螺纹对搅拌摩擦焊接材料流动和接头性能的影响
2023-02-27孙震李琰武传松洪新伟
孙震,李琰,武传松,洪新伟
1.山东大学工程训练中心 山东济南 250002
2.山东大学材料学院 山东济南 250061
3.北京理工大学重庆创新中心 重庆 500112
1 序言
搅拌摩擦焊接依靠高速旋转的非消耗搅拌头与被焊工件摩擦产生热量,使金属达到塑性状态,随着搅拌头的运动,塑性材料从前进侧迁移到后退侧,同时搅拌头会在塑性金属上作用一定的顶锻力,使金属实现紧密可靠的连接[1]。搅拌摩擦焊接过程中,轴肩产热占据了焊接过程总产热的85%左右[2],足够的热输入可以有效保证充分的材料流动。然而,在工件厚度方向上,轴肩的影响范围有限,搅拌针就成了决定工件下方材料流动好坏的关键。因此,轴肩对焊接过程的主要贡献是产热,而搅拌针对焊接过程的主要贡献是促进材料流动。从材料塑性流态决定最终焊缝成形角度来看,搅拌针是决定最终焊缝成形的关键因素。
提高搅拌针对材料的驱动作用主要可以从两个方面考虑:一是提高搅拌针周围材料的温度,提高材料自身的流动性;二是提高搅拌针对材料的驱动能力。提高搅拌针周围材料流动的方法有很多,如增加辅助能量(电弧热、电阻热、激光能及超声波能量等)[3-7],但这些方法需要额外增加设备,增加了工艺复杂性,在很多场合并不适用。焊接参数主要是通过影响温度分布来影响焊接接头的组织和性能[8-13],与普通的平轴肩+圆柱/圆台形搅拌针相比,选择合理的搅拌针几何尺寸与形状也能够有效地提高搅拌针对工件材料的驱动作用,减小搅拌头的受力,调整焊接热输入,改善焊缝组织和接头性能[14-23],该方法更简单有效。
研究者们尝试在搅拌针上加工不同的几何特征以期望可以促进材料混合,减小焊接过程中的搅拌头受力。THOMAS等[24]设计了几种复杂形状搅拌针(WorlTM、MX TrifluteTM、Flared-TrifluteTM和A-SkewTM),其中WorlTM和MX TrifluteTM两种搅拌针虽然体积仅为传统圆台形搅拌针的60%和70%,却改善了材料流动和产热,减小了搅拌头受力,使塑性材料更易流动,促进了材料竖直方向上的运动,增大了搅拌针与工件的接触面积,从而引起产热增加。ZHAO等[25]在2014铝合金的搅拌摩擦焊接中使用4种不同形状的搅拌针(圆柱、圆柱+螺纹、圆台、圆台+螺纹),结果显示,使用圆台形螺纹搅拌针时获得的接头性能最优。ILANGOVAN等[26]研究了3种不同搅拌针形状(圆柱无螺纹、圆锥无螺纹、圆柱有螺纹)对AA6061-AA5086异种铝合金搅拌摩擦焊接接头微观组织和拉伸性能的影响。结果显示,使用有螺纹锥形搅拌针时接头的显微硬度和抗拉强度都更高。IKUTA等[27]研究了螺纹对异种铝合金搅拌摩擦点焊接头力学性能的影响,在低搅拌头转速情况下使用螺纹搅拌针时得到的焊接接头强度最高(Al 5754/Al 6111);而在焊接Al 5052/Al 6061时,螺纹的主要作用是促进材料在竖直方向上的流动,对接头的力学性能影响不大。尽管针对搅拌头形状和尺寸的研究工作已经很多,但是专门进行搅拌针螺纹对塑性材料流动形态及接头力学性能影响的研究还较少,有待进一步深入研究。本研究采用无螺纹和有螺纹锥形搅拌针进行搅拌摩擦焊接试验,采用标记材料和CT断层扫描技术,研究螺纹对焊接过程中塑性材料流动的影响规律,并通过力学性能试验测试了不同工艺参数下使用无螺纹和有螺纹锥形搅拌针时所得接头的力学性能,从材料流动角度分析了搅拌针螺纹对焊接接头力学性能的影响规律。
2 试验材料与方法
试验所用母材为6mm厚的6061-T6铝合金板材,板材的长和宽分别为200mm、75mm。6061铝合金的主要元素为Mg和Si,并形成Mg2Si相,使合金具有失效强化功能,广泛应用于具有一定强度和耐蚀性要求的工业结构件中,如车辆、塔式建筑、船舶等行业,其化学成分见表1。实测6061铝合金的力学性能见表2。采用对接焊的形式进行焊接,焊前打磨工件的上下表面,去除界面上的氧化膜,并用丙酮擦拭,去除待焊接面的氧化膜和油污,然后固定在工作台上进行焊接。

