以TDI和IPDI为单体合成聚氨酯微胶囊及其摩擦学性能
2023-02-25陈斯佳王立娟赵增辉崔宇超田宇轩
张 瑞, 杨 琦, 陈斯佳, 王立娟, 赵增辉, 崔宇超, 田宇轩
(1. 中国石油大庆化工研究中心, 大庆 163714;2. 东北石油大学化学化工学院, 大庆 163318)
受到生物体遭受损伤后能够自愈合现象的启发, 科学家们提出了智能材料的概念[1~5], 其中, 自润滑材料引起了人们极大的兴趣. 在生产生活中, 往往会不可避免地产生大量的摩擦和磨损, 这种现象会导致大量的能源浪费, 并且在长时间的工作环境下, 摩擦表面容易出现裂痕, 导致零件坍塌失效, 很容易发生安全事故, 造成经济上的重大损失[6]. 如在船舶推进系统中, 传动轴承是重要的组成部分, 其摩擦磨损通常发生在低速或重载的工作条件下. 因此, 提高轴承用复合材料的摩擦性能至关重要[7].船舶推进系统目前大多采用新型高分子材料轴承[8]替代了传统的金属轴承. 高分子聚合物材料[如高密度聚乙烯(HDPE)[9]及热塑性聚氨酯(TPU)[10]等], 因抗冲击性能良好、 耐腐蚀性能优异且制备简单,被广泛应用于船舶轴承材料[11].
将聚合物基体与添加剂共混可以进一步改善材料的摩擦学性能. 常用的固体润滑剂有石墨[12]、 二硫化钼[13]及碳纳米管[14]等, 而液体润滑剂有润滑油[15]和离子液体[16]等. 直接共混固体润滑剂改性的方式对于提高材料的摩擦学性能效果不佳, 如石墨等无机纳米颗粒在进行加工制备时由于静电作用无法分散均匀, 难以保证形成混合均匀的聚合物基复合材料, 并且这是一种使聚合物基复合材料更加抗磨的方式而并非润滑. 而液体润滑剂与聚合物基体相容性差, 容易发生相分离. 将液体润滑剂微胶囊化[17]可以很好地改善上述问题. 这种微胶囊化的方式是将润滑剂封装到聚合物壳里, 不但可以改善润滑剂与基体的相容性, 使其在基体中更好地分散, 还可以保护润滑剂, 减少润滑剂的泄露, 防止润滑添加剂在恶劣环境下发生氧化、 化学反应而降解, 从而提高材料的摩擦学性能[18]和耐腐蚀性能[19]. 原位聚合法制备微胶囊技术由于操作简便、 效率高而被广泛应用于制药、 食品和化妆品行业[20]. 根据形态和结构的不同, 微胶囊可分为单核微胶囊、 多核微胶囊、 非球形多核微胶囊、 多层微胶囊、 多核微胶囊和多层多核微胶囊, 其均具有基本的“核-壳”结构[21~25].
本文分别以甲苯-2,4-二异氰酸酯(TDI)和异佛尔酮二异氰酸酯(IPDI)为单体制备了聚氨酯微胶囊, 确认了最佳芯/壁比并加入到环氧树脂(EP)中得到了具有优异性能的环氧树脂复合材料, 采用扫描电子显微镜观察微胶囊及摩擦面表面形貌, 研究了其力学性能及摩擦学性能, 并探究了自润滑复合材料的减磨耐磨机理, 对合成的微胶囊进行了化学分析.
1 实验部分
1.1 试剂与仪器
1-丁基-3-甲基咪唑六氟磷酸盐离子液体([BMIm]PF6)和三乙烯四胺(TETA), 分析纯, 上海阿拉丁试剂有限公司; 异佛尔酮二异氰酸酯(IPDI)和甲苯-2,4-二异氰酸酯(TDI), 分析纯, 上海麦克林生化科技有限公司; 丁二醇, 分析纯, 江阴万千化学品有限公司; 聚乙烯醇(PVA),n=(1750±50), 重庆麦投新材料技术有限公司; 木质素, 纯度≥99.5%, 济南鑫雅化工有限公司; 环氧树脂,ω≥99.0%, 深圳市吉田化工有限公司; 浓盐酸[HCl, 质量分数为(37.5±1)%], 分析纯, 天津大茂化学试剂厂; 无水乙醇(ω≥99.0%)和氨水(NH3·H2O, 分析纯), 北京环球创新科技有限公司.
