提高须条中纤维伸直平行度的措施
2023-02-17王学元
王学元
(杭州精纱信息技术有限公司,杭州 311203)
1 梳棉纤维转移过程及其影响
保证纤维在须条中具有良好的伸直平行度,是须条在牵伸过程中纤维有序变速的关键因素。但在须条中(特别是在生条中),纤维的伸直平行度往往难以达到理想状态,造成牵伸过程中产生较大的附加不匀和较多的节结等疵点。
梳棉过程中,纤维在锡林—道夫三角区的转移,主要有握持转移、粘连转移和飘附转移3种方式[1]。
1.1 握持转移
由于锡林针齿的线速度远大于道夫针齿的线速度,在道夫针齿抓取锡林针齿携带纤维的过程中,如果道夫针齿对纤维的握持力大于锡林针齿,那么在气流和锡林针齿摩擦力的作用下,会迅速形成纤维后端被道夫针齿握持,前端被锡林梳理并呈向前伸展的状态,最终被转移到道夫针布棉网上,从而在生条中形成后弯钩纤维[2]。在生条中,后弯钩纤维的比例较大(具体受工艺条件、纤维特性和针布配置的影响),按根数计约占全部纤维的45%~65%。这些纤维在生条中排列的形态特点是:纤维的后端呈弯钩状态,前端伸直平行度较好,排列方向较为一致(纤维主体部分的平行度较好),在后工序牵伸过程中,通过采取相应的工艺技术措施可以获得较高的伸直平行度(绝大多数会被完全拉直)。
1.2 粘连转移
部分未被锡林针齿有效握持的纤维,与被道夫针布有效握持的纤维产生粘连,受摩擦力作用而被粘带到道夫棉网上,完成纤维转移。这部分纤维的比例,与梳棉机的梳理质量、纤维特性、锡林道夫针齿的握持能力等因素有关。其在生条中的排列形态特点是:纤维伸直平行度相对较好,但分离度较差,在后工序牵伸过程中容易形成集束变速,影响纤维的正常运行状态,导致牵伸附加不匀升高,节结增多。
1.3 飘附转移
未被锡林针齿有效握持的纤维,在气流的作用下飘附到道夫针面上,完成纤维转移。这部分纤维的比例,与梳棉机的工艺条件、气流状态、锡林针齿的握持能力等因素有关。其在生条中的排列形态特点是:纤维形态具有不确定性,如一端弯钩、两端弯钩、不规则、扭曲、缠结等,且定向度较差,有些纤维甚至会出现与棉网运行方向呈现倾斜、垂直等排列形态,因此在后工序的牵伸过程中,对纤维的正常变速影响较大,会导致牵伸附加不匀升高,节结增多。
受纤维转移方式的影响,在生条或熟条或粗纱中会存在卷曲、弯钩、粘连、横斜(相对于须条轴向)等各种不规则形态的纤维,这些纤维在须条轴向的有效投影长度小于纤维的实际长度,因而在后续的牵伸过程中会对须条的均匀度造成不利影响。
纤维在须条中的有效投影长度与其实际长度的差异程度,可以用伸直平行度来表示,即纤维伸直平行度等于纤维在须条轴向投影长度(h)占纤维伸直长度(L)的百分比。在须条中,纤维的平均伸直平行度可用各根纤维的平均投影长度与各根纤维的平均长度之比来表示。
2 梳棉工序提高纤维伸直平行度的措施
2.1 提高生条纤维伸直平行度的着力点
