酱香型白酒轮次堆积发酵新工艺的研究
2023-02-16黄治国曾永仲李利君徐至选
黄治国,曾永仲,扶 勇,周 其,李利君,徐至选
(古蔺仙潭酒厂有限公司,四川泸州 646000)
酱香型白酒生产工艺均按照“12987”的原则,堆积发酵反应是酱香型白酒发酵的核心环节,在堆积发酵过程中,因糖化堆体积较大导致后期糟醅黏度大,发酵过程中堆心部分没有空气以及养分的循环,导致堆心温度较低,发酵不充分,酱香不突出。本研究对轮次堆积升温发酵新工艺进行实验分析。
1 材料与方法
1.1 试验场所及设备
试验场所:酱香白酒生产车间。
糟醅:第6轮次酒糟醅。
试验设备:无油气泵、循环架、储气罐、色谱机。
1.2 实验方法
1.2.1 循环供气架的制作
循环架有下圆环和中空的上圆环,下圆环的外环和上圆环的外环之间连通有多个连通管;下圆环、上圆环以及连通管上设置有多个出气孔,下圆环上设置有充气口并配有充气管,充气管连接充气装置。为了更好的实现循环架的作用,在循环架上均匀的设置出气孔,间隔距离为8~12 cm,出气孔的孔径为0.1~0.15 cm。
1.2.2 循环架的安装
循环架通过气管连接过滤器,过滤器通过气管连接储气罐,储气罐通过气管直接连接充气装置。
1.2.3 操作要点
保证循环架上小孔能正常通风,在起堆时循环架安装于糖化堆正中心,上堆时糟醅的疏松度要与普通堆一致。
1.2.4 堆积与实验方式
选择3 个发酵正常、出酒率相对稳定的六次酒糟醅进行实验,实验除了在糖化堆中增加循环架外,其余操作条件均相同。实验方案一:恒定气压为0.6 MPa,供气30 min 停10 min;实验方案二:恒定气压为0.6 MPa,24 h 供气不停止;普通对比实验。所设3个实验对比方案见表1。
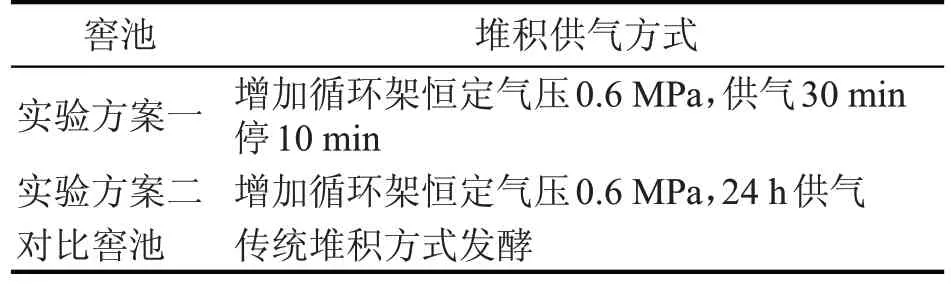
表1 实验窖池供气方案
1.2.5 糖化堆堆积甑数及堆积方式
糖化堆堆积甑数:31 甑/堆,甑容量900~1100 kg/甑。
糖化堆堆积方式:循环架安装在糖化堆堆积发酵的场地中心,人工将糟醅铲入抱斗中提升至循环架的上方,把循环架覆盖完整,顶部清理平整形成平顶式的圆锥状,依次将糟醅沿糖化堆的平顶顶部的外沿丢放,酒醅沿糖化堆顶部圆形平面均匀、缓慢的移动丢放,人工将酒醅铲入行车抱斗中,行车员控制设备,将抱斗提升至糖化堆顶部,缓慢张开抱斗,将抱斗内糟醅均匀的铺放至糖化堆糟醅圆形顶部,直至完成31 甑,人工协助将堆顶及四周清理平整。
在上堆过程中需保证上堆糟醅的均匀、疏松、厚薄一致,否则会导致整个糖化堆升温不均匀、发酵不充分、内部糟醅出现断层的情况。
2 结果与分析
2.1 供气发酵堆积糟醅温度的测定
由图1 可知,六轮次酒的糟醅用于实验一、实验二和传统的堆积方式比较,方案一和方案二升温较快,方案一62 h堆心温度达到43.8 ℃,方案二63 h达到49.1 ℃,方案一仅需62 h、方案2 仅需63 h 完成堆积过程。传统堆积升温最慢且升温不高,堆积完成时间长达86 h。方案二比方案一堆心温度高5.3 ℃,方案一比传统堆积方式高8.2 ℃。经过前面多轮次的发酵,糟醅中积累了非常丰富的代谢物质,这些代谢物质包括酒精和各种芳香物质。由于糖化堆糟醅体积较大、黏度大,在堆积发酵过程中不能为好氧微生物提供充足的氧气,导致微生物生长繁殖非常缓慢,升温不高。本实验为糖化发酵提供了充足的养分,堆心部分进行了充分的有氧发酵,温度大幅上升。此创新型新工艺解决了30 甑以上的大糖化堆堆心不升温的问题。

