卷烟定长切丝技术对中支卷烟质量的影响
2023-02-21权发香缪祥凯王仕宏
杨 露 权发香 缪祥凯 王仕宏
(红云红河烟草(集团)有限责任公司会泽卷烟厂,曲靖 654200)
相比于常规卷烟,中支卷烟由于圆周高度低,导致其在烟丝结构中因长丝过多而产生突出影响。为了改善中支卷烟品质的稳定性,卷接所需的烟丝结构必须优秀[1]。采用定长切割法,可以减少卷烟中短纤维的数量,增加中纤维的数量,改善烟草生长的均匀性,提高粉碎叶纤维的能力。定长切丝法提高了烟丝中短纤维的稳定性和卷烟物理品质的稳定性,减少了单箱烟丝的消耗[2-4]。
1 切丝装置与基本原理
定长切丝的技术基础和关键工具是切丝机刀的辊刀片,能使闭合切割刃和凹形切割刃具有相同的长度,并交替使用矩形断丝作为常规平刃[5]。用于断丝的矩形刀片及其导丝带、推刃螺栓、压刀板等零星设置在刀辊上,用于切割烟草。当刀辊转动成长方形断丝刀刃并顺利完成切丝工作时,剪掉的烟丝与原长方形断丝刀刃的定长部位直径相等。从刀辊到平刃,可以切割所有宽度和长度符合条件的烟丝。在特定的切割阶段,控制烟丝直径和长度比处于合适的范围,可以大大提高烟丝尺寸的均匀性和稳定性。
2 材料和方法
2.1 材质、装置与仪器
制丝在中烟产业有限责任公司卷烟厂的生产线上完成,采用某名牌生产的某规格片烟。片烟经储叶柜出口后,依次选择常规模式和40 mm定长模式开始切丝,通常切丝长度约为0.9 mm。常规长切丝方式为平板式刀刃,而40 mm定长切丝方式为锯齿式刀刃,齿长约为40 mm。此外,使用到的装置与仪器如下:异丙醇、甲醇、正十七碳烷、MHP7890气相色谱仪、RM20H转盘式抽吸机、Milli-Q Integral 10型超纯水控制系统、Retsch AS400筛分仪联邦德国Retsch企业生产的A l204电子天平、HY-5A回旋振荡器、TPI300型烟草数码投影机以及e300恒温恒湿箱。
2.2 方法
2.2.1 烟丝结构的测定
每批烟丝试样储丝箱出口后,将其分成3组,每组质量为1 000 g,并按照参考文献中的方式检测烟丝结构。检验项目包含各长度区间的烟丝数和填充值,并根据检验结果取平均数。
2.2.2 烟丝特征尺寸的测定
将若干烟丝特征与已知尺寸范围的标准模板均匀分布地平铺在同一白纸上,无交叉,并保证每个烟丝特征与标准模板的全部数据在同一区域图像内,再利用大量数据分析得出各种烟丝特征在不同尺寸范围内的累积与分布情况。
2.2.3 烟支内密度分布的评级方法
随机选择10袋不同切割方式的中支卷烟样品,从每袋中选择2支质量为0.52~0.54 g的卷烟,共20支卷烟,作为卷烟轴向密度测量的卷烟样品,并分别在微波湿度密度下测量密度。每支卷烟的记录由离点燃端1 mm处起始、距离59 mm处终止。每个检测点的距离为1 mm。
3 定长切丝技术对中支卷烟的作用
3.1 对叶丝长度的限制
基于定长40 mm和常规切割方法,定长40 mm的切割方法在计算叶丝宽度的过程中,分割后的叶丝宽度并没有明显变化。切割后的叶丝平均长度和正常长度与常规切割模型的高度一致。常规切丝叶丝长度平均值为0.877 mm,标准偏差为0.060 mm。常定长切丝叶丝长度平均值为0.881 mm,标准偏差为0.058 mm。
3.2 制丝过程投入产出控制
