闪速浮选技术在粗精矿再磨作业中的应用
2023-02-22钟国建胡文英丁声强张跃军
刘 群,钟国建,胡文英,冯 宁,丁声强,张跃军
1广东省大宝山矿业有限公司 广东韶关 512127
2矿冶科技集团有限公司 北京 100160
某 矿山位于粤北南岭地区,为国有大型露天开 采多金属矿山,其上部为褐铁矿帽,建矿 60 多年来已产出大量铁矿石,现已基本消耗殆尽,该矿底部为伴生钨钼铜硫矿床。为提高企业经济效益,2017 年,该矿新建了 7 000 t/d 铜硫选厂 (设计指标:铜精矿品位为 17%,选铜回收率为 72%,年产铜精矿超为 8 000 t),并顺利达产达标。2018—2021 年,在不变更主体设备的前提下,该矿陆续通过扩产工程和浮选扩容改造工程将产能提升至 10 000 t/d,铜、硫精矿的产量及回收率也有了大幅提升。然而,随着铜粗精矿产率的大幅度增加,再磨作业的球磨机处理能力不足,经常出现吐矿、欠磨等问题,明显的工艺短板限制了铜回收率的进一步提升[1]。为此,工程技术人员针对旋流器沉砂开展了闪速浮选试验,在 YX-6 闪速浮选机工程化应用后,生产指标得到了进一步提高。
闪速浮选是在高质量分数 (60% 以上)、粗颗粒状态下的浮选。给矿是磨矿分级回路中的旋流器沉砂,由于含泥量少,减少了细泥对浮选的有害影响[2],有用矿物和脉石之间的可浮性差异很大,已解离的有用矿物达到快速浮选,而脉石和一些粗粒连生体没有足够的时间上浮,成为槽底产品,从而实现有用矿物与脉石的分离。与常规浮选相比,闪速浮选更有利于产出粗粒、高品位的精矿。采用闪速浮选技术,既可以降低循环负荷,改善磨矿分级条件,提高磨机处理能力,又可以避免目的矿物因过磨而产生损失,有利于提高有用矿物的总体回收率。
1 矿石性质
1.1 工艺矿物学研究
矿床属高、中温热液矿床,矿石中的铜矿物主要为黄铜矿,微量铜蓝;锌矿物为闪锌矿;硫矿物主要为黄铁矿,其次为磁黄铁矿。此外,矿石中还有少量的褐铁矿、磁铁矿,以及微量的方铅矿、辉铋矿、碲铋矿、自然铋等金属矿物。非金属矿物主要为石英,其次为绿泥石、正长石、黑云母,少量白云母、绿帘石、钙铝榴石、阳起石、透辉石、斜长石,微量方解石、滑石、橄榄石、高岭石、榍石、磷灰石、萤石等。