图1 糟醅堆积过程的温度走势图
2.2 糟醅堆积发酵理化指标变化
堆积过程中,通过循环架提供的氧分及微生物,使糟醅中微生物不断的繁殖代谢,糟醅温度不断升高,与此同时,糟醅的物质成分不断被消耗,淀粉、酸、水、还原糖等理化指标也在不断的发生变化。
通过表2 中糟醅堆心检测数据可知:循环架四周糟醅淀粉、水分、酸度、还原糖都在不断的发生变化,3 种堆积方式中堆积方案二的淀粉变化比其他堆积方式的变化大、堆心温度高,但堆心糟醅结块严重;堆积方案一及对比窖池堆积都有变化,尤其堆积方式一的温度上升以及淀粉、水分和还原糖的变化证明堆积方式一可使微生物的代谢变得旺盛;3 种堆积方式水分、酸度等发生变化,堆积发生的变化为后续的无氧发酵、微生物的生长繁殖和糖化发酵创造了条件。

表2 糟醅堆积发酵后理化分析检测对比
2.3 入池糟醅的感官评价
通过表3 的糟醅感官分析,实验一在堆积发酵过程中,通过供气30 min停10 min的方式为糖化堆提供了适量的养分以及微生物,堆心四周的糟醅发酵比较正常,糟醅的手感舒适性较好,香味比普通堆明显。实验二在堆积过程中,24 h 不间断供气,入窖时循环架四周糟醅水分完全散发,结块严重,因供气量过大未提供足够的水分,导致糟醅温度高且略有糊味。对比窖池正常发酵堆心四周温度低,糟醅发酵正常,略有酱香。
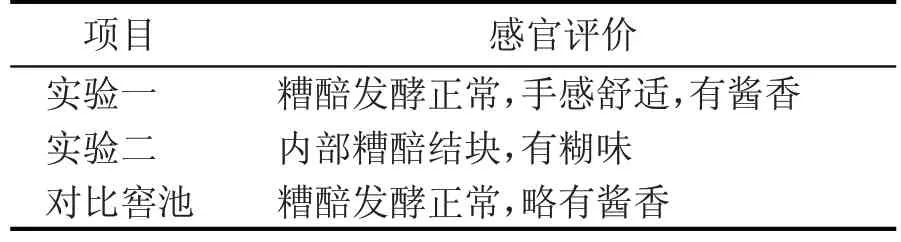
表3 入池糟醅的感官评价
2.4 实验窖池与对比窖池的色谱、产酒数量、质量的分析
分别对3 个窖池的六次酒出酒数量进行测定,酒样进行色谱分析,由专业的品酒师对酒质进行品评,结果如表4所示。
从表4 色谱分析可知,实验一中的乙酸乙酯、己酸乙酯、乳酸乙酯、丁酸乙酯含量比实验二和对比窖池的高,突出了酱香中的主体风格;丁醇、异丁醇、正戊醇、仲丁醇以及正丙醇这几类高级醇的含量均高于实验二和对比窖池;丁酸和己酸这两类酸均略高于实验二、对比窖池。由此说明,在实验一的堆积发酵及窖池内发生的碳原子结构的反应、蛋白质的分解反应以及酯化反应比实验二、对比窖池剧烈,微生物的活跃程度比实验二、对比窖池高。实验窖池的堆积发酵采用的是循环供气操作工艺,提供了充足的养分,酵母菌等微生物及各种各样的酶最为丰富,在堆积发酵的过程中微生物的繁殖、代谢产生了较为丰富且营养价值较高的蛋白质。高温大曲提供的微生物、营养物质及酿酒原料自身的特性为入窖后发酵生成香味物质提供了保证。

表4 实验窖池与对比窖池的六次酒色谱分析(mg/100 mL)
酒质的品评:实验一的供气方式为糟醅提供了较为恰当的养分使糟醅内部发酵充分,产出的酒有酱香,口感醇和,有典型的轮次酒风格;实验二连续供气导致堆心内部糟醅出现结块现象,温度过高,糟醅受到结构性的损坏,产出的酒酱香突出且带糊味和杂味;对比窖池酒体风格上酱香味没有实验一突出。
由表4 可知,实验方案对六次酒的出酒率影响不大,实验一的窖池出酒率比实验二高0.02 %,对比窖池出酒率比实验一高0.03 %,比实验二高0.05 %。3 种实验的出酒率差异不大,主要体现在堆心温度的上升,以及酒质的变化,由此看出糖化堆堆心糟醅的充分发酵对酒质的重要性。
3 结论
在酱香型白酒生产过程中“高温堆积发酵”是比较独特的生产工艺,对酱香型白酒的风味起决定性作用。根据生产环境、糟醅、曲药、操作人员的不同特点,在轮次堆积发酵生产过程中,新的“循环堆积发酵”生产工艺加强了轮次堆积的效果。循环堆积发酵工艺产出的酒酒质有明显的提高,与传统堆积发酵相比六次酒酒体酱香味更突出、口感醇厚感更强,缩短了糖化堆积时间,增加了生产场地的利用率,对产酒数量的影响微乎其微。
堆积发酵工艺是酱香型白酒香味物质的生成阶段,能为后期的窖内发酵做前提准备。堆积发酵在酱香型白酒生产过程中起关键性的作用,每一次的堆积发酵都是为下一轮次的产酒做准备,因此好的堆积方式会在很大程度上提升酱香型白酒的质量。