定长切丝的模型中,叶丝的二次切割会增加造碎问题。考虑实验的便利性及其可控制性等,必须通过出丝率确定2种切丝模式对制丝流程造碎的影响。根据投资产量的计算方法,常规切丝原料投放量为9 466.58 kg,成品烟丝的累积量为9 032.28 kg,制丝线出丝率为93.97%。而定长切丝原料的投放量为9 424.95 kg,成品烟丝的累积量为8 984.70 kg,制丝线的出丝率为93.85%。可见,40 mm的定长切丝模式与常规切丝模式相比,在制丝流程中出丝率略低,证实了定长切丝模式和常规切丝模式对制丝流程中的投入与产出因素影响并不突出。
3.3 烟丝结构方面的因素
经过对普通切丝和定长切丝结果的比较可知:对于普通切丝,长、中、短、碎丝率依次为74.1%、10.05%、14.41%、0.99%,填充值均为4.53 cm3·g-1;对于定长切丝,长、中、短、碎丝率依次为63.59%、17.34%、15.38%、3.69%,填充值均为4.45 cm3·g-1。从结果分析,定长切丝能够显著增加烟丝的中、短丝数,且碎丝数有一定的增加,但提升率约有0.3%的可承受范围,填充系数改变不显著。针对烟丝大小的特点及其均匀度,对不同切丝方法的烟丝大小进行分组研究,每组约为0.5 g,进行3次混匀处理后,取1/4的结果进行研究。结果表明,烟丝长度均为0.9 mm,加以折算,烟丝大小的水平分布差别显著,其中普通切丝的标准水平偏离差为27.34 mm,定长切丝的标准偏差为16.67 mm,结果见表1。3种不同类型的定长切丝产品整丝率转换率基本相同,没有显著差别,较普通的生产样品整丝率转换率稍高,与烟丝结构的分布相关,对中支焦油烟丝的消耗有一些益处。
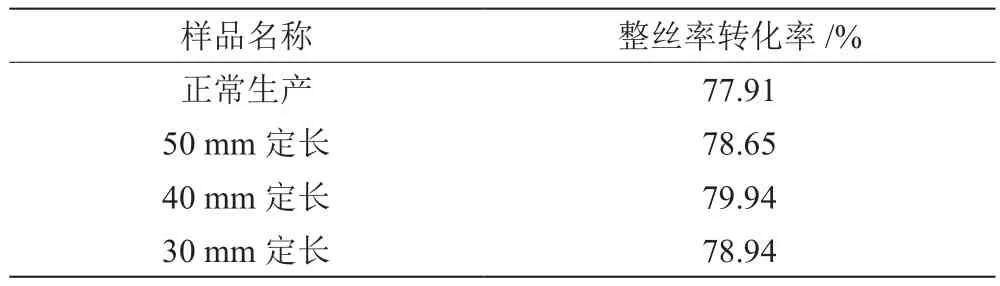
表1 样品整丝率转化率
3.4 烟支的密度分布情况
根据切丝模型中烟支内部的密度均匀分布测定结果分析,两个切丝模型的卷烟试样密度近似,只是在烟支的内部,40 mm的定长切丝试样密度差异比较平均。
3.5 卷接台机生产效率的影响
使用定长切丝法后,烟丝的内部结构发生了很大改变,尤其是中丝率和短丝率明显提高,同时提高了烟丝的填充均匀度,影响了卷接机台的生产效率。根据试验烟丝,分析两组高速卷接机台的排除状况,记载每班次卷接机台的总产能和排除数量,依次计算常规切丝模型和40 mm定长切丝模型执行了3个月的机台数量,结果见表2。

表2 不同切丝模式对卷接机台剔除情况的影响
与传统的切丝方式比较,在40 mm定长切丝方式下卷烟机台生产率明显增加,烟支总去除量和空头力量显著减少,卷接机生产更加顺利,其中机台班次生产率分别增加了10.3%和7.6%,烟支总去除量分别减少了65.1%和17.8%,总空头去除率分别减少了62.1%和11.0%。先后采集2组高速卷接机卷制流程中40 mm定长切丝与正常切丝时各3个班次的残烟并称重,登记机台质量,经比较折算为标准含水率12.0%后的平均值单箱(50 000支)残烟量。结果显示,在选择40 mm定长切丝模后,2组卷接机台的平均单箱残烟量与普通切丝模相比有所降低,依次降低了21.75%和17.48%。可见,如果40 mm定长切丝后的烟丝适用于高速级卷,那么使用后能将显著降低烟支切除率和残烟率,提高高速机台的作业效率。