CSS-2200型电子万能试验机, 长春科新公司实验仪器研究所; FSH-2A型高速均质机, 上海力辰科技有限公司; CX-23型偏光显微镜(OM), 日本奥林巴斯工业公司; JSM-6360LA型扫描电子显微镜(SEM), 德国卡尔蔡司股份公司; UPXRZ-400型激光粒度分布仪, 弗尔德上海仪器设备有限公司;YTLGJ-10A型真空冷冻干燥机, 上海叶拓股份有限公司; GASEX-27型傅里叶变换红外光谱仪(FTIR),上海斯百全化学有限公司; MMD-1型盘销式摩擦磨损试验机, 济南益华摩擦学测试技术有限公司.
1.2 实验过程
1.2.1 [BMIm]PF6@PU微胶囊的制备 在水包油乳液体系中, 采用原位聚合法制备了聚脲微胶囊,Scheme 1示出了原位聚合法制备微胶囊的机理. 首先将异氰酸酯溶解于油相中, 随后通过剧烈搅拌分散在表面活性剂中形成乳液. 在一定条件下进行二醇加成[26,27]. 在二醇加成阶段, 水相中羟基官能团与油相中异氰酸酯官能团在界面处发生反应, 形成外壁聚脲(PU)膜以包覆[BMIm]PF6芯材液滴. 分散在水相中的二醇通过膜扩散出去, 直到它具有被称为“壳”的结构强度, 从而合成中空的微胶囊.

Scheme 1 Schematic diagram of in situ polymerization to form [BMIm]PF6@PU microcapsules
[BMIm]PF6@PU微胶囊的合成路线如Scheme 2所示. 将1.0 g PVA薄片配制成100 mL PVA分散液. 先将溶液加热到90 ℃, 机械搅拌10 min至PVA完全溶解; 以400 r/min的速度机械搅拌30 min, 冷却至室温; 然后加入NH3·H2O使pH>10, 将木质素加入到上述碱性溶液中, 缓慢搅拌直至木质素完全溶解; 加入HCl(2 mol/L)调节溶液呈酸性, 此时可以观察到木质素颗粒析出. 向木质素溶液里倒入芯材[BMIm]PF6, 以8000 r/min的转速乳化5 min, 制得稳定的木质素Pickering乳液.
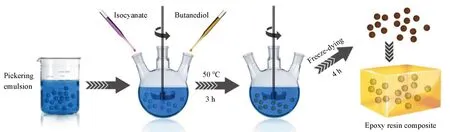
Scheme 2 Preparation process of [BMIm]PF6@PU microcapsule
将5 g异氰酸酯加入到上述木质素Pickering乳液中. 将4.5 g丁二醇和6.8 mL去离子水混合均匀后逐滴加入, 保持体系在50 ℃条件下机械搅拌3 h; 最后静置60 min, 形成微胶囊. 用去离子水清洗后经冷冻干燥得到[BMIm]PF6@PU微胶囊.
1.2.2 环氧树脂复合材料的制备 将以TDI和IPDI为单体合成的[BMIm]PF6@PU微胶囊加入环氧树脂基体中, 微胶囊的质量分数分别为5%, 10%, 15%, 20%和25%, 并用玻璃棒搅拌, 形成分散良好的悬浊液, 然后加入固化剂三乙烯四胺(环氧树脂与三乙烯四胺的质量比为1∶0.29). 搅拌均匀后将混合物放入硅胶模具中, 在室温下保持真空状态以消除气泡. 脱模, 最终得到尺寸为5 mm×6 mm×8 mm的环氧复合材料.
1.3 测试与表征
1.3.1 乳液及微胶囊的形貌表征 采用偏振光显微镜在不同放大倍数下观察乳液的表面形貌、 粒径大小及分散程度. 采用激光粒度分布仪观察微胶囊的平均粒径分布, 将样品稀释在去离子水中, 每组样品重复扫描3次, 取平均值.
