钢丝绳预紧对折线卷筒防乱绳的积极作用
2023-02-04王广帅
梁 昊,王广帅
(山东丰汇设备技术有限公司,山东 济南 250200)
1 折线卷筒不乱绳的构造特点
折线卷筒因其具有多层缠绕排绳整齐、层间不乱绳、钢丝绳使用寿命长等优点,特别在对起升高度、钢丝绳倍率及整机工作级别要求较高的起重机卷扬机中被广泛应用。折线卷筒绳槽又分为单折线绳槽和双折线绳槽2 种。单折线绳槽是在卷筒的一周相间布置1 段直线绳槽、1 段斜线绳槽,通过1 段斜线绳槽沿轴向绕进1 个节距;双折线绳槽是在卷筒的一周相间布置2 段直线绳槽、2 段斜线绳槽,每段斜线绳槽沿轴向可绕进0.5 个节距,2 段斜线绳槽沿轴向一周可累计绕进1 个节距。以双折线卷筒为例,多层卷绕时,上层钢丝绳只在25%周长的斜线绳槽区域与下层钢丝绳交叉点接触,而在75%周长的直线绳槽区域直接落入相邻绳圈组成的绳槽内,与下层钢丝绳形成线接触,使钢丝绳接触情况改善,提高了钢丝绳使用寿命。但不足之处是从第二层开始,钢丝绳每卷绕过交叉斜线绳槽区域,会与卷筒侧板形成0.5 倍绳径的空当,上层钢丝绳再卷绕到此处时,将有部分陷入到此空当内,使钢丝绳产生挤压磨损,如图1 所示。
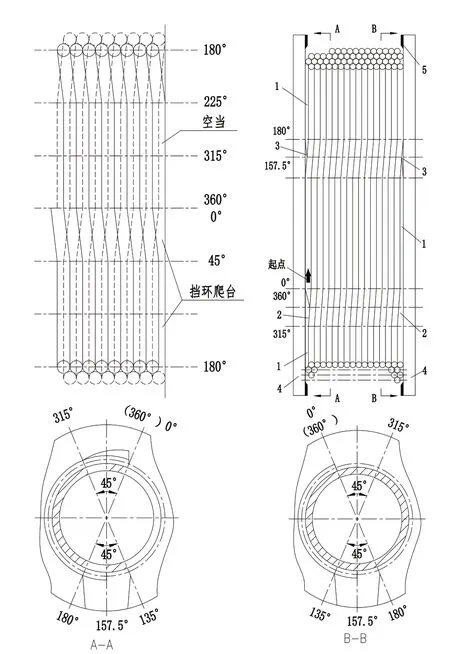
图1 双折线绳槽的构造形式和特点
如图2 所示,一般需要在卷筒侧板绕绳空挡位置和交叉位置,分别设置填充楔块和引导楔块用于填充造成钢丝绳塌陷的空当位置,使钢丝绳缠绕从上到下形成稳定的“金字塔”传力效应,能有效避免钢丝绳层间卷绕塌陷发生乱绳。在侧板交叉位置设置强制层间钢丝绳旋向改变的翻转楔块,并辅助以侧板顶端防爬绳的拨绳台,在自然卷绕的条件下,双折线绳槽卷筒可控制第六层钢丝绳排列不乱绳。
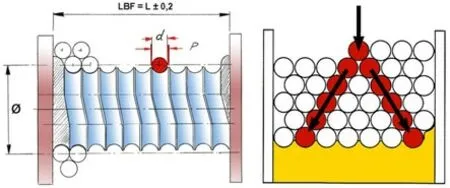
图2 “金字塔”的稳定传力效应
2 钢丝绳预紧对防乱绳的重要性