磁黄铁矿、黄铁矿以及硫化铁矿物集合体的嵌布粒度以粗粒为主。此外,黄铜矿、闪锌矿粒度粗细不均匀,部分呈微细粒产出,需要细磨才能解离;硫矿物解离度相对较高。黄铜矿是矿石中最主要的铜矿物,也是要回收的目的矿物。黄铜矿主要以连生体形式产出,部分呈单体形式产出 (见图 1);部分黄铜矿与磁黄铁矿等硫矿物的嵌布关系密切,常嵌布在一起或相互包裹产出 (见图 2~ 4);部分黄铜矿与脉石连生 (见图 5),少量黄铜矿呈微细粒包裹在脉石矿物中 (见图 6);有时可见黄铜矿与铜蓝、自然铋、闪锌矿嵌布在一起;偶尔可见黄铜矿呈微粒包裹在闪锌矿中,呈固溶体分离结构产出。易泥化矿物含量较高,可能对选矿有一定影响[3],在生产中应当引起注意。
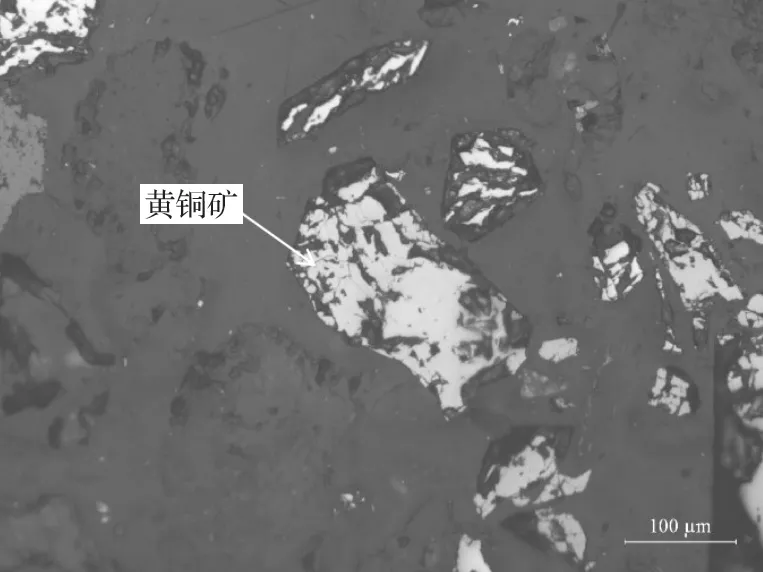
图1 单体形式的黄铜矿Fig.1 Chalcopyrite in monomer form
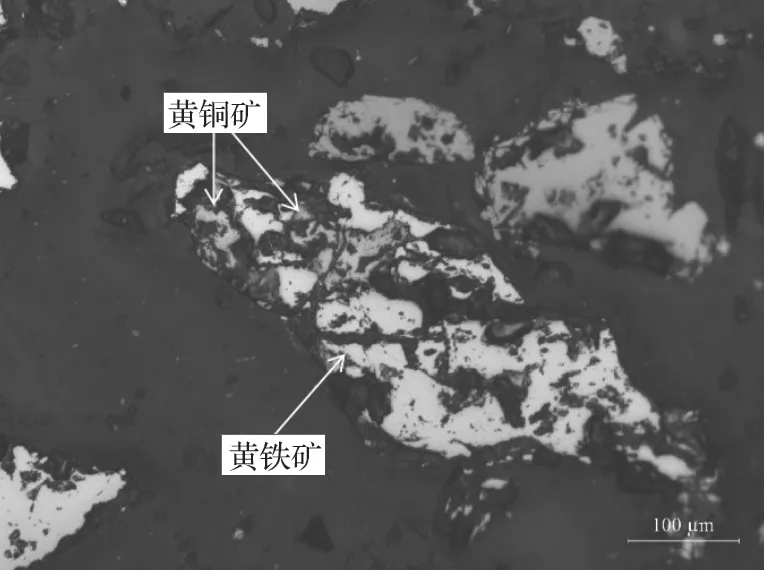
图2 黄铜矿与黄铁矿嵌布连生Fig.2 Inbuilt intergrowth of chalcopyrite and pyrite
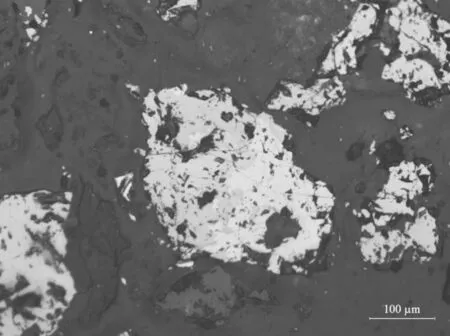
图3 黄铜矿与磁黄铁矿复杂连生Fig.3 Complicated intergrowth of chalcopyrite and pyrrhotite
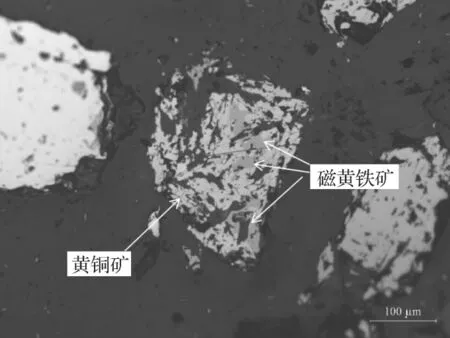
图4 黄铜矿中包裹磁黄铁矿Fig.4 Pyrrhotite wrapped in chalcopyrite
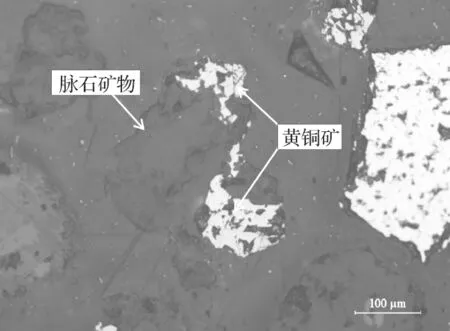
图5 黄铜矿与脉石矿物连生Fig.5 Intergrowth of chalcopyrite and gangue mineral
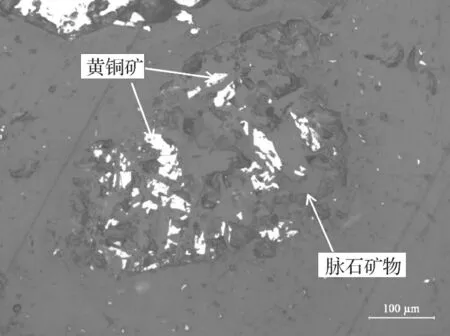
图6 脉石矿物中呈微细粒的黄铜矿Fig.6 Fine-particle chalcopyrite in gangue mineral
1.2 矿石多元素化学分析
原矿化学多元素分析结果如表 1 所列,铜、硫物相分析结果分别如表 2、3 所列。
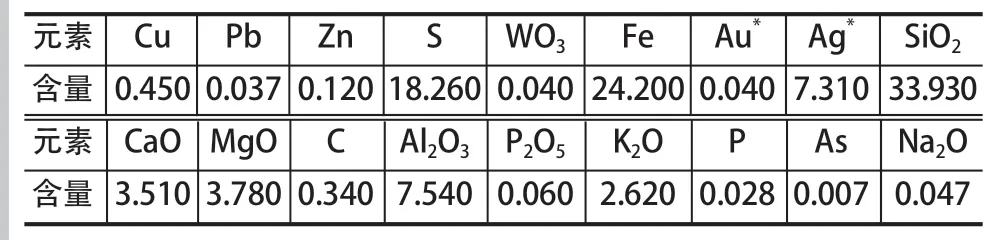