1.3.2 芯材含量、 产率及包覆率的测定 微胶囊的芯材含量通过丙酮萃取法得到. 将一定量(mc, g)微胶囊充分研磨粉碎后, 加入丙酮浸泡萃取, 然后过滤, 重复3次浸泡萃取-过滤步骤, 此时壁材与芯材完全分离. 将得到的粉末烘干, 得到壁材产物的质量记为mw(g), 加入的离子液体质量记录为mIL(g),加入的异氰酸酯和丁二醇质量分别记为m1(g)和m2(g). 微胶囊芯材含量(ωcore, %)根据下式计算:
根据下式计算得到微胶囊产率(ψ, %):
根据下式计算得到包覆率(γ, %):
1.3.3 复合材料力学及摩擦学性能的测定 使用CSS-2200电子万能试验机对纯EP树脂及其复合材料进行拉伸实验, 按照GB/T 1040 -1992的要求, 在规定的实验条件下, 将已经注塑好的标准哑铃形样条(4 mm×10 mm)直接放置于试验机上进行拉伸力学性能测试. 设置拉伸速率为50 mm /min. 样条断裂所受的力记录为P(N), 样条的厚度记录为h(nm), 样条的宽度记录为b(nm). 根据下式计算拉伸强度(σ, MPa):
使用摩擦磨损试验机, 采用削盘模式, 对纯EP树脂及其复合材料模块进行摩擦试验, Scheme 3为模块摩擦示意图. 设定摩擦固定载荷为1.0 MPa, 滑动速度为0.75 m/s, 摩擦时间为20 min.
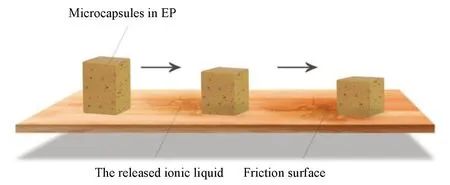
Scheme 3 Schematic diagram of friction and wear flow
摩擦系数可直接从仪器中得到. 通过摩擦前后环氧树脂复合材料模块的质量变化来计算其磨损率(Wr, m3/N):
式中: Δm(g)为复合材料模块摩擦前后的质量损失;L(m)为滑动摩擦距离;ρ(g/m3)为模块密度;FN(N)为垂直载荷.
2 结果与讨论
2.1 IPDI和TDI为单体合成的微胶囊的形貌及粒径分布
当木质素作为乳化剂时能够较好地稳定乳液[28,29]. 这是由于在Pickering乳液中, 木质素固体小颗粒不但可以最大限度地减少油滴团聚, 避免油滴在水溶液中集结, 还可以降低异氰酸酯在微胶囊表面的沉积速率, 有效避免了因壁材过快沉淀而形成较大的微胶囊, 可有效提高微胶囊的稳定性.
图1为合成的微胶囊的SEM照片. 从图1(A)可以观察到, 以TDI为单体合成的微胶囊表面粗糙且微有褶皱, 平均粒径约为(55±5) μm. 从图1(B)可以观察到, 以IPDI为单体合成的微胶囊表面光滑致密, 无明显的缺陷和孔洞, 平均粒径约为(46±5) μm. 图1(C)和(D)为破裂微胶囊的SEM照片, 可以观察到以TDI为单体合成的微胶囊壁材厚度约5.7 μm, 以IPDI为单体合成的微胶囊壁材厚度约4.4 μm.
图2为以TDI和IPDI为单体合成的微胶囊的粒径分布柱状图. 由2图(A)可见, 以TDI为单体合成的微胶囊粒径大多分布在40~65 μm, 粒径分布较广; 由图2(B)可见, 以IPDI为单体合成的微胶囊粒径大多分布在40~45 μm和46~50 μm, 分别占30.1%和34.9%, 粒径分布较集中, 颗粒细小. 可以看出,所合成的微胶囊粒径较小, 壁材厚度较大, 成膜性较好, 且孔洞和裂隙较少, 且以IPDI为单体合成的微胶囊表现更好.
