在线比值分析仪在化工硫磺回收工艺中应用与环境影响
2023-02-22刘成亮
*刘成亮
(中海石油华鹤煤化有限公司 黑龙江 154100)
中海石油华鹤煤化有限公司(简称华鹤公司)是黑龙江省落实“煤头化尾”战略核心示范企业,是中国海油投资建设的第一家煤化工企业,是东北地区最大的大颗粒尿素生产运营企业。现有一套年产30万吨合成氨、52万吨大颗粒尿素装置,配套年产30万吨绿色增值复合肥装置。华鹤公司硫磺回收装置采用的是克劳斯法回收元素硫的工艺技术,回收利用氨合成装置区酸气脱除工段的H2S气体生产出硫磺,同时使硫回收装置处理后的尾气达到排放标准[1]。
1.硫磺回收工艺流程及原理
克劳斯法回收元素硫的硫回收工艺是将酸性气中的硫化氢转化成单质硫,工艺过程包括了传统的三级克劳斯反应,二氧化硫通过催化反应生成三氧化硫。硫回收装置生产工段主要有高温燃烧、克劳斯反应、SO3催化反应段及硫酸生产段。从硫酸生产工段的硫酸塔出来尾气与空气充分混合后进行排放。产出的液态单质硫送至液硫槽设备,经过脱气处理和造粒后制成硫磺。硫磺回收工艺流程如图1所示。
硫回收装置生产过程的基础就是以比值来调整控制氧(或空气)流量实现H2S的部分燃烧,通过自控系统控制氧(或空气)的流量,使酸性气体中所含有碳氢化合物全部发生氧化反应,然后调节“酸性气和氧气”的比例,使反应生生的“H2S与SO2”比例为2∶1,这是克劳斯法硫回收工艺反应中“H2S与SO2”的最佳比例[2]。

图1 克劳斯硫回收工艺流程
其控制原理可归纳如下:
在主烧嘴和燃烧炉中发生的主要反应如下:
燃烧产生的SO2大部分将与H2S反应生成元素硫:
2.在线比值分析仪工作原理及选型设计
在线比值分析仪是测量“H2S与SO2”比例,根据测量原理及方式不同分为色谱技术和紫外吸收法技术。根据国内外在线比值分析仪技术发展与应用情况,占据主导地位的技术品牌主要有AMETEK、GALVANIC、AAI等。华鹤公司硫回收装置采用加拿大GALVANIC品牌的943-TGX型比值分析仪,943-TGX型比值分析仪采用单光路无色散紫外光吸收法原理,采样、预处理与分析仪一体式的设计,直接在工艺管线上测量,无需采样管线,响应时间短。
(1)工作原理
目前所说的在线比值分析仪一般是指紫外吸收法的分析仪,它是专门用于硫磺回收装置H2S与SO2比值测量仪表。紫外吸收光的波长范围为200~300nm,根据朗伯-比尔定律,吸光度与检测物质的浓度和液层的厚度的乘积成正比,因此通过测量该物质吸收前、后的紫外光的强度的变化量,便可以测量出其组份含量。
式中:A:吸光度;
I0:入射光强度;
a:吸光系数;
b:测量池厚度;
c:被测介质浓度;
I0/I:透射比,用T表示。
(2)GALVANIC 943-TGX型分析仪组成结构
943-TGX型比值分析仪主要由电子仪表控制系统、取样测量系统和光源、检测器组成。电子仪表控制系统包括数据采集和处理模块、进样吹扫控制部分及仪表控制回路;取样测量系统包括一体化取样管、样品测量室、加热控制部分及取样反吹流路;光源、检测器与测量气室之间通过铠装软光纤连接[3],如图2所示。
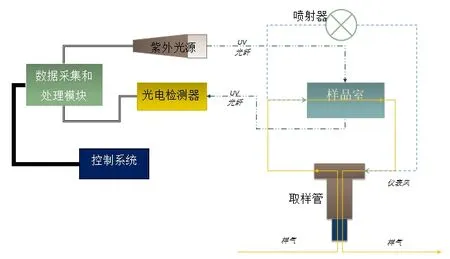
图2 比值分析仪结构
(3)GALVANIC 943-TGX型分析仪设计特点
①专有的除硫采样管
943-TGX型比值分析仪所专有的除硫采样管采用一体化夹层探针设计,从内至外分别为仪表风进出和工艺气进出共计4层探针。此种设计通过系统控制仪表冷却风,使硫蒸汽冷却变成液态硫,液态硫在重力下返回取样管线;同时能够清除工艺样品气体中污染物等杂质,防止杂质进入分析仪气室。此取样管不需要额外的除硫蒸汽装置,不需要定期执行探头自动清洗。如图3所示。
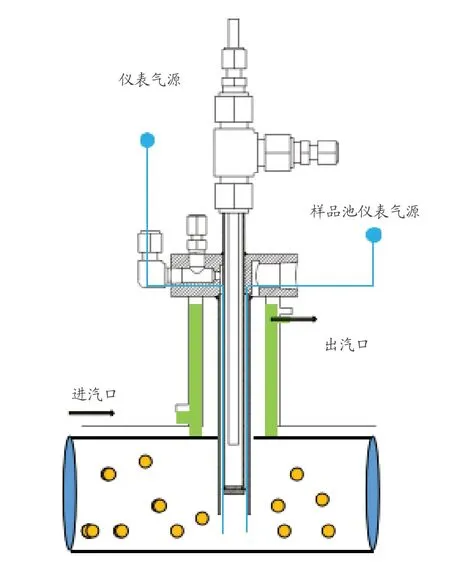
图3 除硫采样管结构
②光源及检测器核心技术
943-TGX型比值分析仪光源采用一种稳定的、连续的光源以消除短期的光强变化,同时利用一种全息光栅分光计消除了带通滤波器带来的影响。检测器采用2048点象素的紫外射线增强了CCD光电检测器的功能,使检测器够为干扰因素提供数百种数据点,同时能够以0.6nm的分辨率分析220nm到300nm的全部紫外光谱。为单独的硫磺种类提供尽可能的最高的光谱敏感度,不受非线性的影响,不会产生由于漂移和噪音造成的测量误差[4]。