表1 原矿多元素化学成分分析结果 Tab.1 Analysis results of multi-element chemical composition of raw ore %

表2 铜物相分析结果 Tab.2 Analysis results of copper phase %
由表 2 可知:矿石中的铜主要以原生硫化铜的形式存在,分布率为 79.72%;其次以次生硫化铜的形式存在,分布率为 8.66%;而氧化铜的分布率仅为 1.54%,因此矿石为硫化矿。因该矿石属于典型的高硫矿石,这可能是影响铜精矿品质的主要原因[4]。由表 3 可知:矿石中硫主要以非磁性硫化物的形式存在,分布率为 70.13%;其次以磁性硫铁矿的形式存在,分布率为 29.25%;另有 0.62% 以其他矿物包裹形式存在。

表3 硫物相分析结果Tab.3 Analysis results of sulfur phase %
2 改造前铜精选流程分析
2.1 流程简介
改造前的铜精选流程如图 7 所示。铜粗精矿自流进入 2 号泵池,由渣浆泵泵至 3 号水力旋流器,旋流器沉砂进入溢流型球磨机再磨,再磨后球磨机排矿进入 2 号泵池循环。旋流器溢流进入浮选柱两次精选,浮选柱精矿为铜精矿Ⅰ;柱选Ⅰ尾矿进入浮选机进行精扫选 (一粗两精),精扫作业尾矿返回铜粗选作业,精扫作业精矿为铜精矿Ⅱ,两精矿合并作为最终铜精矿。
该流程充分发挥了浮选柱和浮选机各自的粒度优势,为选厂取得良好的选铜指标奠定了技术基础。目前,该工艺的主要问题存在于磨矿分级流程,铜粗精矿循环量过大,再磨作业中球磨机进料端经常吐矿,磨矿效率低;水力旋流器的分级量效率和质效率也偏低。
2.2 工艺流程考查
针对目前工艺流程中的问题,对铜粗精矿再磨—分级进行了一次全面考查。
2.2.1 分级作业分析
铜粗精矿再磨—分级作业考查结果如表 4 所列。

表4 铜粗精矿再磨—分级作业考查结果Tab.4 Checking results of middling copper concentrate regrinding and classification operation