表1 6061-T6铝合金的化学成分(质量分数)(%)

表2 6061-T6铝合金的力学性能(实测)
无螺纹锥形搅拌针(Unthreaded Pin,UP)侧面如图1a所示,搅拌针根部和端部的直径分别为6mm和3.5mm,搅拌针长度为5.7mm;轴肩是内凹角为9°的斜面,轴肩的直径为15mm。在图1a中的锥形搅拌针表面加工螺距为1.0mm的右旋螺纹,形成了有螺纹锥形搅拌针(Threaded Pin,TP),如图1b所示。试验中使用的设备为FSW-3LM-3012龙门式搅拌摩擦焊接系统,焊接过程中搅拌头向前倾斜2.5°。在焊接参数的选择上,搅拌头转速分别为400r/min、600r/min、800r/min和1000r/min,焊接速度分别为90mm/min、150mm/min、210mm/min和270mm/min,下压量(轴肩的压入深度Δz)为0.05mm。

图1 焊接过程中所使用的搅拌头
焊完后参照国标GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》设计并加工拉伸试样,其尺寸如图2所示。为了避免产生加工硬化层,保证试验精度,拉伸试样采用线切割加工制备,切割完成后用砂纸去除焊缝周围的线切割痕迹,每一个焊接参数下测试6个拉伸试样。拉伸试样取自3块不同的焊接试板,每块焊接试板上取2个拉伸试样。所有的拉伸测试均在室温环境下进行,拉伸过程采用应变速率控制,横梁的移动速率为1.0mm/min。本文对无螺纹锥形搅拌针和有螺纹锥形搅拌针两种情况下得到的焊接接头进行了拉伸试验,以探究搅拌针螺纹对搅拌摩擦焊接接头性能的影响。选用名义厚度为0.2mm的纯铜作为标记材料,其化学成分和力学性能分别见表3、表4。比较6061-T6铝合金与纯铜的力学性能可以发现,两者在抗拉强度、伸长率和显微硬度上都很相近,因此,焊接过程中两者的流动性也较为相似,用纯铜作为标记材料可以很好地还原单纯焊接铝合金时搅拌头周围的材料流动。由于铜和铝的密度相差较大,且对X射线的吸收系数差别较大,用纯铜作标记材料时在X射线照射下可以较好地区分两者。因此,本文通过在焊接过程中添加纯铜作为标记材料,然后将焊后的接头放到CT设备下进行扫描,得到标记材料纯铜在焊缝中的三维分布,以此来分析使用不同形状搅拌针时的材料流动差异。试验过程中标记材料的配置方案如图3所示,可以用来观察标记材料在水平方向和工件厚度方向上的分布变化。将纯铜片放置在待焊工件的中间,采用对接焊方式,搅拌头的轴线与焊缝中心线对齐。为了能够保留住搅拌头前进过程中搅拌头周围的材料流动情况,在焊接过程结束的瞬间采用“急停”动作,此时通过观察标记材料在匙孔周围的分布便可以用于分析焊接过程中搅拌头周围的材料流动情况。
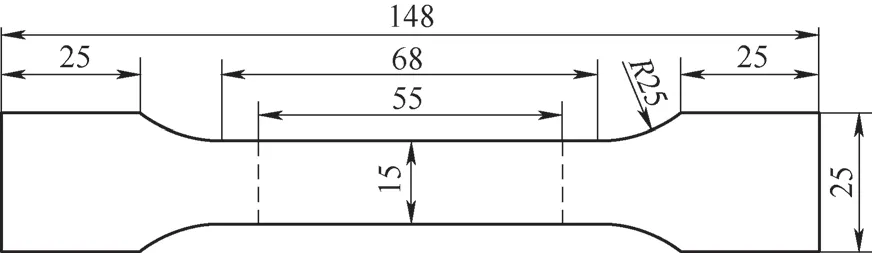
图2 拉伸试样示意
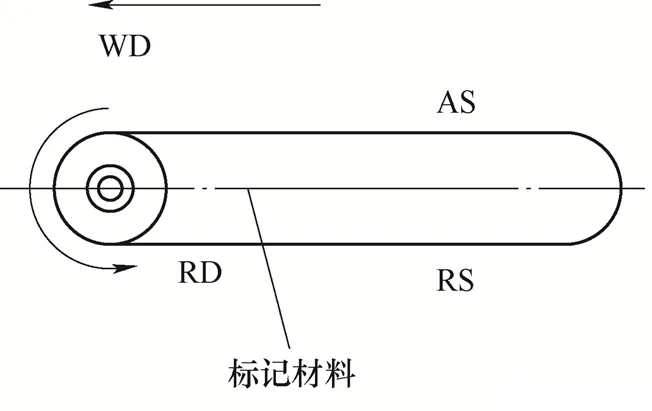
图3 标记材料配置示意
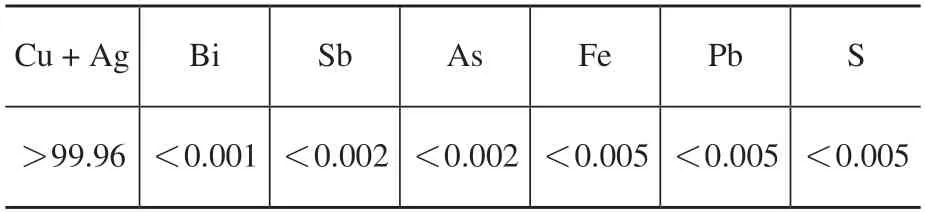
表3 纯铜的化学成分(质量分数) (%)