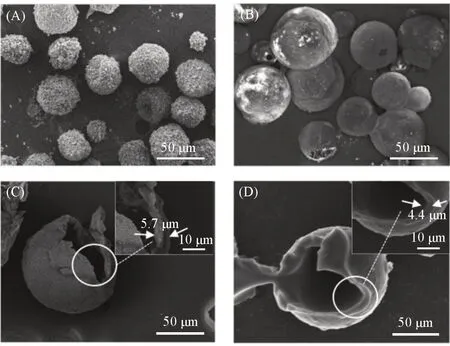
Fig.1 SEM images of complete(A, B) and ruptured(C, D) [BMIm]PF6@PU microcapsules with TDI(A, C)and IPDI(B, D) as monomers
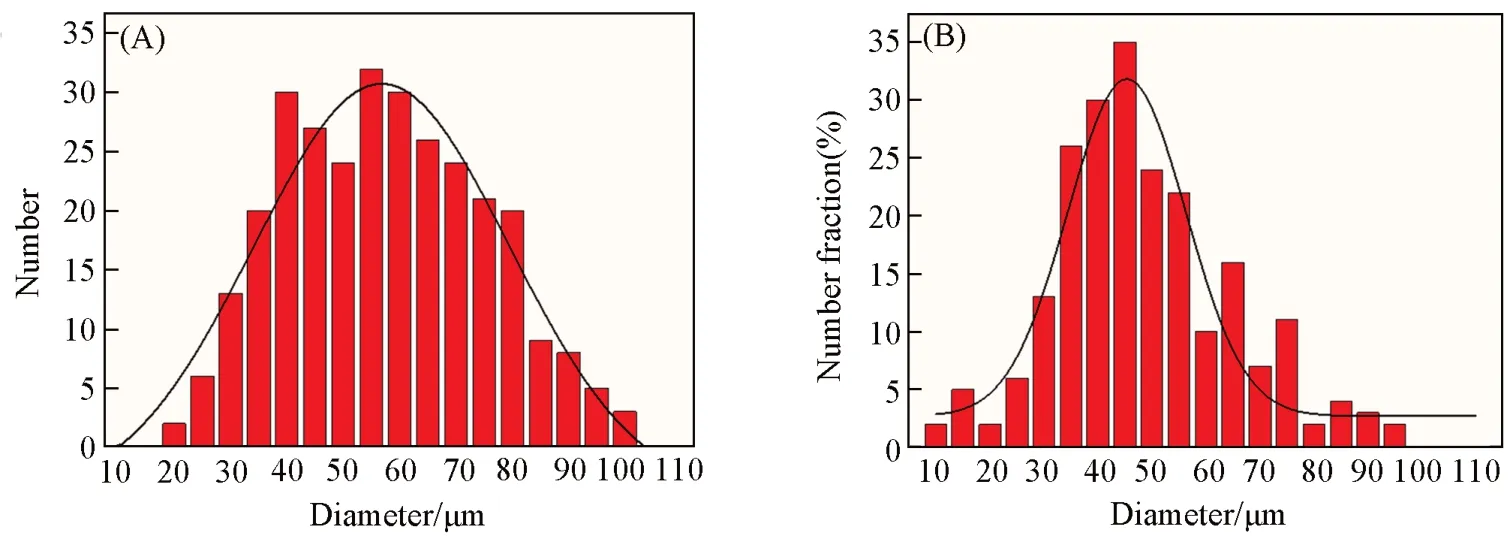
Fig.2 Size distribution diagrams of [BMIm]PF6@PU microcapsule with TDI(A) and IPDI(B) as monomers
2.2 以IPDI和TDI为单体合成的微胶囊的力学性能及摩擦学性能
将所合成的微胶囊以不同质量分数加入到环氧树脂基体中, 研究微胶囊的质量分数对环氧树脂复合材料力学性能及摩擦学性能的影响. 图3为纯EP树脂与含不同质量分数微胶囊的复合材料的拉伸性能对比. 图4为纯EP树脂及含有不同质量分数微胶囊的复合材料的摩擦系数及磨损率对比.
