激光跟踪系统主要有寻位和跟踪功能。寻位功能可以根据实际点位纠正原焊接程序点的坐标值,经过计算得出实际点后进行焊接。跟踪功能是实时扫描纠偏后反馈给程序来纠正焊接路径。
该焊接工作站中的阀板焊接采用的是寻位功能,即每一段焊缝在焊接前先寻位确定实际的位置点并反馈给焊接程序,激光线照射槽宽上沿棱线作为矫正反馈基准,经过位置纠偏后,焊枪根据实际的直线点或圆弧点焊接,这样就有效地避免了前面焊缝的焊接对工件造成的变形影响。
激光寻位程序举例如下。

7 多层多道焊功能的应用
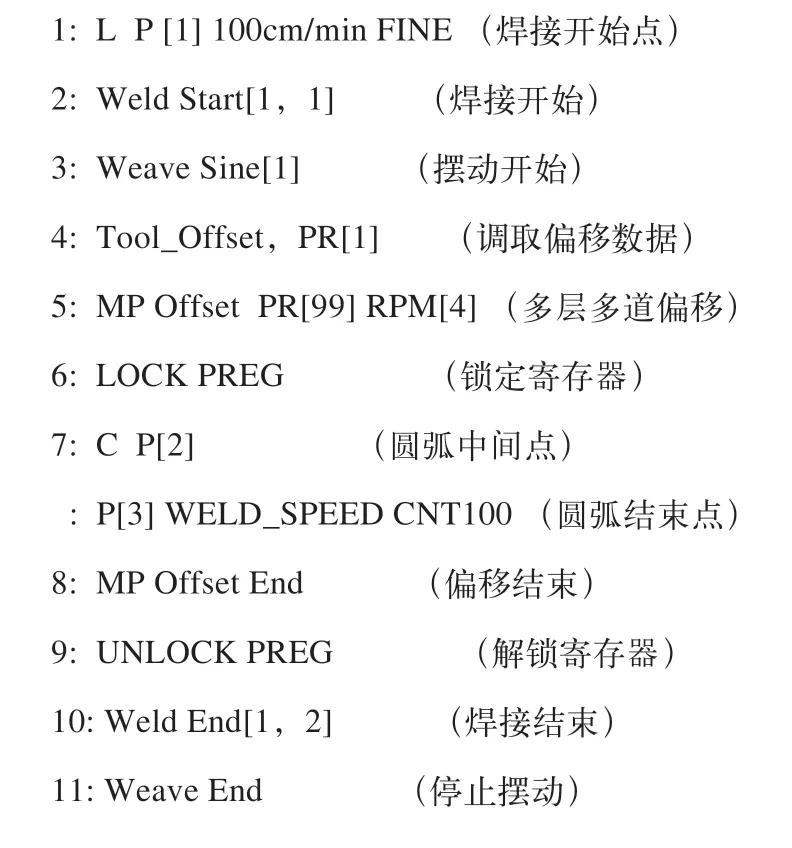
弧焊机器人的多层多道焊功能,是每个焊接子程序都可以配置一组偏移数据,根据需要可以提前设定每道焊缝的Y方向和Z方向的相对偏移量,编程时使用循环调用命令去调用不同寄存器里的偏移数据,即可实现多层多道的焊接。这样节省了大量程序语句录入,很好地解决了中厚板焊接编程,省时省力且节约内存空间。
多层多道焊接程序举例如下。
8 弧焊机器人在多规格小批量工件中的应用建议
(1)设备通用化 对于多规格小批量的大尺寸、大吨位工件,在应用机器人焊接工作站时,要尽可能扩大设备的通用性,适合本单位的产品生产节拍和实际需要,通过调整主体配套设备后,满足多个产品的焊接,这样就可以提升设备的使用效能,类似于机加工设备,成为一种通用性较强的制造系统。
(2)设备智能化 传感器的应用为弧焊机器人向智能化发展带来了先决条件。焊接过程容易受到外界的环境影响,进而会影响焊接质量,而传感器的应用可以依据周围环境的变化来调整设备自身的工艺和机器人状态,从而保证焊接质量[3]。
焊接过程容易受到工件组对精度和重复定位精度的影响,造成焊接程序的焊接位置偏差,进而影响焊接质量。传感器的应用可以纠正和改善这种不良影响,从而保证最终的焊接质量。例如,工件的组对间隙、焊缝位置发生变化时,激光传感器可以依据间隙的大小、位置变化自适应调整焊接程序的对应位置。
(3)操作简易化 对于非流水线作业的工件焊接,在焊接机器人应用中要充分考虑编程操作的复杂性、繁琐性,以及在整个焊接过程中工时占比的合理性;要充分集成先进的激光跟踪系统、视觉跟踪系统、专用程序模块等软硬件配置,通过这些组件搭建便于编程、降低操作难度的弧焊机器人焊接工作站。
9 结束语
本文主要介绍了一种螺旋形焊缝工件的弧焊机器人工作站的工艺和应用,以及对具有小批量、多规格、大尺寸特点的工件在焊接机器人应用方面的建议。随着技术的发展和应用,必然会推动弧焊机器人向更高效化、更智能化方向发展,并逐步延伸到各个行业,从而实现工业自动化生产。
