基于造纸法的加热卷烟降温材料的制备及应用
2023-02-21申钦鹏李世卫吴树颖段沅杏郭丁荣
赵 杨,申钦鹏,李世卫,吴树颖,段沅杏,雷 萍,杨 柳,郭丁荣,杨 飞*
1. 云南中烟工业有限责任公司技术中心,昆明市五华区红锦路367 号 650231
2. 华南理工大学制浆造纸工程国家重点实验室,广州市天河区五山路381 号 510640
随着人们对吸烟危害认识的深入和全球控烟运动的推进,人们开始寻找传统卷烟的替代物,包括加热卷烟(Heat-not-burn cigarette,HNB cigarette)、电子烟、口含烟等[1]。其中,HNB卷烟是一种使用加热器在较低的温度下(200~400 ℃)加热烟丝,使烟草烟气成分蒸发或裂解挥发的新型烟草制品[2],具有有害物质种类少[3]、释放量降低[4]、无阴燃、抽吸方式和传统卷烟相近等特点[5]。为了保证消费者抽吸时的劲头口感,HNB 卷烟和滤嘴的长度往往比传统卷烟更短,以减少烟支本身对烟气的吸附,但也带来了烟气入口温度较高的问题[6]。此外HNB卷烟烟气中的水分含量较高,进一步提高了HNB 烟气的感官温度。因此,HNB 卷烟设计中迫切需要一种高效的降温材料,在有限的长度范围内吸收烟气热量并截留水分。
以美国菲利普·莫里斯国际公司推出的iQOS产品为代表,HNB卷烟滤嘴通常采用三段式的结构,其中第二段为降温段,是HNB 卷烟的主要降温段[7]。在现有的HNB卷烟产品和设计专利中,降温段的材料主要采用醋纤和聚乳酸[8-11]。醋纤是传统燃烧卷烟中滤嘴的主要材料,在HNB中以中空降温单元的形式出现。醋纤中空段的制备工艺成熟,成本较低,但其降温性能较差,往往不能满足HNB 的降温需求。聚乳酸(PLA)是一类可生物降解的新型降温材料[12],其玻璃化相转变温度(50~70 ℃)和熔点(150~170 ℃)都比较低[13]。当烟气通过滤嘴中的PLA 降温滤棒时,PLA吸热升温发生玻璃化相转变,从而发挥蓄热作用,同时水蒸气会在PLA表面冷凝,使烟气的水分减少,感官温度降低[14]。然而,现存的HNB卷烟PLA降温材料存在两个明显的问题:第一,PLA薄膜较脆[15],耐折性能有限,在将PLA薄膜折叠成蜷缩的降温段的过程中容易断裂;第二,PLA 的熔点低,在高温烟气的加热下容易软化熔融,最终塌陷粘连,导致降温段结构破坏,吸阻增大,甚至阻塞气流通道[16]。此外,受限于烟气流速和烟支长度,PLA薄膜降温材料长度有限,无法充分发挥降温性能,导致HNB卷烟普遍存在入口温度较高的问题。
为解决上述困难,有研究者尝试利用包括聚乙二醇和结晶水合盐类[17-20]在内的其他相变材料,通过涂覆、喷淋、浸渍、静电纺丝[21]等方式制备HNB卷烟降温材料,取得了较好的降温效果。然而这类降温材料制备工艺较为繁琐,生产成本较高,相变材料在载体上的负载量不高,且难以调控。早在多年前,杨飞等[22-25]就以PLA 纤维和竹纤维为原料,研究了造纸法生产植物纤维/PLA 复合材料的可行性。云南中烟技术中心科研人员[26]也系统研究并成功采用湿法造纸方式制备了植物纤维/PLA 复合材料。以上研究表明植物纤维/PLA 复合材料的制备是可行的。植物纤维可在复合材料内充当骨架,提高材料的耐折性能,且该制备方式具有工艺简单成熟、适于大规模生产、成本较低、植物纤维/PLA 比例可控的优点。若将该植物纤维/PLA 复合材料应用于HNB卷烟降温段,替代传统的PLA 薄膜降温段,可解决PLA 薄膜脆性大、不耐加工和高温下易熔融粘连的问题。