由表 4 可以看出,铜粗精矿再磨—分级作业中,对给矿 -0.074 mm 粒级,球磨机的磨矿总效率为 18.35%,磨矿技术效率为 17.27%,返砂比为 89.04%;对给矿 -0.045 mm 粒级,球磨机的磨矿总效率为 4.43%,磨矿技术效率为 3.35%,返砂比为 392.97%。对 -0.074 mm 粒级,旋流器的分级量效率为 12.38%,分级质效率为 10.36%;对 -0.045 mm 粒级,旋流器的分级量效率为 48.84%,分级质效率为 41.61%。
由此可以看出,再磨—分级作业中,用于再磨作业的球磨机,磨机磨矿循环负荷较大,对 -0.074 mm 和 -0.045 mm 粒级,磨机的磨矿效率均较低,旋流器的分级效率也均较低。
2.2.2 沉砂分析
再磨—分级作业旋流器沉砂考查结果如表 5 所列。
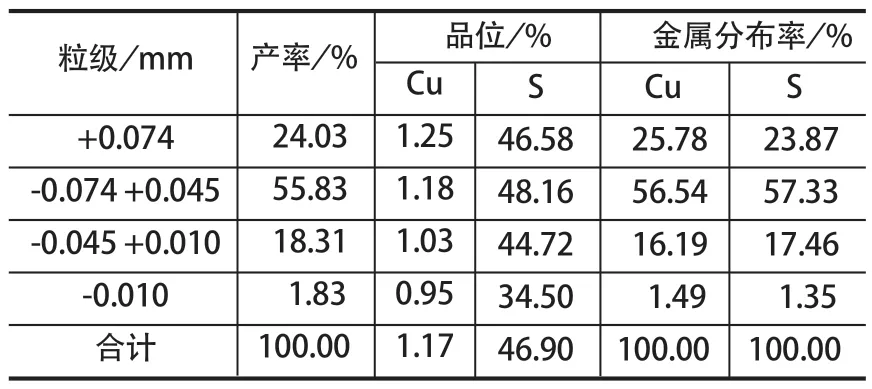
表5 再磨—分级作业旋流器沉砂考查结果Tab.5 Checking results of sand settlement of cyclone in regrinding and classification operation
由表 5 可以看出,再磨—分级作业中,旋流器沉砂细度为 -0.074 mm 占 75.97%;-0.045 mm 占 20.14%。在 +0.074 mm 粒级中,铜金属分布率为 25.78%,硫金属分布率为 23.87%;在 -0.010 mm 粒级中,铜金属分布率为 1.49%,硫金属分布率为 1.35%。
由此可见,再磨—分级作业中,旋流器沉砂中,铜、硫主要分布于 -0.074 +0.045 mm 的粒级中。
2.2.3 再磨排矿分析
再磨作业球磨机排矿考查结果如表 6 所列。
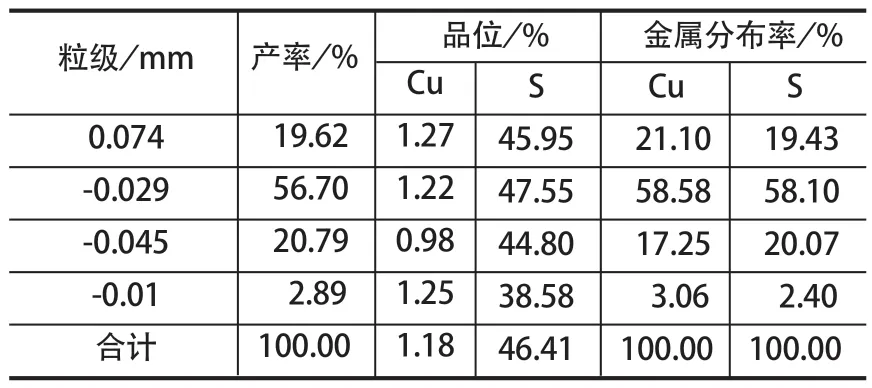
表6 再磨作业球磨机排矿考查结果Tab.6 Checking results of discharge of ball mill in regrinding operation
由表 6 可以看出,再磨作业球磨机排矿细度为 -0.074 mm 占 80.38%,-0.045 mm 占 23.68%。在 +0.074 mm 粒级中,铜金属分布率为 21.10%,硫金属分布率为 19.43%;在 -0.010 mm 粒级中,铜金属分布率为 3.06%,硫金属分布率为 2.40%。