表4 纯铜的力学性能
3 结果与分析
3.1 搅拌针螺纹对接头力学性能的影响
通过CT对标记材料在匙孔周围的分布进行三维重建,然后观察不同断面处的标记材料分布情况。图4所示为使用有螺纹锥形搅拌针时获得的接头经过CT扫描后提取出来的水平面(z=3.0mm)照片(为了观察方便,对图片中的灰度值进行了反转操作)。物体的密度越大,对X射线的吸收系数越高,空气、铝合金、纯铜对X射线的吸收系数的大小关系为:空气<铝合金<纯铜,并且三者的密度差别较大,在CT图中可以分辨。图4中灰度值较小(黑色)的区域为纯铜,灰度值中等的区域为铝合金母材,灰度值较大(白色)的区域为空气。本研究采用图片灰度值来测量标记材料在垂直于焊缝方向上的分布宽度。取灰度值小于某一数值(此处临界值取120)时认为开始有标记材料(纯铜)的分布,将灰度值小于临界值的区域宽度定义为标记材料分布的宽度。所有的CT照片均是在同一扫描参数下得到的,照片处理过程中用的所有参数均一致。

图4 CT拍摄结果中提取的照片
图5所示为不同水平面上的标记材料分布情况,图5中颜色较深的黑色区域表示标记材料(纯铜),颜色较浅的灰色区域表示母材(铝合金),白色区域表示空气。图5a、c、e分别展示了距离工件底部为1.5mm、3.0mm和4.5mm时无螺纹锥形搅拌针周围的标记材料分布。图5b、d、f分别展示了距离工件底部为1.5mm、3.0mm和4.5mm时有螺纹锥形搅拌针周围的标记材料分布。观察图5中匙孔位置可以发现,使用有螺纹锥形搅拌针时,匙孔的形状接近规则的圆形,这说明搅拌针周围充满材料,材料流动较为充分。而使用无螺纹锥形搅拌针时,匙孔的形状并不是规则的圆形,在搅拌针后方的前进侧容易产生材料填充不良的现象,这就容易引起如图5c中所示的隧道形缺陷。标记材料在绕过搅拌针后,会在搅拌针后方垂直于焊缝的方向分散开来。从图5可看出,随着到轴肩距离的减小,标记材料在垂直于焊缝方向上的分布范围逐渐加宽,这说明越靠近轴肩区域,材料的流动越充分,而越靠近搅拌针端部,材料流动越差。通过图5中无螺纹锥形搅拌针和有螺纹锥形搅拌针对比可看出,采用有螺纹锥形搅拌针时,标记材料在垂直于焊缝方向上的分布范围明显变宽。在距离工件底部1.5mm、3.0mm和4.5mm的水平面上,使用有螺纹锥形搅拌针时,标记材料在垂直于焊缝方向上的分布宽度分别增加了19.0%、33.2%和8.0%。同时,从标记材料的分布还可以看出,使用无螺纹锥形搅拌针时,标记材料容易聚集在一起(见图5黑色较深区域),而使用有螺纹锥形搅拌针时,标记材料变得更加分散,这说明使用有螺纹锥形搅拌针时,材料的混合更加充分。

图5 不同水平面上有无螺纹锥形搅拌针周围的标记材料分布(n=800r/min,v=150mm/min)
为了能从多维度观察标记材料流经搅拌针后的变化,图6展示了搅拌头后方焊缝横断面上的标记材料分布情况。从图6可看出,最明显的差别在于使用无螺纹锥形搅拌针时标记材料聚集在一起,分布的形状较为规则,且在图6a中可看到很多白色的区域(空气),说明使用无螺纹锥形搅拌针时在焊缝区域容易产生孔洞型缺陷。而使用有螺纹锥形搅拌针时,标记材料与铝合金母材混合较为充分,整个横断面上标记材料的分布较为分散。综合标记材料在水平面和横断面上的分布可以看出,有螺纹锥形搅拌针可以促进搅拌针周围的材料混合,对避免或减小焊接缺陷有非常重要的作用。