3.比值分析仪应用中工艺控制策略及对环境影响
硫回收的SO2是各装置原料气中H2S在燃烧炉中通过部分反应燃烧产生的,所以理论上通过控制空气或氧气与原料气的比例就能保证H2S与SO2的理想比值。但是在实际生产过程中原料气的流量和组分浓度都会经常发生变化,这种变化必然影响到对空气量的需求。所以需要对在线比值分析仪方面进行优化配置,以满足对工艺过程优化和精益控制以及对环境保护的需求。
(1)环保对尾气焚烧要求
克劳斯催化反应工段的尾气和液硫槽排出气体中都含有微量的H2S和其它硫化物,所以这种气体不能直接排放到大气中。而是需要将这种气体引入焚烧炉中进行焚烧,在空气过量的条件下将H2S和其它硫化物焚烧转化成SO2。
通过燃料气在尾气焚烧炉中的过氧燃烧,使温度升至800℃,将尾气从尾气焚烧炉的中部通入进行燃烧,通过控制焚烧炉尾气的温度来调节控制进入焚烧炉烧嘴的燃料气流量。
燃烧空气通过两段为燃烧炉供气:
一次风,用于燃料气的次化学当量燃烧;
次级风,用于燃料气的过化学当量燃烧;
二次风,用于工艺气的氧化燃烧。
一次风流量通过燃料气流量比值控制。次级风流量也是通过燃料气流量进行比值控制,次级风为燃料气提供80%的过化学计量燃料所需的空气量,从而减少烧嘴中NOx的形成。
在燃烧炉尾部装有一个氧气分析仪,并配有一个氧气控制器。氧气控制器的输出信号作为二次风流量控制器的设定值。次级风和二次风为焚烧炉提供了足够的燃烧空气,保证焚烧炉烟道气中的含有8.0%的氧气含量,采用氧气过量以及较高的焚烧炉温度以确保尾气中H2S含量小于10mg/m3(vol%)。
(2)硫回收工艺控制对环境影响
硫回收工艺焚烧炉尾气排放指标为SO2<1000mg/m3(vol)、H2S+COS<10mg/m3(vol),根据大气污染物综合排放标准规定为SO2≤960mg/m3,同时对硫化物排放量也作了规定。硫回收装置中H2S与SO2的理想比值只有维持在2∶1的比例关系,才能达到硫的最大转化率,H2S或SO2气体的任一指标过量都导致工艺气发生很大变化。只有采用更加先进、可靠的监测手段,结合工艺优化精准控制,才能提高硫磺回收率和确保环保排放达标。
4.比值分析仪设置及应用经验
进制硫燃烧炉的酸性气设置H2S含量在线分析仪,根据酸性气流量(洁净酸性气流量与含氨酸性气流量之和)和酸性气H2S浓度计算配风量,采用比例调节系统控制制硫燃烧炉的主配风的流量,对配风量进行控制;在二级冷凝冷却器出口管线上安装了一台H2S/SO2在线比值分析仪,实时分析过程气中H2S/SO2含量,并通过反馈信号及时调节进风管道上的控制阀,达到及时调节工艺需要的配风流量,用于消除由于其他各种不可见因素导致的配风误差,使过程气中的H2S/SO2的比例趋近2∶1,从而获得最高的CLAUS转化率[5]。
为确保烧氨安全,焚烧炉采用荷兰杜克进口烧氨烧嘴,设置清洁酸性气分路流量控制系统,根据直流炉温度调节清洁酸性气分路流量,采用串级控制回路。
原料气中除了烃含量波动影响(烃含量初始值是根据化验室分析输入的定值)可能还有另外一些不可见因素影响,这些可在H2S/SO2在线比值调节与空气流量构成串级系统中予以消除。由此可知,H2S/SO2在线比值分析仪在克劳斯硫磺回收工艺中的地位是十分重要而不可替代的。
随着超级克劳斯硫磺回收工艺的优化,要求处于克劳斯工艺中的各个环节进行设备升级和技术革新。华鹤公司943-TGX型比值分析仪日常应用效果较好,比值分析仪在探头部分设计有三段式的温度控制系统,在采样部分就可实现除硫,无需除雾装置即可防止管线堵塞,防止了探头阻塞的故障出现,大大降低了仪表人员日常检维修工作量。分析仪选用了动态量程技术,将分析曲线划分为多个区间,自动选择最优区间输出,同时对各区间进行分段补偿,能处理1∶20到20∶1比率的H2S/SO2混合气体,在工艺气高波动以及高浓度应用中取得了良好的分析效果。
5.结论
随着化工行业工艺技术水平的提高和我国对大气污染物综合排放标准日益严格,许多化工企业都面临着如何提高制硫能力和硫回收率的问题,以满足环境要求和提高经济效益。目前,在线比值分析仪已广泛应用在化工克劳斯法工艺技术的硫磺回收装置中,华鹤公司硫回收装置比值分析仪良好应用效果及合理的工艺控制策略为同类型装置提供借鉴经验,同时对于提高硫的转化率和回收率、实现环境饱和节能减排方面发挥了重要作用。
