浅析大型灯泡贯流式水轮发电机组管形座安装技术
2023-02-26何海军
何海军
(中国水利水电第五工程局有限公司,四川成都 610225)
1 工程概况
岷江龙溪口航电枢纽工程位于岷江干流乐山市犍为县境内,是岷江下游河段(乐山-宜宾)航电规划的第4 个梯级,距大渡河河口约80.9km,距上游犍为航电工程梯级约31.1km,下游约0.8km 即是犍为县新民镇。龙溪口航电枢纽闸址距省会成都市228km,距乐山市106km,距犍为县42km,航电枢纽布置于犍为县新民镇上游约600 ~800m 的岷江河段。龙溪口航电枢纽总库容为3.24亿立方米,总装机容量为480MW,装设9 台灯泡贯流式机组,单机容量53.34MW,电站1#、2#、3#机组设备由浙江富春江水电设备有限公司制作供货,4#、5#、6#机组设备由东方电机厂设备制造厂家供货,7#、8#、9#机组设备由东芝水电设备(杭州)有限公司制作供货[1]。(分析浙江富春江水电设备有限公司制作供货的1#、2#、3#机组编写,以下简称浙富)。
2 管型座安装施工工艺技术
2.1 工艺要点
管型座在安装间拼装,平面位置误差不能大于±1mm。管型座安装测量控制线必须以尾水管里衬实测的中心、高程、里程为基准,进行放样。
管型座吊装就位等测量控制点的设置与尾水管里衬相同,要设置标准高程中心架和测量用基准点,在机坑中设置标高中心架,用钢琴线拉出机组轴线,在距内壳体、外壳体进口200mm 位置各设置平行于转轮中心线的测量基准线,平面位置误差不能大于±1mm,高程误差不大于±1mm。管型座测量控制线必须以尾水管里衬实测的中心、高程、里程为基准,进行放样。
2.2 管型座组装
2.2.1 内壳体组装
(1)在安装间适当位置,根据立柱和内壳体的结构尺寸放置8 块钢支墩或钢垫板,相应配置8 对楔子板,利用水准仪将楔子板的高程调整一致。(2)参照浙富内壳体装配、管型座装配、上立柱、下立柱等相关图纸,将内壳体与上下立柱在安装间整体水平组装。上立柱处坡口位于上立柱侧,下立柱处坡口位于内壳体侧[2]。(3)利用钢板、楔子板、组合螺栓等调整组合缝、过流面侧的错牙。水准仪检查两瓣内壳体是否在同一平面,并根据检查记录进行调整,检查法兰面,平面度应在0.3mm 以内,圆度应在1mm 以内,合格后把紧组合螺栓。
2.2.2 上、下立柱与内壳体组装
(1)组装简图如图1 所示。(2)在安装间放置内壳体,根据扇形的结构尺寸放置4 个钢支墩或钢垫板,相应配置4 对楔子板,利用水准仪将楔子板的高程调整一致。(3)利用钢板、楔子板、组合螺栓等调整组合缝,过流面侧的错牙小于3mm。检查内壳体与上下立柱组合面是否在同一平面,并根据检查记录进行调整,用水准仪检查法兰面,平面度应在0.5mm 以内,圆度应在1mm 以内。(4)将上立柱和内壳体进行组合,利用楔子板以及千斤顶、桥机配合调整,利用钢板、楔子板、组合螺栓等,调整组合缝、过流面侧的错牙小于1mm,厂内标记线错牙不大于0.5mm。检查内壳体与上立柱组合面是否在同一平面,并根据检查记录进行调整,检查立柱上法兰段与内壳体法兰面平行且平面度应在0.6mm 以内,法兰段法兰面距内壳体法兰面为845mm。