根据纤维在锡林—道夫三角区3种转移方式及纤维的形态特点,梳棉工序提高纤维伸直平行度的主要着力点为:① 优选针布规格、工艺参数等,尽量提高生条中握持转移的纤维比例;② 提高设备运行状态,优化工艺参数,减少粘、缠、堵、挂,改善梳理效果,提高纤维分离度,尽可能保证纤维在锡林—道夫三角区的转移处于单纤维状态,减少纤维间的纠缠和粘连,以减少生条中粘连转移的纤维比例;③ 理顺梳棉机的气流状态,保证锡林—道夫三角区气流不出现紊乱,同时优选针布和工艺,提高针齿握持纤维的能力,以减少生条中飘附转移的纤维比例。
2.2 提高生条纤维伸直平行度的措施
a) 优选针布。根据所纺纤维的特性,优选适宜的锡林、道夫、盖板针布,确保纤维在锡林—道夫三角区转移时,道夫针齿对纤维具有足够的握持能力,锡林针齿在保证梳理性能的前提下有效向道夫针布转移纤维。同时,保证各梳理器材对纤维的梳理效果,提高纤维的分离度和转移过程中的单纤维率。
b) 适当提高锡林转速。在纤维转移过程中,在保证道夫针布对纤维有效握持的前提下,适当提高锡林转速,使纤维前端得到锡林针齿更为有效的梳理,减少纤维弯钩。
c) 加大凝聚比。提高锡林与道夫针齿表面的线速比,使被道夫针布有效握持的纤维可以更好地被锡林针布梳理,提高锡林针布对纤维的梳理次数和梳理力度。
d) 优化隔距。适宜的梳理、转移隔距,可以提高梳理效果,顺利完成纤维的转移,特别是适当减小锡林—道夫隔距,可以有效提高道夫针布对纤维的抓取能力和握持效果,有效提高握持转移的纤维比例,从而改善生条中纤维的排列结构。
e) 适当降低梳棉机产量。在其他生产条件不变的情况下,较低的单产可以保证每根纤维被针齿梳理的次数,从而提高梳理效果,使纤维得到充分分离、伸直和定向。
f) 理顺气流状态。在梳棉机运行过程中,稳定、顺畅的气流是提高梳棉机梳理质量、保证纤维顺利转移的必要条件。若气流不稳定或不顺畅,特别是锡林—道夫三角区出现紊乱气流时,会造成道夫针布抓取纤维困难、飘附转移纤维比例增加的问题,导致棉网中的纤维结构混乱。
g) 提高设备运行状态,防止针布损伤、毛刺,杜绝大小漏底糊花、挂花,减少针布塞花、缠花,避免棉网清洁器、吸风管道堵塞,保证纤维经过锡林、道夫时具有良好的棉网结构。
h) 适当增大棉网张力,使棉网中的纤维在张力牵伸的状态下受到拉伸,或纤维间产生适度的相对位移,使棉网中部分弯钩较小或弯曲程度较小的纤维得到一定程度伸直,有效提高纤维的定向度。
3 并条工序提高纤维伸直平行度的措施
由于生条中含有大量的弯钩纤维,使纤维的伸直平行度较差、排列结构紊乱。因此,并条工序的工艺配置应以“有效伸直纤维、改善须条内在结构”为基本原则。根据喂入须条中纤维弯钩的主要方向,头并应以有效伸直前弯钩纤维为主,二并应以有效伸直后弯钩纤维为主。并条工序要想提高须条中纤维的排列结构,必须掌握“牵伸顺畅、通道光洁、运行良好、不缠不绕”的技术原则。
3.1 合理设计牵伸倍数及牵伸分配
牵伸倍数及牵伸分配应根据纤维弯钩方向优化设计[3]。
a) 由于头并是含有较多后弯钩的生条经过倒向以后喂入,因此头并在配置牵伸工艺时,应重点考虑提高前弯钩纤维的伸直效果,总牵伸倍数宜偏小控制且不大于并合数,最好采用6根并合,以保证较小的总牵伸倍数。前区牵伸倍数应不大于3.0,过大会对前弯钩纤维产生负面影响,防止半熟条中棉结增长率过高;后区牵伸倍数宜偏大掌握,可采用1.7~2.0倍。