因此,本研究采用造纸法制备植物纤维/PLA 复合降温功能材料,应用于HNB 卷烟降温段,探究不同纤维配比和压光工艺对复合材料降温性能的影响以及复合材料对烟气主要成分的吸附性能。旨在探索植物纤维/PLA 复合材料在HNB 滤嘴中应用的可行性,为后续植物纤维/PLA复合材料的开发设计提供参考。
1 材料与方法
1.1 材料、试剂和仪器
漂白针叶木硫酸盐浆(中烟摩迪纸业有限公司);聚乳酸纤维(海宁赛优普化工科技有限公司,平均纤维粗度1.3 D,平均纤维长度6 mm,玻璃化转变温度和熔点分别为69.0 ℃ 、157.2 ℃);流延法PLA薄膜(云南恒万工贸有限公司);加热卷烟烟支(醋纤中空降温段壁厚1.2 mm,云南中烟工业有限公司)和配套周向加热型烟具。
烟碱(≥99%)、2-甲基喹啉标准品(纯度>99%)、1,3-丁二醇标准品(纯度>99.5%)(加拿大TRC 公司);丙二醇(>99.8%,北京百灵威公司);丙三醇(>99%,天津致远化学试剂有限公司);异丙醇、甲醇(色谱纯,美国Fisher公司)。
Mark VI PFI 磨浆机(挪威 Hamjern Maskjn 公司);MESSMER 255 手动抄片器(美国Testing Machines 有限公司);Labor Kalander S-CA5/300 实验室热压光机(德国Sumet Messtechnik 公司);DSC214 差示扫描量热仪(德国Netzsch 公司);X500E 电子烟综合测试平台(上海新型烟草研究所);Type09 温度探针(德国Testo 公司);TRACE 1310 型气相色谱仪(配FID 和TCD 检测器,美国Thermo 科技有限公司);HY-8 型振荡仪(常州国华电器有限公司); 44 mm 剑桥滤片(德国Borgwaldt Technik 公司);弹性石英毛细管色谱柱DB-ALC1、弹性石英毛细管色谱柱HP-PLOT/Q(美国Agilent Technologies 有限公司);0.22 μm 有机相滤膜(上海讯同有限公司)。
1.2 方法
1.2.1 植物纤维/PLA复合材料的制备
植物纤维在复合材料内充当骨架防止复合材料受热粘连,同时提高复合材料的耐折性能。以植物纤维和PLA纤维为原料,采用造纸法制作植物纤维/PLA 复合材料,并对不同纤维比例的复合材料进行降温性能的评价。
根据标准 QB/T 1463—1992[27],采用 PFI 磨浆机对漂白针叶木浆进行打浆处理,调节打浆度至40 °SR。将浆料搓揉分散,平衡24 h 后测定含水率。按照80 g/m2的纸张定量、植物纤维和PLA的绝干质量比(下同)为1∶9、2∶8、3∶7、4∶6、5∶5、6∶4、7∶3、8∶2、9∶1,称取两种纤维混合于水中,充分疏解。根据标准QB/T 3703—1999[28],于实验室手动抄片器上将植物纤维与PLA 混合抄造得到湿纸幅,经压榨与烘干后得到植物纤维/PLA复合材料。
1.2.2 复合材料吸热性能表征
为考察不同纤维原料配比的复合材料的吸热性能,采用差示扫描量热仪对植物纤维/PLA纤维配比分别为1∶9、3∶7、5∶5、7∶3、9∶1的复合材料的吸热-升温行为进行表征。升温速率设置为5 K/min,以氮气为吹扫气和保护气,流量为100 mL/min,并采集20~200 ℃范围的信号。
1.2.3 降温滤棒的制备成型
将复合材料在烘箱中烘干至恒重后,裁成幅宽为55、60、65 mm,长度为15 mm的纸条,之后使用自制的双压辊压纹机进行压纹,手动卷制成直径5 mm的滤棒。因未经压光的不同植物纤维/PLA 纤维配比的降温材料厚度存在明显差异,导致相同幅宽的材料卷制成的滤棒横截面的流通面积不同,吸阻不同,影响滤棒最终的降温效果。为克服降温滤棒松紧程度的影响,针对不同纤维配比的复合材料(未压光)的厚度确定了不同的幅宽。其中,由于1∶9 植物纤维/PLA纤维配比的复合材料强度过低,无法满足滤棒制备过程的加工需求,故缺少其相关数据。