2.3 管型座安装调整
首先,将基础板顶面清扫干净,基于厂家图纸,将调整用的钢板及螺栓安装好。其次,在基础板的合适位置放置4 对调整用的楔子板,并按厂家要求调整楔子板的顶面高程。
(1)吊入事先组装好的上、下立柱及内壳体。(2)上、下立柱及内壳体找正并粗安装、周向做支撑等固定好,防止倾倒[3]。(3)调整好尺寸,检查并做好记录。(4)内壳体安装允许误差:水流方向±1mm,高程比尾水管里衬中心高2.5mm。(5)用千斤顶顶下立柱底部和左右前后,调整内壳体下游法兰面垂直平面度及法兰面离转轮中心的距离为4225 mm。用下立柱基础板上楔子板调整内壳体的中心高程,下立柱距转轮中心线的距离为5615mm,检查内壳体的尺寸直至符合要求。(6)对照尾水管中心调整管型座中心使管型座与尾水管中心同心。(根据以往经验,考虑管型座混凝土浇筑完后的中心高度,计划组装时管型座中心比尾水管中心线高2.5mm,目的是浇筑完成后管型座与尾水管同心,具体值根据混凝土浇筑方法及顺序进行调整确定)。
3 管型座整体调整
管型座在机坑内组装完毕后,再次进行整体复测调整工作。调整采用水准仪、全站仪及挂钢琴线的方法进行测量、调整,调整工作分内壳体调整和外壳体调整。
3.1 内壳体调整
(1)以尾水管法兰面的测量数据为基准,重新复测检查内壳体的中心、高程、里程、平面度等是否满足规范要求,并作好记录。(2)根据测量数据,利用下立柱下的调整螺栓及楔子板、千斤顶进行调整,确保内壳体上下游两侧法兰面中心高程在规范要求的范围内,高程应控制在+1 ~+2.5mm 范围内。(3)利用下立柱下部左右两侧的调整螺栓以及下立柱底部设置的千斤顶配合调整内壳体Y-Y 方向的中心。
3.2 外壳体调整
(1)外壳体调整以内壳体为基准,利用外壳体下部的金属支墩及千斤顶调整外壳体法兰的中心高程,使用型钢及外壳体两侧墙预埋的基础调整外壳体法兰的中心方位。(2)利用外壳体与尾水管之间的间距管调整外壳体法兰与尾水法兰的距离及法兰波浪度。以内壳体为中心,利用内、外壳体之间的支撑管调整外壳体的圆度。在进行外壳体调整时,同时监测内壳体法兰垂直度的变化[4]。
4 管型座焊接
4.1 内壳体与立柱组合缝的焊接
4.1.1 焊前准备
(1)焊前必须将坡口两侧油污、油脂、潮气、铁锈、油漆或其他任何影响焊接质量的杂物清理干净,坡口内的氧化皮、铁锈必须打磨直至显露出金属光泽。(2)焊条必须在焊条烘干箱内进行350℃烘焙2 小时后使用,使用保温筒要保温、随用随取。(3)焊接方法主要为手工电弧焊或二氧化碳保护焊。焊接材料为J507 焊条,规格为φ3.2mm、φ4mm 两种或焊丝。(4)焊接人员必须持有合格证书,并经监理工程师认可,挂牌上岗。(5)采用加热板或远红外加热装置进行加热。