b) 喂入二并的须条中后弯钩纤维较多,在配置二并牵伸工艺时,应重点考虑后弯钩纤维的伸直效果,总牵伸倍数可以等于或稍大于并合数,可以采用8根并合。在保证不出疙瘩条的前提下,后区牵伸倍数宜偏小控制,以不大于1.2倍为宜。
3.2 优化罗拉隔距
a) 喂入头并的须条中,纤维排列结构较差,且前弯钩纤维较多,因此要偏大配置后区罗拉隔距,以保证前弯钩纤维具有足够的伸直空间。
b) 喂入二并的须条,经头并整理后纤维排列结构有了明显改善,但还有较多的后弯钩纤维,因此与头并相比,二并的罗拉隔距以保证后弯钩纤维的有效伸直为原则,可适当偏小掌握(加大罗拉隔距对后弯钩纤维的改善影响不大);当纤维平均投影长度较头并略长时,二并的罗拉隔距也可与头并一致。
c) 并条罗拉隔距与纤维长度、线密度、整齐度、喂入量及牵伸倍数等因素密切相关,一般主牵伸区罗拉隔距以2.5%纤维跨距长度+(9~10) mm为宜,后牵伸区的罗拉隔距在主牵伸罗拉隔距的基础上增加4 mm~8 mm。
3.3 保证设备运行状态良好
a) 以喇叭口中心线为对称基准线,精心调整牵伸区内须条的位置,通过调整导棉板的位置和开档宽度,在保证喂入须条不重叠的情况下偏小控制棉网宽度,杜绝须条之间存在缝隙。
b) 合理调整集束器位置,保证棉网进入集束器时,在收束成条前不会擦碰到集束器喇叭口的内壁。
c) 确保须条通道光洁,特别是集束器、喇叭口、圈条斜管内壁、圈条盘底面等部位不钩挂纤维,应定期揩擦须条通道上的棉蜡、油剂等污垢,保证清洁、吸风系统的作用可靠有效。
d) 保证胶辊和罗拉不带花、不绕花,摇架加压状态良好,两端胶辊的加压力差不大于5 N。
e) 压力棒表面应光洁、无棉蜡油剂、不积尘,直线度好且压力棒调节环(调节块)选配适当,左右调节环的规格一致,压力棒放置位置准确,以防止对棉网的运行状态产生不利影响。
f) 合理选配喇叭口直径,既要保证喇叭口对须条的有效收束,又要保证须条能够顺畅通过。
g) 在保证生产顺利的前提下,宜偏大掌握前张力牵伸倍数和导条张力牵伸倍数。
h) 有良好的圈条成型,保证条子退绕时不出现粘连问题。
4 合理配置工艺流程
4.1 掌握奇数法则
粗纱中的弯钩纤维多属于后弯钩,而细纱是伸直纤维的最后一道工序且牵伸倍数较高,非常有利于消除后弯钩。因此,在普梳工艺流程中,梳棉与细纱之间最好按奇数法则配置工序道数。
4.2 根据牵伸型式合理分配牵伸负荷
a) 在并、粗、细各工序中,由于喂入须条中的纤维排列结构差异较大,纤维的伸直平行状态各有特点,而且不同工序的牵伸型式和纤维喂入量不同,对纤维的控制能力也不同,因而要根据各工序牵伸能力的差异,合理地调配工序间的牵伸分配,保证各工序能够相对平衡地发挥出各自最佳的牵伸效能,有效提高纤维的伸直平行度。