从图3可以看出, 纯EP树脂的拉伸强度约为78.1 MPa, 两种复合材料的拉伸强度随微胶囊质量分数的增加呈下降趋势, 这是由于微胶囊的嵌入使环氧树脂黏度降低, 此时微胶囊与基体间结合较弱.当微胶囊添加量达到20%后, 下降趋势变缓, 这是由于当微胶囊含量足够时, 微胶囊破裂, 芯材流出,会扭转微裂纹的产生方向, 从而缓解拉伸强度的下降. 当微胶囊添加量为25%时, 以TDI为单体合成的微胶囊拉伸强度为27.1 MPa, 以IPDI为单体合成的微胶囊拉伸强度为32.3, 较前者提高了约16.1%, 并且与微胶囊添加量为20%时的结果十分接近. 这是由于在制备复合材料过程中, 以IPDI为单体合成的微胶囊平均粒径较小, 且表面活性基团与EP及固化剂通过氢键及化学键交联得更加紧密,提高了界面结合强度. 由此可以推测, 微胶囊的存在改变了复合材料内部的力学性能, 降低了外载荷的承受能力, 导致力学性能下降.
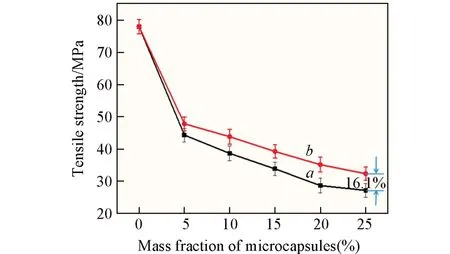
Fig.3 Tensile properties of epoxy resin composites with [BMIm]PF6@PU microcapsule with TDI(a) and IPDI(b) as monomers
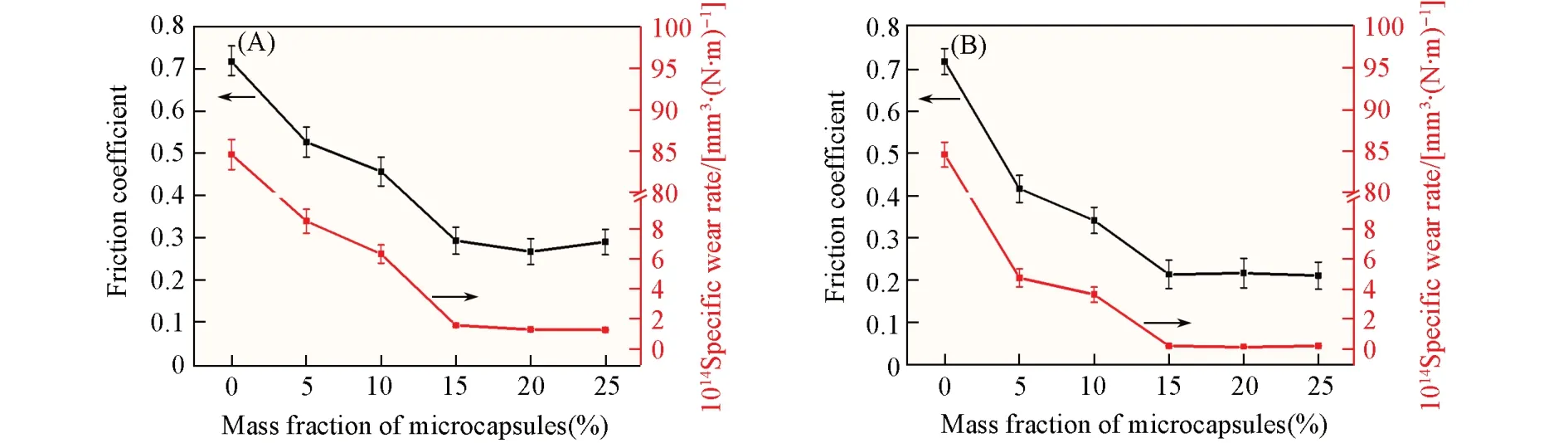
Fig.4 Friction coefficient and specific wear rate of epoxy resin composites with [BMIm]PF6@PU microcapsule with TDI(A) and IPDI(B) as core materials
由图4可以看出, 微胶囊的加入大大降低了复合材料的摩擦系数和磨损率, 且当微胶囊添加量大于10%时, 摩擦系数和磨损率均出现明显下降趋势. 其中, 纯EP树脂的摩擦系数为0.718, 磨损率为84.6×10-14mm3/(N·m). 由4图(A)可见, 以TDI为单体合成的复合材料磨损率最低为0.945×10-14mm3/(N·m); 由4图(B)可见, 以IPDI为单体合成的复合材料磨损率最低为0.135×10-14mm3/(N·m), 仅为纯EP树脂的0.25%, 且摩擦系数仅为纯EP树脂的4%. 但随着微胶囊含量的增加, 复合材料的磨损率下降到一定程度后趋于平稳, 这是由于复合材料力学性能降低以及润滑油从微胶囊中释放后留下更多的空穴所致.