缠绕“金字塔”的稳定传力效应一般会因为钢丝绳受力变形、卷筒侧板间距或绳槽节距不合理、入绳角过大跃绳或过小爬绳等情况出现缠绕“空隙”而被打破,造成各层各位置的钢丝绳不能坚守自己固有的“岗位”,使得折线卷筒出现绕绳故障。但钢丝绳型号、卷筒结构设计、入绳角等影响排绳质量的因素往往受现场施工条件的约束而很难被改变,因此,控制钢丝绳初始和过程卷绕的张力,对折线卷筒缠绕质量影响很大。底层初始圈,即从卷筒钢丝绳固定端绕出的前几圈,也称之为安全圈,一般会始终留在卷筒上不参与缠绕,其贴合度和松弛度直接反映排绳质量(图3)。底层初始圈缠绕松弛,没有完全落入绳槽,会造成底层其他钢丝绳排绳位置错乱,造成底层和上层钢丝绳排绳产生缝隙,造成发生嵌绳等排绳故障。卷筒钢丝绳缠绕须施加一定的预紧力(钢丝绳2%的破断负荷或10%的工作负荷),尤其保证卷筒底层钢丝绳的缠绕紧实度,是折线卷筒卷绕故障控制的关键点。
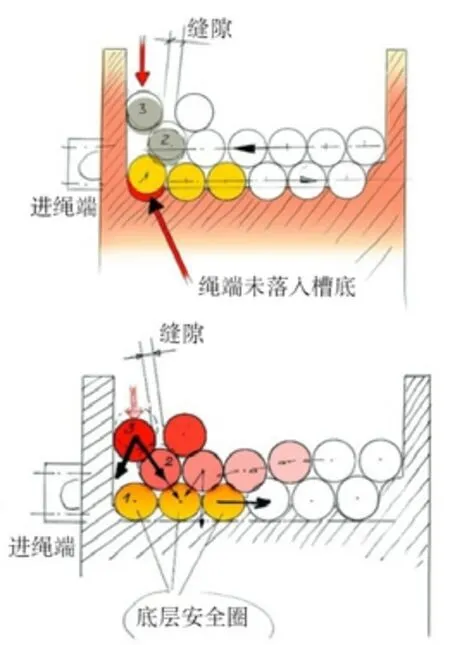
图3 底层初始圈的排绳质量—贴合度、松弛度
3 钢丝绳预紧的施加方式
起重机业内或相关行业用于这方面的预紧装置主要有2 种:①利用紧绳装置,仅初始施加预紧力(图4);②通过倒链葫芦和紧绳装置实现卷绕全过程张力控制(图5)。前者比较简单,造价成本低,后者结构复杂,造价成本也高。仅初始施加预紧力是在卷筒第一次卷绕时施加预紧力,使其底层钢丝绳能紧密缠绕,保持底层钢丝绳初始端、中间、末端都没有凸起和跳槽,给上层钢丝绳卷绕提供基础性的支撑作用,而对卷筒后续卷绕过程不进行张力控制。卷绕全过程张力控制是钢丝绳在卷筒、滑轮、吊具缠绕全过程都被施加预紧力,紧绳装置一般始终参与钢丝绳缠绕,可实时监测钢丝绳的张力并进行调节。两种方式的预紧力或张力最低值一般均须保持在钢丝绳2%的破断负荷或10%的工作负荷以上。
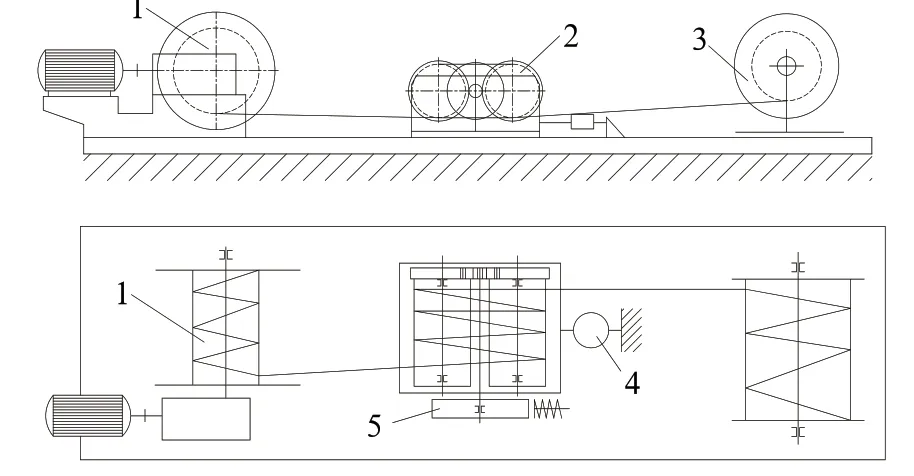
图4 卷筒第一次卷绕时通过紧绳装置施加预紧力
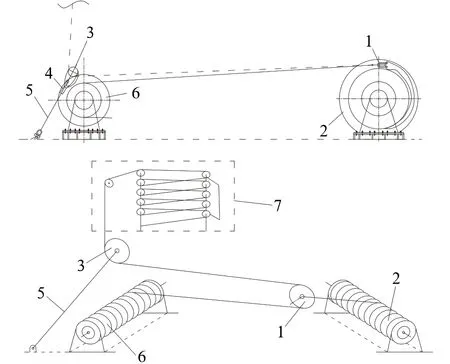
图5 通过倒链葫芦和紧绳装置实现卷绕全过程张力控制
4 重型塔机、桅杆吊出现的类似问题