b) 在同一工序中,前牵伸区与后牵伸区的结构也不相同。一般来说,在各工序的前牵伸区,都配置了附加控制元件,如:并条的压力棒、粗细纱的弹性钳口等,都有利于对纤维的有效控制,可以多分担一部分牵伸任务,特别是对纤维具有较强控制能力的前牵伸区,有利于提高后弯钩纤维的伸直度。因此,当须条中后弯钩纤维较多时,应采用较大的前区牵伸倍数;而后牵伸区一般是简单的罗拉牵伸(细纱机的依纳V型牵伸、后区压力棒牵伸等除外),控制纤维的能力相对较弱,不宜承担较大的牵伸任务,特别是喂入的须条中后弯钩纤维较多的工序,应尽量偏小配置后区牵伸倍数(如头并、细纱工序等)。
4.3 合理控制各工序的温湿度和半制品回潮率
合理控制各工序的温湿度和半制品回潮率,可有效改善纤维的可纺性和生活状态。温湿度过高或半制品回潮率过大,纤维易发粘,不易分离和伸直;温湿度过低或半制品的回潮率过小,纤维易产生静电、抱合力较差,须条容易发毛,胶辊、胶圈等器材容易粘缠纤维,造成纤维伸直平行度变差。
5 纤维伸直平行度的测试方法
5.1 质量法测试原理
假定须条中的纤维排列结构完全相同,那么在每一段纤维的平均长度L内,纤维排列形态都具有重复性。首先,用宽度为L的夹持工具沿须条轴线的垂直方向夹住须条(见图1),使夹持工具夹持宽度内须条中的纤维形态不会出现变动。然后,用稀梳子、密梳子分别将夹持工具两端未被夹持住的纤维梳去,那么夹持工具前端的纤维总长度就相当于在长度为L的须条中,所有具有前弯钩特点的纤维(包含两端弯钩纤维的前弯钩、完全伸直但不与须条轴线平行的纤维前端、不规则形态纤维的前端等),在前夹持线之前的部分沿须条轴向上的投影总长度。同理,夹持工具后端的纤维总长度也等于长度为L的须条中所有具有后弯钩特点的纤维,在后夹持线之后沿须条轴向上的投影总长度。
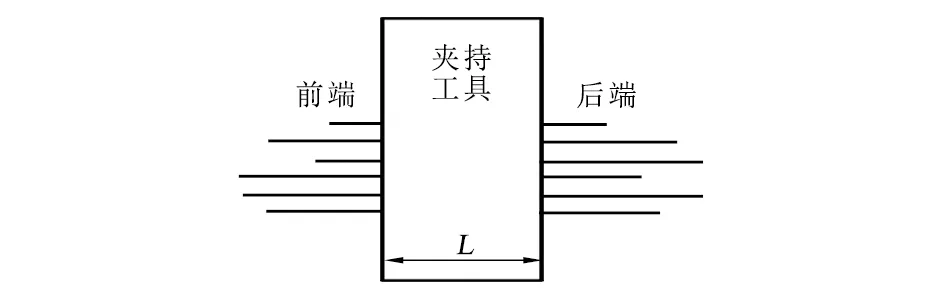
图1 质量法测试纤维伸直平行度原理示意
由于被夹持住的纤维形态不会变动,其前后夹持线可以看成是长度为L的须条中间的一根共用夹持线,那么夹持工具前端纤维的总长度与后端纤维的总长度之和,就代表长度为L的须条中所有纤维前半部分和后半部分沿须条轴向上的投影总长度,其与夹持工具内所有纤维总长度的比例,就代表了须条中纤维的平均伸直平行度。
在纤维特性不变的情况下,纤维长度与质量成正比。由于测量纤维总长度的难度较大,为便于测算,可用质量之比来代替长度之比,故夹持工具前端的纤维质量与后端质量之和,与夹持工具内纤维质量的比例,即为须条中纤维的平均伸直平行度。
另外,在须条粗细均匀的情况下,须条的长度与质量也成正比,夹持工具内须条长度与质量的比值是固定不变的,因此夹持工具的宽度不影响纤维平均伸直平行度的计算结果。为操作方便,夹持工具 可以采用任意宽度,须条中纤维的平均伸直平行度用式(1)表示:
η=(G前+G后)H/(G中L)×100%
(1)
式中:
η——纤维平均伸直平行度/%;
G前——夹持工具前端纤维的质量/mg;
G后——夹持工具后端纤维的质量/mg;
G中——夹持工具内部纤维的质量/mg;
H——夹持住的须条长度(等于夹持工具的宽度)/mm;
L——纤维平均长度/mm。
另外,采取质量法还可以分别测试出须条中纤维的前向伸直平行度系数、后向伸直平行度系数和方向性系数。
前向伸直平行度系数是指同样长度内的须条中,所有具有前弯钩特点的纤维在须条轴向上的投影总长度与所有纤维的总长度之比。