由此可见,再磨球磨机排矿中,铜、硫主要分布于 +0.045 mm 粒级中;再磨作业以后,-0.010 mm 粒级的产率、铜品位、铜金属分布率均增加明显,存在一定的过粉碎。对比表 5、6 的数据发现,旋流器沉砂经再磨后,+0.074 mm 的铜金属仅减少了 4.68 个百分点,且其中 1.57 个百分点属于过粉碎。
4 改造方案
针对进入再磨—分级作业的铜粗精矿循环量过大,导致水力旋流器分级量效率和质效率偏低、球磨机负荷过大、选铜技术指标难以得到进一步提升的现状,技术人员从工艺、药剂和设备多方面入手,进行了一系列技术研究,提出了在铜粗精矿再磨—分级作业中闪速浮选技术的改造方案,从源头上减少进入再磨作业中的矿浆量,从而改善分级效率,提升选铜指标。
试验所用药剂 (石灰、乙硫氨酯、江铜一号) 均为工业纯,由矿山现场提供。其中,江铜一号为复合配方的代号黄药类捕收剂,由江铜集团 (铅山) 选矿药剂有限公司生产。浮选试验设备主要为吉林省探矿机械厂生产的 XMQ-240×90 型锥形球磨机和 XFD 系列浮选机。
4.1 矿浆质量分数试验
为探索矿浆质量分数对旋流器沉砂浮选的影响,进行了 3 号水力旋流器沉砂不断稀释后的浮选矿浆质量分数条件试验,其中未稀释时矿浆质量分数为 70%。试验流程如图 8 所示,试验结果如表 7 所列。
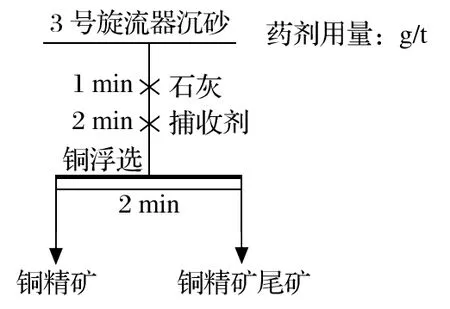
图8 浮选矿浆质量分数试验流程Fig.8 Process flow of test for mass fraction of flotation slurry
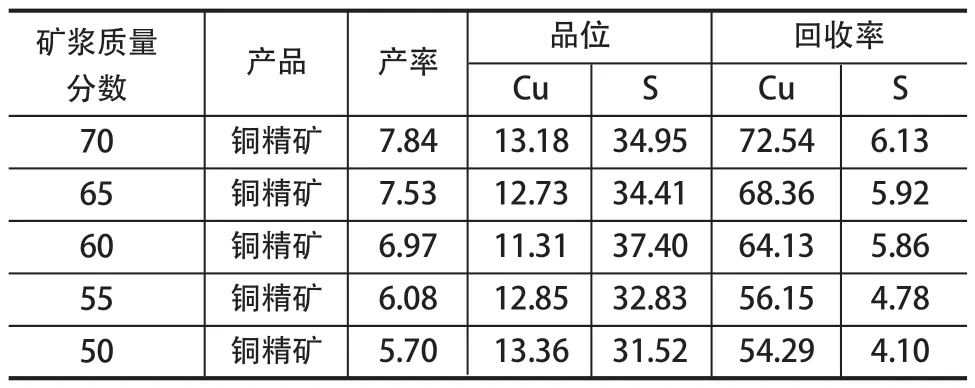
表7 浮选矿浆质量分数试验结果Tab.7 Results of test for mass fraction of flotation slurry %
从表 7 可以看出,随着矿浆质量分数的不断下降,铜精矿品位先下降后上升,而选铜回收率呈明显下降趋势。试验结果表明,对于粒度较粗的硫化矿物,适宜在高质量分数条件下进行浮选,因此后续试验均未对矿浆进行稀释。由于常规浮选机难以适应高质量分数矿浆的浮选,现场需要引入闪速浮选装备。
4.2 石灰用量试验