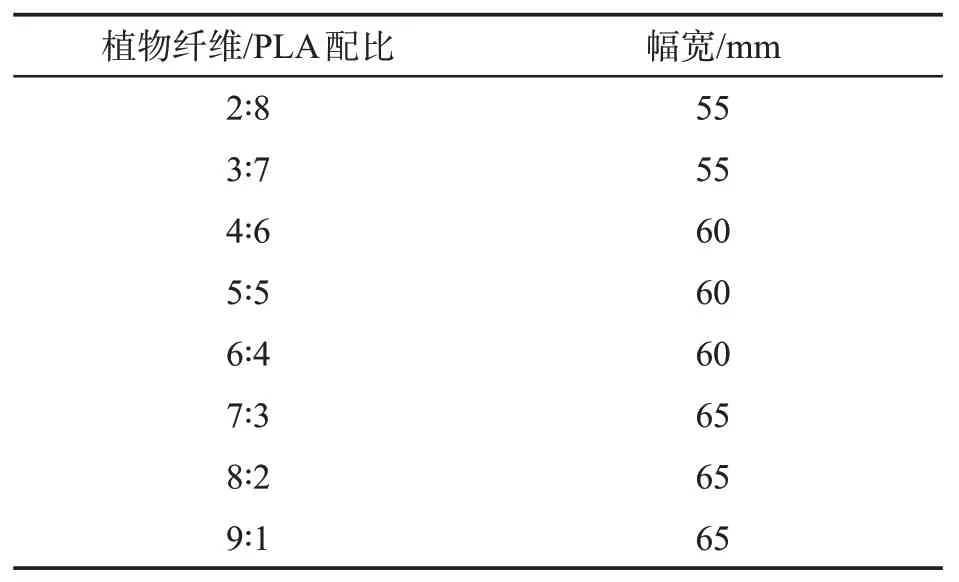
表1 不同纤维配比的复合材料(未压光)的滤棒卷制幅宽Tab.1 Width of the composite materials(without calendaring)with different fiber ratios
针对经过压光处理的复合材料,由于不同压光条件下材料厚度差别很小,所有材料均按照幅宽65 mm×长度15 mm,制备滤棒进行后续降温性能测试。
1.2.4 烟气温度的测定
实验所用的加热卷烟的结构如图1 所示。为考察复合材料滤棒的降温性能,保留加热卷烟的发烟芯材段、中空支撑段和过滤段,仅替换降温段,与过滤段一同组装成测试样品,研究不同降温材料的降温特性及其对烟气的影响。

图1 加热卷烟结构示意图Fig.1 Schematic diagram of heated tobacco product structure
采用电子烟综合测试平台参照文献[10]所用的加热卷烟抽吸方法抽吸样品卷烟(抽吸曲线:钟形;抽吸容量:(55.0±0.2)mL;抽吸持续时间:2 s;抽吸间隔:30 s),同时采用热电偶实时在线测试不同降温材料烟支的气溶胶的入口温度。
为比较复合材料的降温效果,测试了醋纤中空降温段及PLA 制成的降温滤棒(质量和幅宽65 mm×长度15 mm的复合材料相当)的降温效果。
1.2.5 复合材料的压光
随着植物纤维与PLA 纤维比例发生变化,复合材料的松厚度、表面粗糙度和孔隙率也不同,这些变化导致复合材料和烟气之间的有效接触面积不同。因此采用压光方式使植物纤维从玻璃态转变为高弹态,在压力下发生永久性形变,从而起到整饰纸张表面和调控紧度的作用。并对不同条件下压光复合材料进行降温性能的评价。
选择降温效果最佳植物纤维/PLA 纤维质量比的复合材料,对其进行压光处理,压光机的核心部件为两个相对转动的光辊,其中下辊为加热辊,复合材料通过两辊的压区时,纸张纤维受热软化,在压力的作用下发生蠕变,从而提高材料的紧度和表面平滑度。复合材料的压光处理分为两组,一组考察压光温度对降温效果的影响,压光压力设为15 N/mm,压光温度分别为110、130、150、170、190 ℃;另一组考察压光压力对降温效果的影响,压光温度设定为130 ℃,压光压力分别为10、20、25 N/mm。
1.2.6 加热卷烟气溶胶主要成分逐口分析
参考蔡君兰等[29]报道的方法对气溶胶中烟碱、丙二醇和丙三醇进行定量分析。将捕集有气溶胶粒相物的剑桥滤片置于锥形瓶中,加入25 mL 含内标的萃取液,振荡30 min,取1 mL 萃取液过滤,进行GC-FID分析。分析条件:
色谱柱:DB-ALC1 弹性石英毛细管柱(30 m×0.32 mm×1.8 µm);程序升温:初始温度100 ℃,保持1 min,以15 ℃/min 速率升至220 ℃,保持6 min;总运行时间15 min;进样口温度:250 ℃;检测器温度:275 ℃;载气:氦气,恒流流速1.8 mL/min;尾吹气:氮气,流速20 mL/min;进样体积:1.0 µL,分流比:50∶1。
参考 YC/T 345—2010[30]的方法对气溶胶中水分含量进行定量分析。将捕集有气溶胶粒相物的剑桥滤片置于锥形瓶中,加入25 mL 含异丙醇内标的萃取液,振荡30 min,取1 mL 萃取液过滤,进行GC-TCD分析。分析条件:
色谱柱:HP-PLOT/Q弹性石英毛细管柱(30 m×0.53 mm×40 µm);固定液:键合聚苯乙烯-二乙烯基苯(DVB);程序升温:170 ℃,保持6 min;进样口温度:250 ℃;检测器温度:250 ℃;载气:氦气,流速8.0 mL/min;尾吹气:氦气,流速10 mL/min;参比流量:25 mL/min;进样量:1 µL;分流比:5∶1。
为考察优选的复合材料降温滤棒对烟气主要成分的吸附性能,测定并比较了醋纤中空降温段、优选复合材料(幅宽55、60、65 mm)及PLA 薄膜(幅宽55、60、65 mm)制得的降温滤棒作为加热卷烟降温功能段时的烟气主要成分。
2 结果与讨论
2.1 纤维配比对植物纤维/PLA 复合材料吸热性能的影响
植物纤维/PLA 纤维配比分别为 1∶9、3∶7、5∶5、7∶3、9∶1的复合材料的DSC曲线如图2所示。从图2可以看到,不同纤维配比的植物纤维/PLA复合材料的DSC曲线形状相似:100 ℃之前为上凸曲线,之后接近直线,在150~170 ℃之间存在一个熔融吸热峰。不同纤维配比材料的熔融峰大小关系为:1∶9复合材料>3∶7复合材料>5∶5复合材料>7∶3复合材料>9∶1 复合材料。复合材料在150~170 ℃间的吸热行为主要来自于PLA 的熔化吸收潜热,植物纤维在该温度段的吸热量相对较少。因此,当复合材料中PLA纤维的配比减少时,相应的熔融吸热量也随之减少,表现为150~170 ℃熔融峰变小。
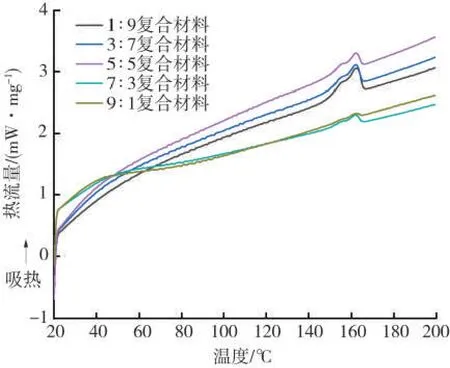
图2 不同配比植物纤维/PLA复合材料的DSC曲线Fig.2 DSC curves of the composite materials with different fiber ratios
图2 中纵轴表示单位质量的复合材料吸收的热流量,故曲线越高,说明材料吸收的热量越多,可以推断对应材料制成降温滤棒的降温性能越好。加热卷烟抽吸过程中流经降温过滤段的烟气温度小于100 ℃,故复合材料的降温性能主要取决20~100 ℃范围内吸热性能,即在该范围内的DSC 曲线越高则吸热量越大。根据图2 的DSC 曲线可知,在20~100 ℃范围内复合材料的吸热量5∶5复合材料>3∶7复合材料>1∶9复合材料>7∶3复合材料≈9∶1复合材料。
2.2 纤维配比对植物纤维/PLA 复合材料降温滤棒降温性能的影响
2.2.1 进出口烟气温度曲线图对比
加热卷烟PLA薄膜降温滤棒的进出口烟气温度曲线如图3所示。可以看到在抽吸的2 s内进出口的温度急速上升,抽吸结束后热量散去,温度以指数衰减的形式下降,等到下一个抽吸循环开始时再次急速上升,如此周而复始。而出口温度曲线一直位于进口温度曲线之下,说明被测样品能够发挥降温效果,两条曲线的距离大小即为样品降温性能的直观表现。
PLA薄膜降温滤棒(图3)的降温效果比较有限:出口温度在抽吸的2 s中升温幅度大,在第1口抽吸中出口温度达到整个抽吸过程的最高值,烟气离开降温材料时的温度超过了70 ℃。
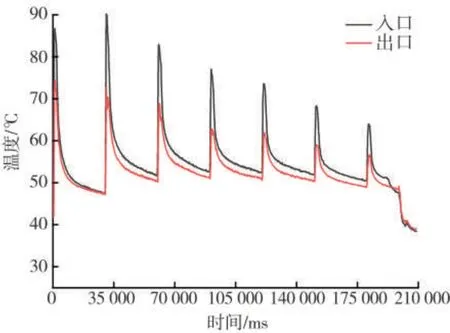
图3 PLA薄膜降温滤棒的进出口烟气温度曲线Fig.3 Aerosol temperature curves at inlet and outlet of PLA film filter rod with cooling effect
同时,在后6 次抽吸过程中,进出口烟气温度的最高值呈现下降趋势,即温度曲线的峰从左到右逐渐变低,该趋势可能是由所采用烟具的温控程序造成的,即烟具的加热功率随着时间的增加而降低。烟具预热阶段蓄积的热量及烟芯材料中大多数水分都集中在第1口和第2口中释放,导致前两口温度明显高于之后5 口的温度。而第1 口的入口温度低于第2口,则是因为第1口抽吸时处于室温的降温材料吸收了较多的热量。