为了深入了解摩擦机理, 进一步分析了磨损表面的形貌和粗糙度. 图5为添加微胶囊后的环氧基复合材料(A~D)与纯EP树脂(E, F)的摩擦面对比图. 由图5可以看出, 在环氧树脂复合材料表面, 存在分散在基体中的破裂微胶囊. 其中纯EP树脂(E, F)的磨损表面非常粗糙, 磨损痕宽而深, 且有较多磨削, 平均粗糙度为744 nm. 在基体中加入微胶囊后, 磨损表面变得光滑, 粗糙度大大降低, 磨损痕的宽度和深度明显降低[图5(A)~(D)]. 对比以TDI为单体的合成的复合材料[图5(A)和(B)], 以IPDI为单体的合成的复合材料[图5(C)和(D)]磨损表面粗糙度较低(82 nm), 有利于实现良好的润滑状态. 这是由于对于聚合物-金属滑动界面, 聚合物材料会自发地转移到金属表面形成一层均匀且高黏度的转移膜, 在滑动过程中转移膜可以保护相对柔软的聚合物块体免受金属表面硬凸体磨蚀. 添加微胶囊的复合材料表面没有发生明显的磨损, 是由于摩擦表面形成的转移膜具有很强的韧性, 在形成光滑、 均匀的转移膜后, 在复合材料表面的边界油膜和覆盖金属表面的转移膜的润滑下发生了后续的滑动, 从而获得了较低的摩擦系数和磨损率.
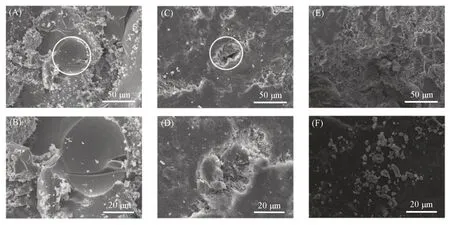
Fig.5 SEM images of worn surface of epoxy resin composites with [BMIm]PF6@PU microcapsules with TDI(A, B) and IPDI(C, D) as monomers and pure epoxy resin(E, F)
研究结果表明, 对于含有微胶囊的复合材料, 随着滑动摩擦的开始, 微胶囊破裂, 润滑油以许多微小液滴的形式出现在摩擦界面, 可以有效地减少裂缝的存在. 综上所述, 以IPDI为单体合成的微胶囊摩擦学性能较优异, 选择以IPDI为单体合成的微胶囊填充环氧树脂复合材料可获得更佳的摩擦学性能.
2.3 芯材含量对微胶囊稳定性的影响
在微胶囊成型过程中, 芯材含量、 产率及包覆率是胶囊完整性及经济性的重要参数, 可以通过改变芯材及壁材的用量进行调节. 在反应时间和温度均相同的条件下, 以IPDI为单体合成的微胶囊芯/壁比及各参数关系列于表1.