火电施工用途的塔机主要用于吊装锅炉钢架,塔机一般在独立工况使用6 个月左右才开始加装附着,塔机随着锅炉钢架继续吊装顶升和附着,到开始使用1 年左右才达到最大起升高度,绝大多数时间卷筒只有顶端2~3 层的钢丝绳在缠绕,而卷筒底层2~3 层的钢丝绳基本长期释放不出来。
桅杆吊用于港口码头重大件物品装船倒运作业,一般需要配合大型吊具一并吊装,吊具占用空间较大也很少有机会彻底着地,起升卷筒底层的钢丝绳也很少有机会被彻底释放出来,平时基本在卷筒外层2~3 层使用。这种使用工况,折线卷筒底层钢丝绳的缠绕紧实度,直接影响上层钢丝绳的缠绕质量,如图6 所示。

图6 底层钢丝绳长期释放不出来的两种工况
5 解决措施
1)测量卷筒侧板填充挡环的位置、长度,测量其高度和宽度的偏差数据,对存在误差的填充挡环进行适当修磨处理,保证底层钢丝绳能全部落入卷筒绳槽。避免后续钢丝绳缠绳时嵌入底层缝隙,发生乱绳现象。
2)尽可能降低起升动滑轮组与重物之间的距离或缩短起升吊索具的长度,尽量增加起升卷扬机钢丝绳从底层的放绳长度,最大限度改善底层钢丝绳因带载卷绕的预紧受力情况,使其底层钢丝绳尽可能在卷筒紧致卷绕。
3)可利用设备首次安装首检做110%动载试验的机会,将起升钢丝绳尽可能从卷筒全部放出,再带载重新紧致卷绕在卷筒上,改善底层钢丝绳松散的排绳状态,避免后续钢丝绳卷绕发生嵌绳等排绳问题。
4)设备若转场移机时,可替换质量略好的进口钢丝绳,钢丝绳捻制紧密,直径偏差偏小且一致性好,利于减少钢丝绳卷绕变形产生的偏差积累。
5)若具备条件,卷筒第一次初始缠绕尽可能使用紧绳装置施加钢丝绳2%的破断负荷或10%的工作负荷的预紧力。
6 结语
折线卷筒出现乱绳故障后,受现场施工条件的约束,替换钢丝绳、更换卷筒、改变入绳角等处置措施往往很难实施。
提高钢丝绳卷绕张力,特别是给折线卷筒底层钢丝绳施加一定的预紧力(钢丝绳2%的破断负荷或10%的工作负荷),保证卷筒底层初始圈及整个底层钢丝绳的缠绕紧实度,对避免折线卷筒因底层钢丝绳松弛发生窃绳等故障有重要意义。重型塔机、桅杆吊等起重机机械折线卷筒应用的有益经验,可以推广应用到其他行业。