图4 为植物纤维/PLA 纤维配比为 4∶6 的复合材料制成的滤棒的进出口温度曲线图。从该图可以看出,和对照样(PLA 薄膜降温滤棒)相比,4∶6 复合材料滤棒的烟气出口温度得到了有效降低,在每个抽吸周期中出口温度的峰值均比对照样更低,且出口烟气温度在每次抽吸过程中升温幅度更小,降温段的温度最低点也更低(从对照样的接近50 ℃降低至40 ℃左右)。4∶6复合材料滤棒的烟气进出口温度曲线的间隔也比对照样更大,即烟气进出口温度差更大。这表明在整个抽吸测试的过程中,4∶6纤维配比的复合材料发挥了更佳的降温效果。
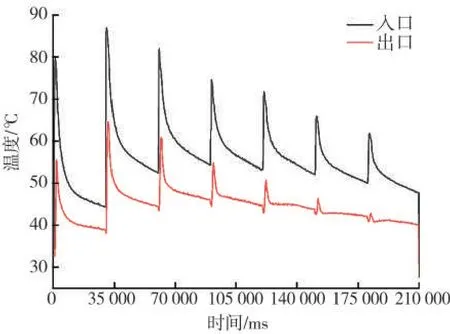
图4 植物纤维/PLA纤维(4∶6)降温滤棒的进出口烟气温度曲线Fig.4 Aerosol temperature curves at inlet and outlet of composite material filter rod with cooling effect at plant fiber to PLA fiber ratio of 4∶6
2.2.2 材料烟气降温性能的定量计算
为定量表示测试材料的降温性能,使用进出口温度数据计算材料的最高温度降温效果ΔTm和平均温度降温效果ΔTa。其中最高温度降温效果为抽吸测试过程中逐口进出口温度峰值差值的平均数,即公式(1):

平均温度降温效果ΔTa通过公式(2)~(4)计算:
植物纤维/PLA 配比对复合降温材料的降温效果的影响结果见表2。从表2可以看到,与目前HNB卷烟中主流的PLA 薄膜降温滤棒相比,复合材料降温滤棒的降温性能有明显的提升(ΔTa:11.4 ℃>10.7 ℃,ΔTm:14.3 ℃>12.3 ℃),在4∶6 和5∶5 的纤维配比下其最高温度和平均温度降温效果增幅超过了100%。同时,所有纤维配比下的植物纤维/PLA复合材料降温滤棒均展现出了远优于醋纤中空降温段的降温效果(Δ Ta:11.4 ℃>5.5 ℃,Δ Tm:14.3 ℃>5.6 ℃)。这表明通过造纸工艺制备的植物纤维/PLA复合材料成功利用了两种纤维的特点,用作HNB卷烟降温功能材料具有明显的性能优势。这种优势可能来自于纸张固有的多孔性和造纸湿法成网赋予材料的均一性:复合材料由两种纤维混合交织而成,其中较为硬挺的PLA 纤维赋予了材料较大的松厚度,纸张较大的孔隙率和比表面积为材料和烟气充分、良好的接触提供了条件,而均匀分布在材料内部的植物纤维则发挥了支撑的作用,防止材料在较高温度下的熔融和塌陷,维持降温段的通道结构,从而使气流可以高效地通过并进行热交换。
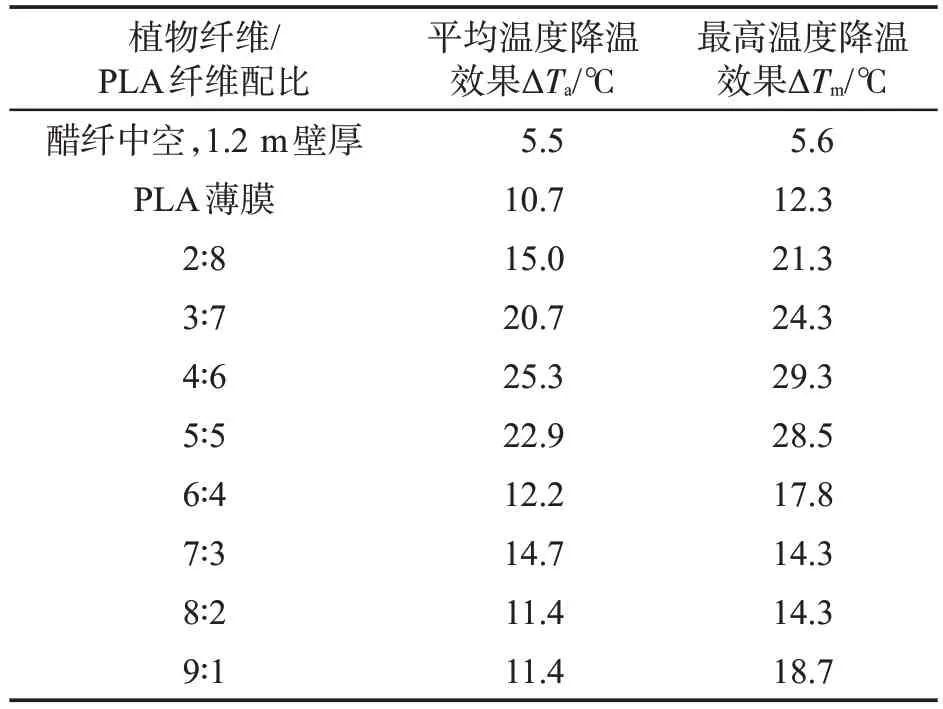
表2 纤维配比对复合降温材料降温效果的影响Tab.2 Influence of fiber ratio on cooling effect of the composite material
纤维配比对复合材料降温滤棒的降温效果具有明显影响。总体而言,复合材料的降温性能随着植物纤维配比的增加呈现先增强后减弱的趋势。复合材料的降温性能在植物纤维/PLA纤维配比为4∶6时达到最强,此时的最高温度降温效果ΔTm和平均温度降温效果ΔTa分别为29.3 ℃和25.3 ℃。并且,1∶9、3∶7、5∶5、7∶3、9∶1纤维配比的复合材料的烟气温度测试结果和DSC 测试结果相符,这印证了2.1 节中“复合材料的降温性能主要取决20~100 ℃范围内吸热性能”的理论推测。