前期捕收剂种类探索试验发现,仅采用乙硫氨酯作为铜浮选捕收剂,无法对粗粒铜矿物进行有效回收,而采用江铜一号时则有明显捕收作用。因此,在固定江铜一号用量为 20 g/t 的条件下,探索旋流器沉砂高质量分数浮选适宜的石灰用量。试验流程为一次精选,试验结果如表 8 所列。
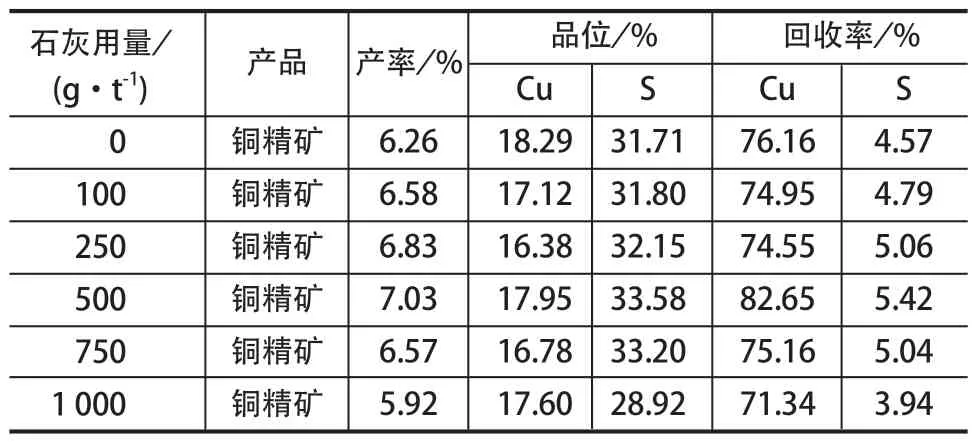
表8 石灰用量试验结果Tab.8 Results of test for lime dosage
从表 8 可以看出,随着石灰用量的不断增加,铜精矿品位波动幅度较大,铜精矿产率和作业回收率均呈先升高后降低的趋势。综合考虑,石灰用量在 500 g/t 时,选铜指标最佳。此时,选铜作业回收率最高,且铜精矿品位较好。
4.3 捕收剂用量试验
在固定抑制剂石灰用量为 500 g/t 的条件下,对选铜捕收剂江铜一号的适宜用量进行了探索。试验流程如图 8 所示,试验结果如表 9 所列。
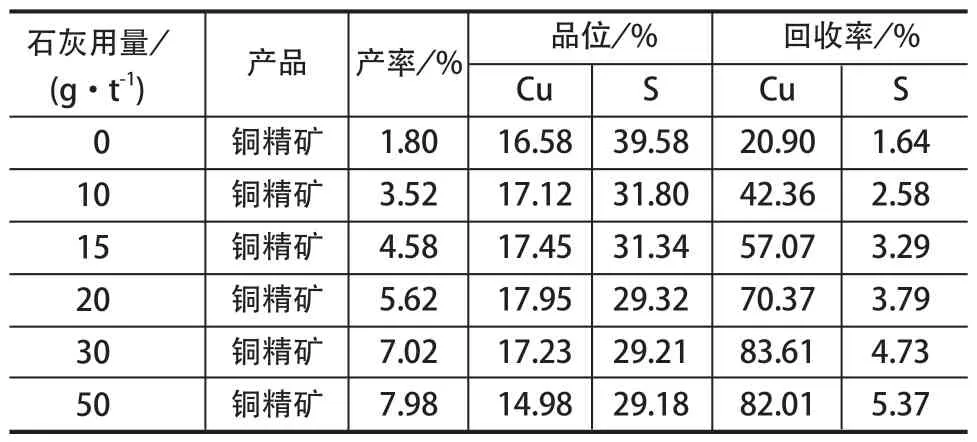
表9 捕收剂用量试验结果Tab.9 Results of test for collector dosage
从表 9 可以看出,随着捕收剂用量的不断增加,铜精矿产率不断增加,铜精矿品位和选铜回收率先升高后下降;江铜一号用量在 30 g/t 时,选铜指标最好,此时获得产率为 7.02%、品位为 17.12% 的铜精矿,选铜回收率达到了 83.61%。这意味着新工艺在减少 7% 的入磨量的同时,超过 80% 的铜矿物可以避免进入再磨作业,从源头上避免了过粉碎的发生。
4.4 浮选装备选型及功能简介
YX 闪速浮选机具有独特的给排矿结构,能够应常规浮选机难以适应的粗颗粒、高质量分数矿浆的冲击[9],一般用于处理磨矿分级回路中的旋流器底流,达到能收早收、防止过磨、降低磨矿功耗和提高浮选回收率的目的[4-7]。闪速浮选机的外形与现场应用分别如图 9、10 所示。
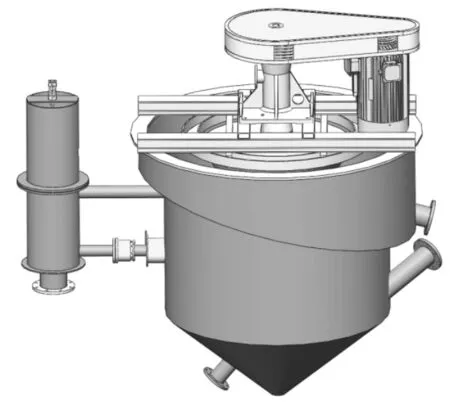
图9 YX 型闪速浮选机外形Fig.9 Appearance of YX flash flotator

图10 现场安装的 YX-6 型闪速浮选机Fig.10 YX-6 flash flotator installed in site