3.6 物理指标的影响
3种定长切丝烟丝烟支卷制重量标偏相比正常产品的数量有所减少,表明在经过定长切丝改善成型烟丝的宽度分配后,烟丝宽度分配更集中,烟支卷制流程中的烟枪烟丝分配也更均衡,提高了质量稳定性。经过定长切丝后成型烟丝中碎丝率有所增长,导致烟支的含末率和端部落丝量有所增长,均满足了标准要求的小于4.5%的技术条件。
3.7 不同切丝方式下卷烟感官质量的影响
取不同切丝方式下相同质量的卷烟各2条,经对10名具备烟草行业感官评抽能力的评抽人员经过3点评抽后,能准确判别的有3位,不能准确判别的7位,表明两种切丝方式下的卷烟产品感官品质基本一致。对试样实行了对照评吸,并以常规切丝试样的各部分值为依据,选择定长切丝试样加以评定。选择40 mm定长切丝模式后,卷烟的感官品质基本一致,而逐口抽吸的感觉品质差别缩小,前后的一致性增加明显。
3.8 切丝宽度对烟支物理指标的影响
在相同的卷材和卷烟的单根品质条件下,采用不同的切线宽度进行的烟支圆周在0.07 mm以内,且随切割宽度的增大,周长明显增大。随着卷材厚度从0.80 mm逐步增大到1.00 mm,卷材的吸阻值下降了164 Pa。而当卷材厚度从0.85 mm提高到0.90 mm时,卷材的吸阻明显下降,减少了131 Pa。从0.80 mm到0.85 mm的切线宽度,单根和吸阻的标准偏差均降低,而在0.85 mm到1.00 mm的切线宽度时,单个纤维的单根和吸阻的标准偏差都会随切割宽度的增加而逐渐增大,说明0.85 mm的切线宽度对单根品质和吸阻率的影响最好,而在0.85~1.00 mm的切线宽度下,对单根质含量和吸阻率的影响会变得不稳定。减少纤维厚度,就降低了纤维的可加工性,在生产和生产时更易造成纤维破碎,使烟草的中短纤维和卷曲含量增大。当烟支卷制、烟条成型时,细小的烟丝会充满大粒径烟丝。烟支卷制过程中,如果烟支管的单根品质和烟支长保持不变,则中短丝和细断率相对高的烟丝卷制的烟支充填密度增大,烟支内烟丝之间的孔隙比随之降低,使烟支圆周下降。由于烟支圆周和烟枝内部的烟丝构造的改变,导致烟支吸阻力增大。细条纤维的可塑性较差,中长丝含量较少,而卷曲后产生的烟丝组织更加均匀,且各品种的质量标准偏差和吸阻标准偏差会随之降低。
从0.80 mm到1.00 mm的烟丝,卷烟的成丝率和烟丝率分别增加2.85个百分点和0.80个百分点,而烟丝填充量未见显著改变。结果表明:烟支吸阻降低164 Pa,烟支周长有明显增加。当卷材宽度为0.85 mm时,卷烟的单根品质和吸阻力的标准偏差最少,且具有最佳的稳定性。烟雾颗粒状物质的芳香组份的总含量、羰基类化合物、杂环类化合物、酚类化合物的释放量呈现明显的增大或下降趋势。
4 结语
定长切丝技术在提高叶丝均匀度上效果突出。研究显示,烘丝出口叶丝的中丝度有所下降,中丝量随之增加,且烟丝的分布与均匀性有所改善,显著改善了传统平刀切丝后的叶丝交织情况。制丝中,定长切丝技术对烘后叶丝的碎丝量、充填值等都有一定影响,而在加香过程中筛分后的烟沫量提高显著,表明定长切丝技术对叶丝有一定造碎的作用,但改进过程对成型烟丝的整丝率、充填值等参数改变很小。所以,改良后的定长切丝技术在制丝过程中对于调整烟丝组织、提高制丝效率等方面能够取得预期成效,而对卷烟后续工序及其烟支生产的改变效果尚待进一步的研究。