纤维配比对材料结构影响显著。随着植物纤维配比的减少,复合材料的松厚度、表面粗糙度和孔隙率明显增大[25]。这些变化导致材料和烟气之间的有效接触面积增加,有利于传热过程的进行。同时,更多的PLA纤维也增强了复合材料通过相转变吸收热量的能力。这两种因素均有利于复合材料降温性能的增强。但是,当复合材料内的植物纤维组成下降到某一阈值(4∶6)后,植物纤维充当骨架支撑材料不发生热变形的能力被破坏,PLA受热熔融坍缩,影响烟气的流动和换热,导致材料降温性能下降,烟气出口温度升高。多种因素协同作用,最终导致纤维配比发生变化时复合材料的降温性能呈先增强后减弱的趋势。
2.3 压光温度对植物纤维/PLA 复合材料降温滤棒降温性能的影响
为定量表征压光复合材料制得的降温滤棒的降温性能,使用烟气进出口温度数据计算滤棒的平均降温效果和最高降温效果,计算方法同2.2,结果见表3。
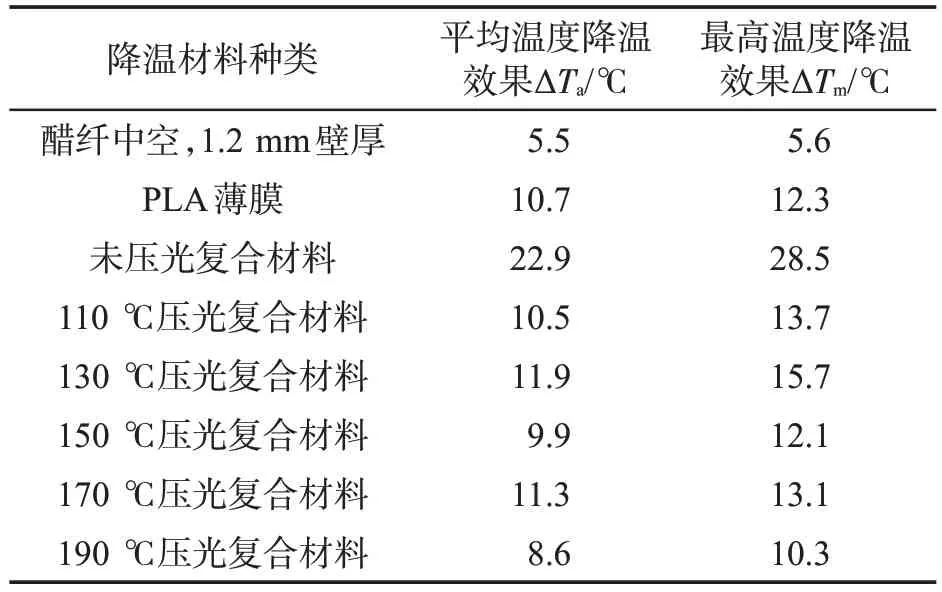
表3 压光温度对复合材料降温效果的影响Tab.3 Influence of calendaring temperature on cooling effect of the composite material
对比压光前和压光后的复合材料的降温性能,可知压光后材料的降温效果出现明显下降,而不同的压光温度对材料的降温性能无明显影响。尽管如此,110~190 ℃压光复合材料仍都具有与PLA 薄膜相近或略胜一筹的降温性能,且其降温效果明显优于醋纤中空降温段。压光作为造纸流程中的最后一环,其原理为利用植物纤维在高温下从玻璃态转变为高弹态,在压力下发生永久性形变,从而起到纸张表面整饰和紧度调控的作用。研究使用的PLA 纤维,其玻璃化相转变温度和熔点均比通常的植物纤维低得多(PLA 纤维的相转变温度和熔点分别为69.0 ℃和157.2 ℃),在压光的条件下,PLA 纤维将发生软化和熔融,并在压力的作用下流动,填充纸张内部纤维间的孔隙并涂覆在植物纤维表面,从而增强植物纤维和PLA 之间的结合,使得复合材料的结构更加致密,材料的力学强度得到提高[25]。但压光同时也降低了材料的孔隙率、表面粗糙度和厚度,这影响了烟气和材料的有效接触面积和烟气的流通面积,进而影响了烟气的湍动程度,最终导致材料的降温效果降低。
2.4 压光压力对植物纤维/PLA 复合材料降温滤棒降温性能的影响
表4为130 ℃压光温度,不同压光压力下复合材料降温滤棒的平均温度降温效果和最高温度降温效果,计算方法见2.2节。比较不同压光压力下复合材料的降温效果,可知10、15 N/mm压光压力下的复合材料降温效果接近,而20、25 N/mm压光压力下的复合材料降温效果出现了明显的下降。这可能是由于较大的压光压力赋予了材料更大的紧度,PLA纤维在热量和压力的共同作用下开始熔融并且填充了纸张孔隙,降低了材料的透气度,进而阻碍了烟气的传热。
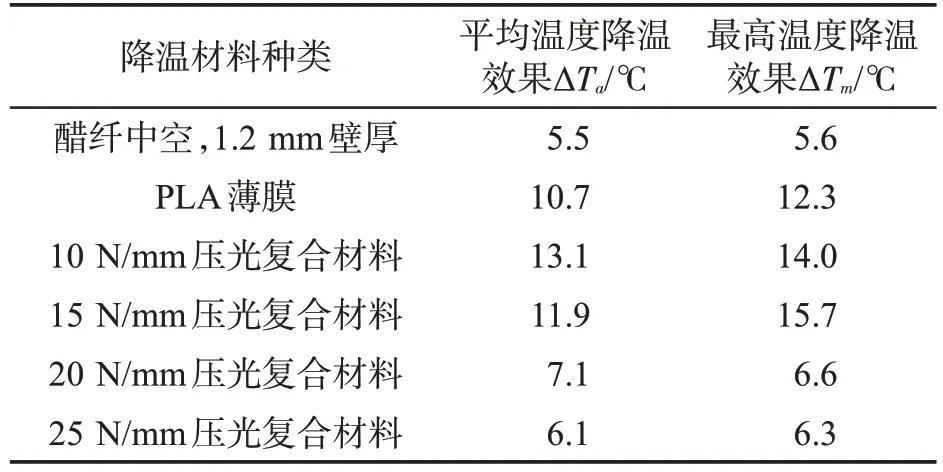
表4 压光压力对复合材料降温效果的影响Tab.4 Influence of calendaring pressure on cooling effect of the composite material
2.5 优选复合材料降温滤棒对HNB 卷烟气溶胶主要成分吸附性能分析
通过上述的对比和讨论,可知5∶5植物纤维/PLA纤维配比,130 ℃压光温度、15 N/mm压光压力是较为适宜的一组制备条件。因此以该条件制备了幅宽55、60、65 mm,长度15 mm 降温滤棒,考察其作为HNB 卷烟降温段材料时,降温材料的幅宽对加热卷烟烟气中主要成分释放的影响。