根据各区域分选功能的不同,YX 闪速浮选机可分为浓缩区、搅拌混合区、运输区、分离区和泡沫区[8],如图 11 所示。各区域的特征描述如下:
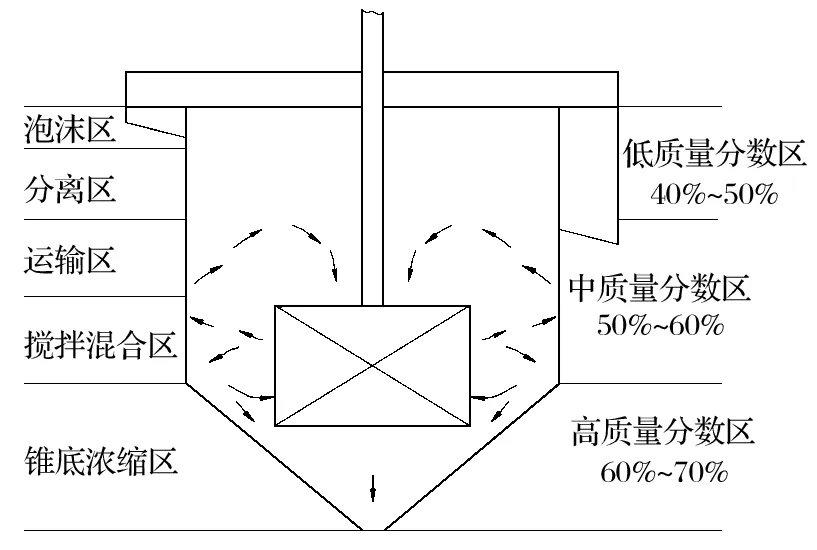
图11 浮选动力学分区Fig.11 Divided dynamic flotation zones
(1) 浓缩区 未进入叶轮定子系统循环的粗重颗粒 (主要是未解离矿物),以及进入叶轮定子系统循环、但未与气泡黏附的颗粒,集中到浮选机槽体锥底排出;
(2) 搅拌混合区 来自鼓风机的空气和给矿中的大部分颗粒进入叶轮定子系统,经叶轮搅拌后充分分散;
(3) 运输区 矿物颗粒在叶轮搅拌作用下被上扬到一定高度;
(4) 分离区 矿化气泡携带黏附在其表面的颗粒上升,并经历颗粒脱落、碰撞、再黏附的反复过程;
(5) 泡沫区 矿化气泡形成泡沫层,直至泡沫层流出浮选机槽体,成为泡沫产品。
闪速浮选机给矿质量分数较高,一般在 45%~ 65%,为实现正常的分选效果,浮选机内的矿浆质量分数应呈梯度分布。浓缩区处于高质量分数区,搅拌混合区与运输区处于中质量分数区,分离区和泡沫区处于低质量分数区。
根据广东省资源综合利用研究所 2019 年 10 月对 1 000 t/d 铜硫选厂进行的全流程查定结果,3 号旋流器沉砂作业参数:干矿量为 120 t/h,矿石密度为 3.5 t/m3,矿浆质量分数为 65%,不均衡系数为 1.50,容积系数为 0.70,设计浮选时间为 2 min。为满足正常浮选时所需的矿浆搅拌、充气量和空气弥散度等基本要求,经过测量工业场地和容积计算,决定采用 1 台矿冶科技集团有限公司研制的 YX 闪速浮选机,其浮选容积为 6 m3。容积计算过程如下。

式中:V为浮选机几何容积;K1为处理量不均衡系数;t为设计浮选时间;Q为干矿处理量;R为作业的矿浆液固比;ρ为矿石密度;K2为容积系数。
5 工艺改造
5.1 选矿技术指标对比
2022 年 10 月,综合考虑设备和工艺因素后,决定将闪速浮选机并入精扫精选Ⅲ浮选机作业进行再次精选。改造后的工艺流程如图 2 所示。
(1) 经现场多次取样化验,闪速浮选机产出的铜精矿品位为 15%~ 18%,与铜精矿Ⅰ、铜精矿Ⅱ的品位相当,达不到单独作为铜精矿的标准,且粒度组成偏粗。
(2) 浮选柱适宜浮选微细粒矿物,对粗颗粒矿物的回收效果较差。