图6 焊缝横断面上的标记材料分布(n=800r/min,v=150mm/min)
3.2 搅拌针螺纹对接头力学性能的影响
焊缝区域较均匀的材料流动必然有助于提高焊接接头的力学性能,为此,对不同焊接参数下使用无螺纹锥形搅拌针和有螺纹锥形搅拌针时获得的焊接接头进行了分析。图7所示为不同焊接参数下的焊接接头力学性能。图7a中搅拌头转速从400r/min增大到1000r/min,焊接速度为150mm/min;图7b中搅拌头转速为800r/min,焊接速度从90mm/min变化到210mm/min。从图7a可看出,焊接速度为150mm/min时,在不同的搅拌头转速下,使用有螺纹锥形搅拌针时获得的接头抗拉强度均大于使用无螺纹锥形搅拌针时获得的接头抗拉强度。在搅拌头转速为600r/min和800r/min时,使用有螺纹锥形搅拌针时获得的接头抗拉强度达到最大值228MPa。从图7a中很明显地可以看出,在低转速时,螺纹对接头抗拉强度的影响比高转速时更为明显。这主要是因为低转速时,热输入较低,材料的流动性较差,此时螺纹对材料的强制驱动作用更容易显现出来了。而在较高转速时,热输入较大,材料的流动性好,即使搅拌针侧面没有螺纹特征,搅拌头周围的材料流动依然较好,因此,螺纹提高材料流动性的作用就变得没有那么明显。图7b中的结果也说明了这一点,焊接速度较低时,热输入较充足,材料的流动较充分,搅拌针侧面没有螺纹时得到的接头抗拉强度甚至超过了使用有螺纹锥形搅拌针时获得的接头抗拉强度,这应该是由于使用有螺纹锥形搅拌针时热输入过大,导致热影响区晶粒变粗大,抗拉强度反而下降。而当焊接速度提高后,热输入减小,螺纹的作用就体现出来,使用无螺纹锥形搅拌针时获得的接头抗拉强度急剧减小,而当焊接速度为210mm/min,使用有螺纹锥形搅拌针时,接头的抗拉强度达到了232MPa(为母材抗拉强度的74%)。

图7 不同工艺参数下的焊接接头抗拉强度
图8所示为使用有无螺纹锥形搅拌针时接头断后伸长率随焊接参数的变化情况。从图8可看出,在所有的焊接参数下,使用有螺纹锥形搅拌针时的接头断后伸长率比使用无螺纹锥形搅拌针时得到的接头断后伸长率要高出很多,这也说明螺纹促进了接头组织的均匀性,提高了接头的塑性。
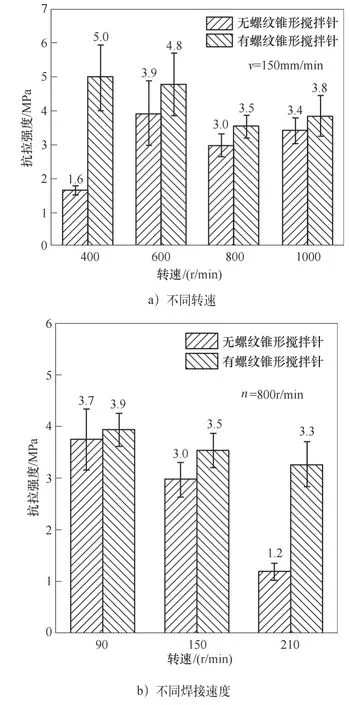
图8 不同工艺参数下的焊接接头断后伸长率
4 结束语
1)从搅拌针的几何形状出发,选取了无螺纹锥形搅拌针和有螺纹锥形搅拌针的搅拌头,开展了6061-T6铝合金搅拌摩擦焊接工艺试验,对标记材料和接头强度分布进行了分析。
2)采用纯铜作为对接焊的标记材料,借助CT技术对焊缝中的标记材料进行三维重建,研究分析了螺纹对焊接过程中材料流动的影响规律。比较使用无螺纹锥形搅拌针和有螺纹锥形搅拌针时的标记材料分布情况可以看出,螺纹可以有效地提高标记材料分布的均匀性,对避免或减小焊接缺陷有非常重要的作用,这必然有助于焊接接头强度的提高。
3)研究了焊接参数及螺纹特征对接头拉伸性能的影响。结果显示,螺纹可以有效提高焊接接头的抗拉强度,由于螺纹对工件材料的强制驱动作用,螺纹对接头抗拉强度的提高在低热输入时更为明显。当焊接速度为210mm/min,无螺纹锥形搅拌针得到的接头抗拉强度仅有190MPa,而有螺纹锥形搅拌针获得的接头抗拉强度达到了232MPa。使用有螺纹锥形搅拌针时,接头的断后伸长率也有了比较明显的提高。