2.5.1 总粒相物逐口释放情况
优选的复合材料及两种对照样品(1.2 mm 壁厚醋纤中空滤棒,幅宽55、60、65 mm PLA薄膜卷制而成的降温滤棒)作为HNB卷烟滤嘴降温段时烟气气溶胶总粒相物(TPM)的逐口释放情况如图5 所示。图5中TPM曲线均呈现出先略有增加再持续减少的趋势,这表明TPM的逐口释放变化趋势与卷烟的降温功能材料种类无关。注意到TPM曲线基本在第2口处抵达其最大值,这和图2、3中抽吸过程烟气入口温度最大值的位置一致,且TPM逐口释放量的变化趋势和烟气入口温度最大值变化趋势相吻合,表明TMP 的释放量主要由发烟芯材段的温度决定,取决于所用烟具的升温曲线,烟气中主要成分的逐口释放与加热的升温速率和温度有直接关系。这一结果和前人研究得到的结论相一致[31]。
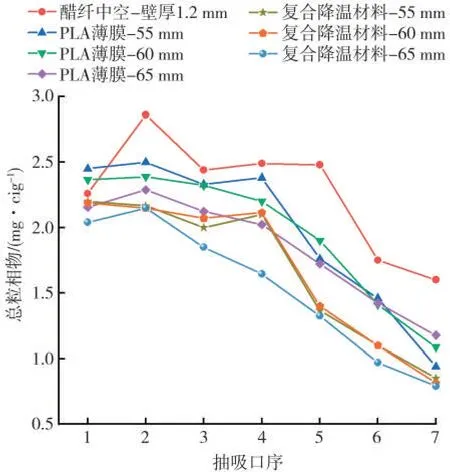
图5 不同材料降温滤棒的HNB卷烟总粒相物的逐口释放量Fig.5 Puff-by-puff releases of total particulate matter from heated tobacco products with different filter rod cooling materials
对比3 种材料TPM 逐口释放曲线,可知1.2 mm壁厚的醋纤中空滤棒的TPM 释放量大于PLA 薄膜材料和复合材料,即复合材料对烟气总粒相物的吸收性大于PLA薄膜和醋纤中空材料。对比同一种材料3 种幅宽下的TPM 释放曲线,可以看到随着幅宽的增加,曲线呈下移趋势,这说明降温材料的幅宽越长,其吸附性越强。
2.5.2 丙二醇逐口释放情况
3种降温材料作HNB卷烟降温材料时丙二醇的逐口释放情况如图6所示。不同滤嘴材料对丙二醇逐口释放的趋势有显著的影响,对于醋纤中空材料,加热卷烟气溶胶中丙二醇的释放趋势呈先增加再减少到再增加再减少的“M”型趋势,而对于PLA 薄膜和植物纤维/PLA复合材料,加热卷烟气溶胶中丙二醇的释放趋势表现为先增加后趋于稳定。
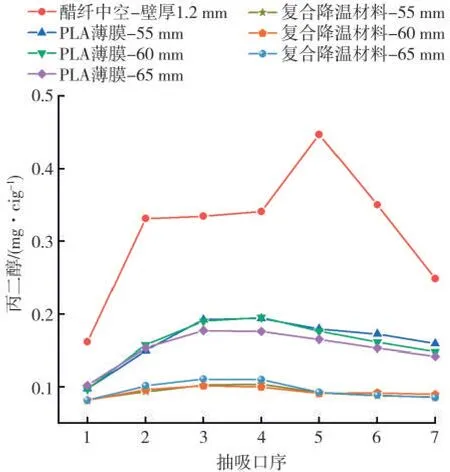
图6 不同材料降温滤棒的HNB卷烟丙二醇的逐口释放量Fig.6 Puff-by-puff releases of propylene glycol from heated tobacco products with different filter rod cooling materials
对比3种材料丙二醇逐口释放曲线,可知1.2 mm壁厚的醋纤中空滤棒的释放量远远大于PLA薄膜材料和复合材料,即复合材料对丙二醇的吸收性强于PLA 薄膜,前两者又远强于醋纤中空滤棒。对比同一种材料3种幅宽下丙二醇逐口释放曲线,可知幅宽对材料丙二醇吸附性影响较小。
2.5.3 丙三醇逐口释放情况
3种降温材料作HNB卷烟降温材料时的丙三醇的逐口释放情况如图7所示。丙三醇逐口释放量呈先增加后稳定的趋势,材料种类和幅宽对丙三醇释放量的影响和丙二醇的基本一致。
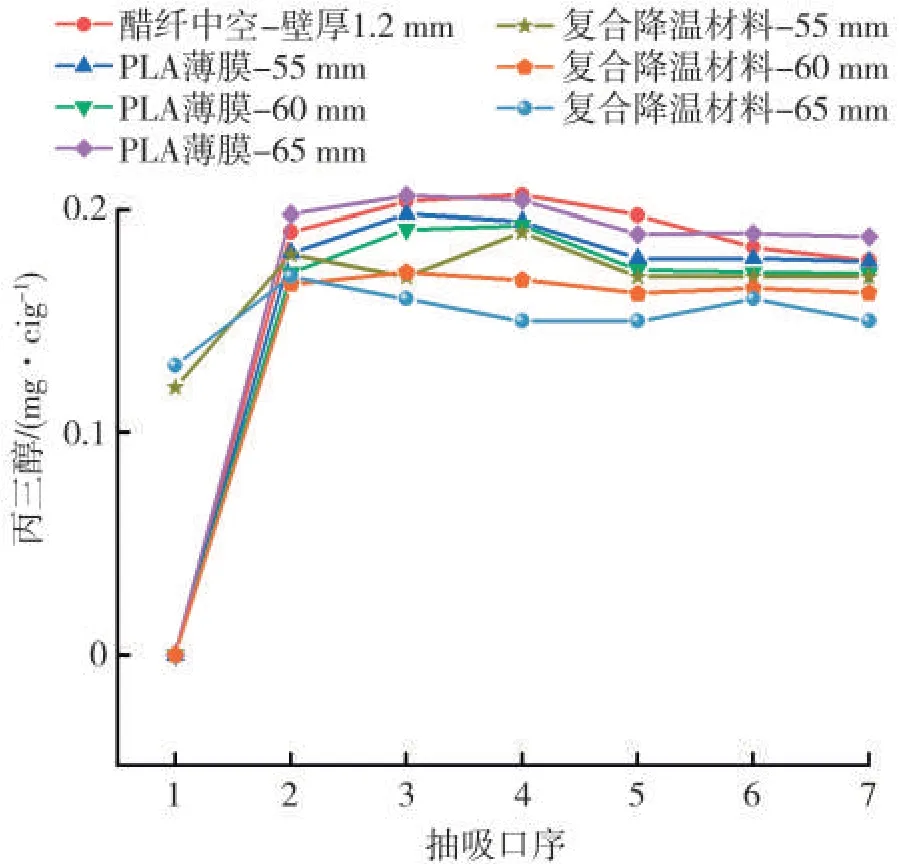
图7 不同材料降温滤棒的HNB卷烟丙三醇的逐口释放量Fig.7 Puff-by-puff releases of glycerol from heated tobacco products with different filter rod cooling materials
2.5.4 烟碱逐口释放情况