横店影视职业学院足球选项课课程设置总体情况是课程的目标体系设置不太明确,教学内容和方法没能及时更新。从对高职院校足球选项课课程目标体系的认识来看,横店影视职业学院足球选项课教学对高职院校学生的培养与全国高等学校体育课程指导纲要的精神差距比较大,这与高职院校重技能,轻兴趣和能力以及体育活动。忽略足球带给学生们的成长和健康,忽视学生的锻炼习惯和兴趣的培养有比较大的关系。这种情况不利于学生培养终身体育意识。
4.1.2 立柱与内壳体焊缝定位焊
(1)定位焊使用焊条应与正式焊接的焊条相同,定位焊拼装时长度应控制在80 ~120mm 范围内,厚度控制在10mm 以内。(2)焊接前,根据厂家焊接工艺要求进行预热。在焊接过程中,层间温度下降,需对焊接外侧进行加热,焊接层间温度控制在100 ~200℃范围。
4.1.3 立柱与内壳体焊缝正式焊接
(1)焊前预热温度控制在80 ~120℃。(2)内侧焊接。先进行封底焊,检查合格后,继续焊接到50%内坡口深度。(3)外侧清根、检查。外侧碳弧气刨进行清根,并使用砂轮修整,作表面无损检测。(4)外侧焊接至坡口50%深度为止,使用砂轮修整。(5)内、外侧焊缝对称、平衡、交替焊接,将焊缝坡口焊满。(6)焊接采用分段、跳焊、退步方式进行。(7)焊缝焊接采用多层、多道焊,封底和盖面使用ф3.2mm 焊条/丝,其余各层采用ф4.0mm 焊条/丝[5-6]。
4.2 水平翼板焊接
(1)焊前预热到80℃,焊接层间温度控制在100 ~200℃范围,焊后保温缓冷。(2)焊接时由2 名焊工对称、同时、同向、同速、同规范多层多道焊接,每段焊接进行先仰焊,平面上部清根,后平焊,根据变形情况,两面交替焊接。焊接顺序如图2 所示,焊接过程中除底层、表层焊缝不进行锤击外,对其余各焊缝逐层进行锤击,减少焊缝的残余应力。(3)水平翼板对接焊缝焊接完成后,进行无损检测和UT 检查,按NB/T47013.3 中II 级执行,UT检查按GB/T26952-2011 中2 级执行。
5 管型座安装质量控制
为保证管型座最终安装质量,不仅要在管型座安装焊接时保证各种尺寸满足设计及规范要求,还要在管型座二期混凝土浇筑时控制变形。
5.1 管型座安装质量控制要点
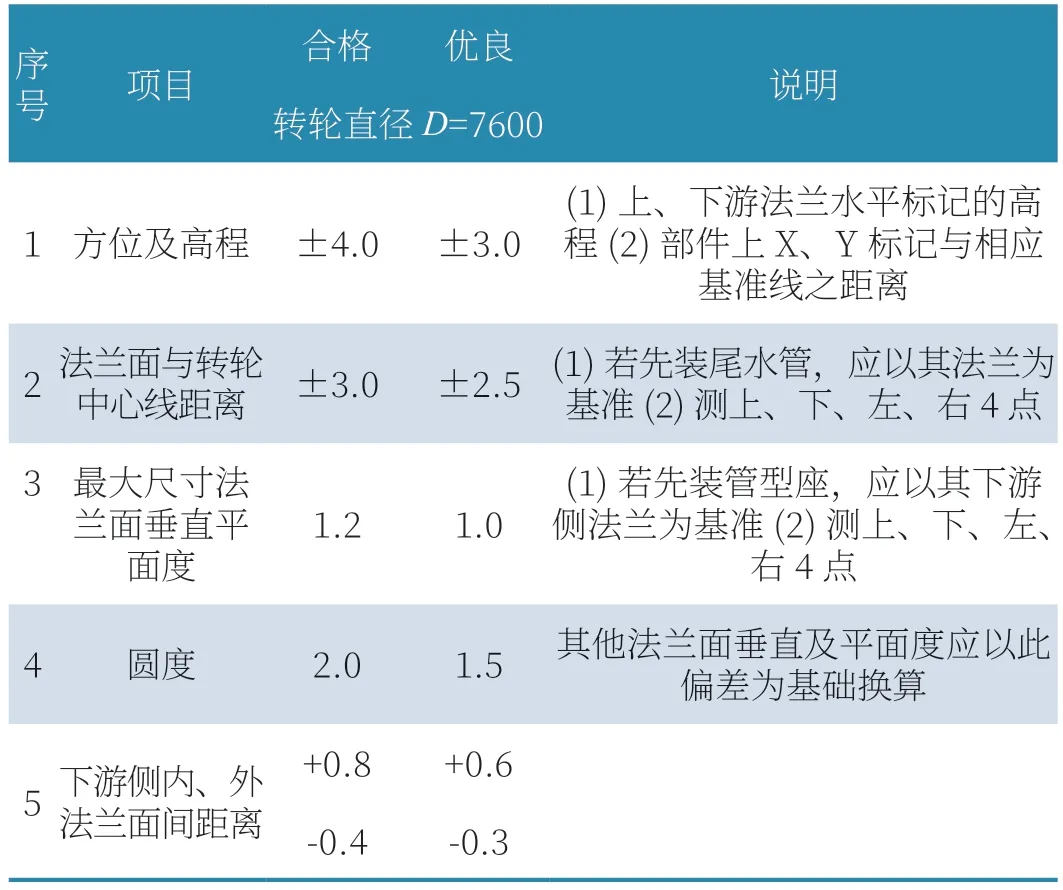
表1 贯流式水轮机管型座安装允许偏差(单位:mm)
5.2 管型座二期混凝土浇筑质量控制
由于管型座法兰面已加工成型,在混凝土浇筑过程中,必须严格控制混凝土浇筑中的变形。
利用全站仪对外壳体法兰面进行监控。砼浇筑前,测量法兰面处的8 点平面度,并做好记录。按设计要求浇筑第一层高度时,测量其法兰面平面度,做好记录,根据平面度数据的变化情况,调整各位置的浇筑量。比如,若法兰面平面度超过2mm 以上,无法打磨处理,则应停止浇筑,重新调整加固,进行第2 次、第3 次、第4 次直至外壳体表面被二期混凝土全部覆盖为止[7]。
6 结语
管型座安装是大型灯泡贯流式水轮发电机组安装工作中的一个关键工序,因其尺寸大、重量重、安装环境恶劣、工期长、安装质量要求高等特点,在其安装完毕后,二期混凝土浇筑时间和保养工期长。本文对其整体管型座各部位安装技术进行了分析,有利于确保管型座发挥应有的价值和作用。