后向伸直平行度系数是指同样长度内的须条中,所有具有后弯钩特点的纤维在须条轴向上的投影总长度与所有纤维的总长度之比。
纤维方向性系数是指同样长度内的须条中,所有具有前弯钩特点的纤维与所有具有后弯钩特点的纤维在须条轴向上的投影总长度的差值与其和值之比。
η前=G前H/(G中L)×100%
(2)
η后=G后H/(G中L)×100%
(3)
δ=(G前-G后)/(G前+G后)×100%
(4)
式中:
η前——纤维的前向伸直平行度系数/%;
η后——纤维的后向伸直平行度系数/%;
δ——纤维的方向性系数/%。
δ为正,表须条中以前弯钩纤维为主,即前弯钩纤维比例大于后弯钩纤维;δ为负,表须条中以后弯钩纤维为主,即前弯钩纤维比例小于后弯钩纤维。
采用质量法测试纤维伸直平行度,测试结果与“示踪纤维法”的测试结果非常接近[4],说明其测试方法是可靠的。但采用质量法测试纤维伸直平行度,是以“须条中各部位的纤维排列结构完全相同,在每一段长度为L(纤维平均长度)的须条中,纤维排列形态都具有重复性”为假定条件;而实际生产中,每一段须条中的纤维排列结构总有差异,所以其测试结果与纤维实际平均伸直平行度有一定偏差,即使是采用置信度最高的“示踪纤维法”测试,由于示踪纤维的样本数量相对较少及其本身形态特征具有随机性,其测试结果也与须条中纤维实际的伸直平行度有一定偏差,但偏差都是在置信区间范围内,是能够接受的,不会对测试结论造成不利影响。
5.2 质量法测试操作步骤和注意事项
质量法测试所需物品:① 扭力天平;② 纤维切断器,或者其他可以有效夹持须条的工具;③刀片(用于切下夹持工具两端的纤维);④ 稀梳子、密梳子(用于梳下夹持工具两端未被握持住的纤维);⑤ 可测试须条(生条、熟条、精梳条、粗纱等)。
质量法测试操作步骤如下。
a) 取一段要测试纤维伸直平行度的须条,要求须条长度大于(2L+H),且前后方向不能错。
b) 用纤维切断器或夹持工具,从与须条轴向成垂直方向夹住须条中部,标记须条的头尾端,并保证露出纤维切断器或夹持工具前后握持线的头尾端须条长度大于L。
c) 先后用稀梳子、密梳子分别梳理切断器或夹持工具前后两端未被夹住的纤维。梳理动作轻柔,杜绝被纤维切断器或夹持工具握持住的纤维出现滑移或被梳掉的情况。
d) 如果采用纤维切断器测试,直接将梳理好的须条切成前端、中间、后端3部分,分别称量并记录数据;如果采用其他夹持工具测试,就要用刀片分别沿夹持工具的前、后握持线切下前、后端的纤维,切断纤维时要保证刀片锋利,且刀口始终贴紧夹持工具的握持线,保证纤维的切口平齐无毛头,之后分别对切下的前端纤维、后端纤维和夹持工具中的中段纤维进行称量,并记录数据。
e) 采用公式(1)~(4)计算纤维伸直平行度及相关系数。
6 结语
须条中纤维的伸直平行度是衡量梳棉、并条、粗纱等工序半制品纤维排列结构的重要指标,可以用来评判工艺参数设计的合理性、设备运行状态的优良性。因此,定期或不定期测试各工序半制品的纤维伸直平行度,采取相应措施来改善半制品纤维的排列结构,对提高成纱质量具有显著效果。