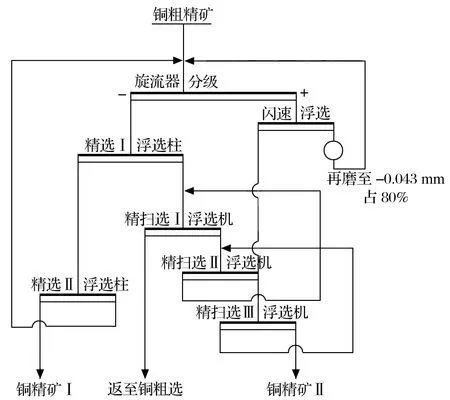
图12 改造后的铜精选工艺流程Fig.12 Innovated process flow of copper concentration
(3) 闪速浮选机对粗颗粒矿物的回收效果优于原浮选机。YX-6 闪速浮选机接入生产工艺流程后,在基本相同的原矿条件下,选厂选铜与选硫回收率分别提高了 1.06 和 0.24 个百分点,选矿技术指标得到了进一步提升。YX 闪速浮选机应用前后,选厂技术指标对比如表 10 所列。

表10 改造前后选矿技术指标对比 Tab.10 Comparison of concentration technical indexes before and after innovation
5.2 经济效益分析
闪速浮选机接入选厂工艺流程后,有效减小了球磨机运行负荷,对减少铜矿物的过粉碎具有重要意义。选厂 2021 年处理量为 349.7 万 t/a,原矿铜品位为 0.483%,上海期货交易所当前沪铜主力价格为 67 630 元/t,计价系数为 82%,在铜粗精矿再磨—分级回路增加 1 台 YX-6 闪速浮选机后,选铜回收率增加 1.06 个百分点,按此计算,全年可新增铜精矿 179.04 金属吨,产值约增加 992.89 万元。
6 结论
(1) 黄铜矿是矿石中最主要的铜矿物,主要以连生体形式产出。硫矿物主要为黄铁矿,其次为磁黄铁矿。非金属矿物主要为石英,其次为绿泥石、正长石、黑云母,易泥化矿物含量较高。黄铜矿、闪锌矿粒度粗细不均匀,部分呈微细粒产出,需要细磨才能解离,硫矿物解离度相对较高。部分黄铜矿与磁黄铁矿等硫矿物的嵌布关系密切,部分黄铜矿与脉石连生或呈微细粒包裹在脉石矿物中。
(2) 随着选厂处理能力的不断提升,铜粗精矿产率不断增加,导致再磨处理能力不足,经常出现吐矿、欠磨等问题,明显的工艺短板限制了铜回收率的进一步提升。
(3) 研究人员开展了从流程查定、工艺矿物学研究到浮选试验等方面的研究,最终确定了对铜粗精矿再磨—分级系统实施闪速浮选技术改造方案。
(4) YX-6 闪速浮选机接入选厂工艺流程后,有效解决了现有再磨作业的球磨机处理能力不足的问题,减轻了铜矿物过粉碎,为提高后续铜浮选作业效率提供了有力的保障。