Table 1 Core content, yield and coating rate of the epoxy resin composite with different core-wall mass ratio [BMIm]PF6@PU microcapsules
从表1可以看出, 微胶囊的芯材含量随芯/壁比的增加而增加. 当芯/壁质量比(η)为1∶1时, 微胶囊产率最优, 为(50.3±3.6)%, 但包覆率较低, 为(24.5±1.4)%; 当η为3∶1时芯材含量最高,达到(69.4±4.8)%, 较η为2∶1时增加了33.7%, 此时微胶囊的产率为(38.7±2.8)%, 包覆率为(26.1±1.8)%. 然而当η超过3∶1时, 芯材含量下降为(54.5±4.6)%, 下降了21.5%. 包覆率急剧下降为(20.7±1.5)%, 下降了20%. 这是由于此实验参数下的微胶囊壁材比重过低导致无法控制厚度, 使得尺寸大小不规律, 并且绝大多数胶囊壁材破裂, 芯材流出, 力学性能不好, 因此本实验确定最佳η为3∶1.
2.4 芯材含量对微胶囊稳定性的影响
为进一步证明微胶囊被成功包覆, 在4000~500 cm-1范围内, 对所合成的微胶囊、 芯材及壁材进行FTIR表征. 从图6可以看出, 芯材(离子液体)在2873~2928 cm-1处出现长链烷烃C—H伸缩振动峰, 在1569和1170 cm-1处分别出现咪唑基团的骨架振动峰和伸缩振动峰, 在834 cm-1处出现P—F特征吸收峰[30]. 壁材的FTIR谱曲线在2270 cm-1处出现了芳香异氰酸酯基团—NCO的特征峰[31,32], 并在3200~3300 cm-1处出现了N—H拉伸振动峰, 在1641, 1554及1191 cm-1分别出现了C—O拉伸振动峰、 N—H弯曲振动峰和C—N键弯曲振动峰. 这些特征峰的出现证明丁二醇的羟基与IPDI异氰酸酯基团在水层发生缩聚反应形成了PU, 证明了聚脲壁材的合成.
微胶囊的FTIR谱图同样在3300, 1554和1191 cm-1处出现了壁材(PU)的特征峰, 而在2928和1569 cm-1处芯材的特征峰未出现, 表明离子液体被有效封装在微胶囊中, 形成了完成的核壳结构, 并合成了聚脲壁材.
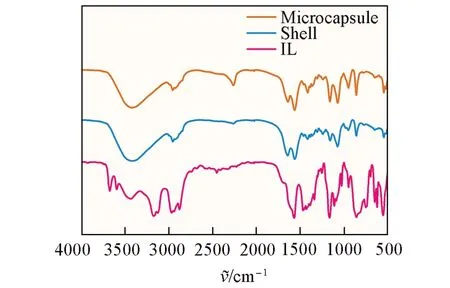
Fig.6 FTIR spectra of microcapsule, shell and IL
3 结 论
采用原位聚合法制备了离子液体@PU微胶囊, 在芯/壁质量比为3∶1时, 以IPDI为单体合成的微胶囊的综合性能最优, 芯材含量达到(69.4±4.8)%, 产率为(38.7±2.8)%, 包覆率为(26.1±1.8)%. 另外, 研究表明, 以IPDI为单体合成的聚氨酯壁材的微胶囊摩擦学性能最佳, 通过FTIR和SEM可以证明微胶囊成功合成并有效包裹住芯材, 得到的微胶囊平均粒径为(46±5) μm, 将微胶囊加入EP树脂制备了自润滑复合材料, 微胶囊的加入显著改善了环氧树脂复合材料的摩擦学性能, 当微胶囊添加量达到20%时效果最好且具有经济效益, 摩擦系数和磨损率分别降低为纯EP的4%和0.25%.
研究结果表明, 在外加载荷和滑动速度的条件下, 芯材离子液体从微胶囊中被有效释放, 在磨损轨道上形成一层均匀的转移膜, 防止两个滑动表面间的直接接触, 磨损碎片被破裂的微胶囊收集, 从而降低复合材料的磨损率和摩擦系数, 并且环氧树脂中的极性基团和微胶囊通过链的运动和缠结以及氢键的结合紧密连接在一起, 增加了基体的相容性, 改善了材料的力学性能. 因此这种智能材料有显著的自润滑效果, 有望在解决聚合物基复合材料的传统问题同时延长材料使用寿命, 扩大自润滑聚合物材料的应用范围, 提高经济效益.