3种降温材料作HNB卷烟降温材料时烟碱的逐口释放情况如图8所示。从图中可见各材料烟碱逐口释放曲线变化规律和丙二醇的情况基本一致,即材料烟碱吸附性:复合材料>PLA薄膜>1.2 mm壁厚醋纤中空材料;材料幅宽对吸附性影响较小且无明显趋势。
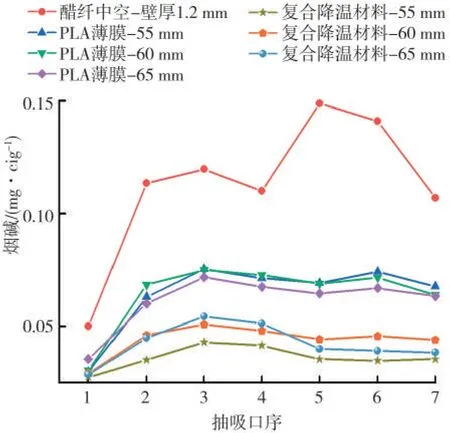
图8 不同材料降温滤棒的HNB卷烟烟碱的逐口释放量Fig.8 Puff-by-puff releases of nicotine from heated tobacco products with different filter rod cooling materials
2.5.5 水分逐口释放情况
3种降温材料作HNB卷烟降温材料时烟气水分的逐口释放情况如图9所示。不同滤嘴材料对烟碱逐口释放的趋势有较为明显的影响,对于醋纤中空材料,加热卷烟气溶胶中水分释放呈现逐渐减少的趋势,而对于PLA 薄膜和植物纤维/PLA 复合材料,加热卷烟气溶胶中水分释放趋势呈现为先增加后减少。对比3 种材料的水分逐口释放曲线,可知PLA薄膜的水分释放量最高,而醋纤中空材料介于中间,复合材料释放量最低。不同幅宽下材料的水分释放量情况表明材料的幅宽越大,水分释放量越低,但降低值较小,即幅宽对水分吸收性的影响较小。
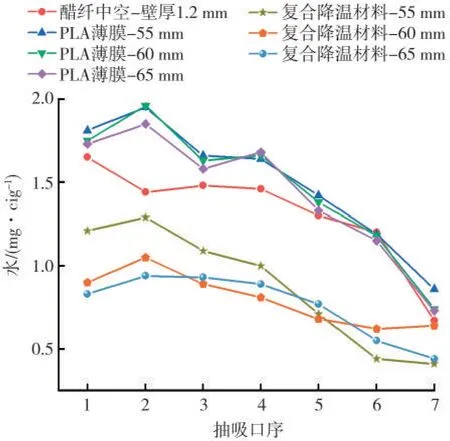
图9 不同材料降温滤棒的HNB卷烟水分的逐口释放量Fig.9 Puff-by-puff release of moisture from heated tobacco products with different filter rod cooling materials
综合2.5 各小节的分析讨论,3 种材料对烟气主要成分的过滤吸附性能强弱为:复合材料>PLA薄膜>1.2 mm 壁厚醋纤中空材料;增加材料幅宽会在一定程度上增强材料对烟气主要成分的过滤吸附性能。植物纤维/PLA 复合材料较强的吸附性能可能来自于植物纤维对水分、丙二醇等物质较好的吸收性。丙二醇、丙三醇和水均可以和植物纤维表面的羟基形成分子间氢键,这促进了植物纤维对这些烟气组分的吸收。此外,复合材料较佳的降温性能也有利于烟气中水分的冷凝,冷凝的液态水又能以溶解互溶的方式吸收烟气中的醇和烟碱。这两种效应赋予了复合材料相较纯PLA薄膜更强的吸收性。
3 结论
成功使用造纸法制备了植物纤维/PLA复合材料并将其应用于HNB卷烟的降温滤棒中,考察了纤维配比、压光工艺条件对材料降温性能的影响以及优选的复合材料幅宽对HNB烟气主流成分的吸收性能。研究表明:①对不同植物纤维/PLA配比(1∶9、3∶7、5∶5、7∶3、9∶1)复合材料的DSC测试表明,植物纤维/PLA配比约为5∶5的复合材料在20~100 ℃范围具有较优的吸热性能。②对植物纤维/PLA复合材料烟气温度测试结果进一步表明:复合材料的降温性能随植物纤维的增加而先增强后减弱,并于植物纤维/PLA 纤维配比为4∶6时达到最优,此时其平均温度降温效果和最高温度降温效果分别为25.3 ℃和29.3 ℃。该结果和复合材料的DSC测试结果一致。③压光使复合材料变得致密,降低了材料的孔隙率和比表面积,使材料和烟气间的有效接触面积减少,对复合材料的降温性能存在不利影响。④压光温度对降温性能影响较小,而压光压力超过10 N/mm后材料的降温性能出现明显降低。⑤3种材料对烟气主要成分(总粒相物、丙二醇、丙三醇、烟碱和水分)的过滤吸附性能强弱为:复合材料>PLA薄膜>1.2 mm壁厚醋纤中空材料,且增加材料幅宽会在一定程度上增强材料的过滤吸附性能。复合材料较强的吸附性能可能来源于其对水分较好的吸收性及较强的冷凝效果。
