双相钢DP780窄搭接焊焊缝退火工艺及性能
2023-01-11李登鹏
李登鹏
(马鞍山钢铁股份有限公司 安徽马鞍山 243000)
在钢铁行业中,连续退火线、热镀锌线、电镀锌线、合金化热镀锌等连续生产线,DP450、D600、DP780和DP980等级别的双相钢大量的研发和生产,而双相钢DP由于其复杂的合金元素、带钢较大的刚度使其较难形成熔合良好的窄搭接电阻焊接头,进而影响其接头性能,国内外对于DP钢种的焊接研究主要集中在薄规格及常规厚度(0.3 mm-1.5 mm)的同种或异种钢焊接[1]、[2],对于抗拉强度超过780 MPa厚度≥2.0 mm以上的双相钢的焊接,国内大部分钢厂采用与普碳钢的过渡焊或采用更先进的激光焊机进行焊接,而厚度2.0 mm以上规格的DP780双相钢的窄搭接焊焊缝质量稳定性差,容易形成孔洞、焊渣、虚焊等缺陷,难以形成均匀、连续、致密的焊缝接头。为此,作者通过汽车用先进双相钢DP780厚度2.0mm相同钢种规格的自焊分析其窄搭接焊的工艺参数,同时采用焊缝感应加热装置对焊缝进行退火处理,通过焊缝表面质量的宏观观察、杯突试验、焊缝拉伸试验,研究其退火工艺对焊缝质量的影响。
1 实验材料及方法
1.1 实验材料
实验材料选取汽车用双向钢DP780厚度2.0 mm,宽度1 200 mm钢卷。其成分如下表1所示。

表1 材料成分 %
1.2 实验方法
采用日本TEMIC全自动窄搭接焊机进行焊接,采用焊缝感应加热装置对焊缝进行退火处理。利用杯突实验机和折弯实验机对焊缝质量进行判定。取焊缝样本通过宏观观察,杯突试验、拉伸试验焊缝性能进行分析。通过实验方法,对比分析窄搭接焊焊缝退火工艺对DP780焊接接头性能的影响。
2 焊接工艺参数及焊缝退火工艺优化
2.1 焊接工艺参数
采用DP780双相钢厚度2.0 mm,同钢种同规格进行窄搭接焊焊接,观察焊接温度曲线及火花在正常范围内,焊接完后用焊机剪刃剪切下焊缝,作为焊后感应加热热处理备用样板,同钢种规格同一种焊接参数重焊5次,选取其中1个焊缝样板直接做焊缝杯突试验,剩余4个焊缝样板给焊后感应加热退火处理调试工艺参数备用。其焊接工艺参数如下表2所示。

表2 DP780双相钢2.0 mm焊接工艺参数表
对上述每组焊缝样板进行杯突试验,每组焊缝上等距冲压5个杯突,观察焊缝形貌及杯突是否合格。序号1传动侧杯突沿焊缝开裂,焊缝质量不合格,序号4焊接过程中出现明显的“炸火”现象,焊缝表面出现大量的焊渣,其余三组试验焊缝杯突基本正常,但是杯突形貌呈“十”字形或热影响区出现开裂,表现出焊缝脆性高,塑性低,主要原因为双相钢DP780锰元素含量高,导致焊接过程中钢的淬透性高,易形成马氏体或贝氏体组织。
厚规格双相钢DP780的窄搭接焊同样对焊轮压力有较严格的控制要求,对比序号4和5,当适当增加焊轮压力时,焊接时火光明亮,未出现明显的“炸火”现象。可见,采用较大电流的同时,需适当增加焊轮压力,以减少焊缝过高的热量导致焊缝“炸火”。
2.2 焊缝感应加热退火工艺
根据上述焊接工艺参数对比试验,选择序号3作为进一步的焊缝感应加热退火工艺试验。根据感应加热装置设计参数,设定的焊缝感应加热退火工艺对比试验如下表3所示:
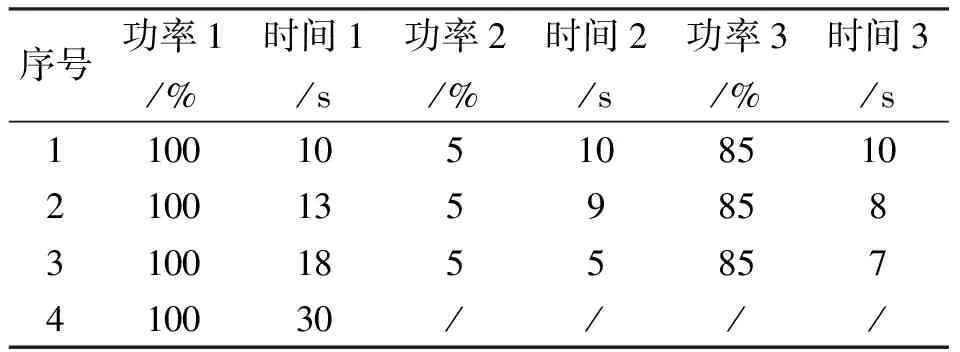
表3 焊缝感应加热退火工艺表
根据产线的生产速率和入口活套套量的控制,整个焊缝加热控制时间设定为30秒。当采用100%的加热功率,设定一次性感应加热时间为30秒时,退火温度到达到了780 ℃,整个焊缝样板变形扭曲较大,不适合产线生产运行。设计采用二次退火方式,先加热,再冷却降温后再加热,整个焊缝样板变形量明显减小,整个焊缝加热区域均匀。相比一次退火方式,二次退火焊缝区能消除更多的残余应力。根据焊缝退火表面效果,采用序号2作为焊缝感应加热退火工艺参数设定。
3 焊缝感应加热退火前后形貌分析
利用杯突试验机对焊缝感应加热退火前后焊缝样板均匀间断的五个点做杯突实验,其对比如下图1所示。根据焊缝退火前后对比图及在焊接试验过程中总结发现:

图1 DP780厚度2.0 mm退火处理前后焊缝杯突对比
(1)退火处理的焊缝杯突试验时,杯突边缘出现一层很薄的氧化铁皮,如图2所示。加热时,带钢明显变红为达到预期加热效果。

图2 DP780厚度2.0 mm退火处理后杯突出现氧化皮
(2)可以通过杯突试验过程判断焊缝质量是否改善,没有经过退火处理的焊缝进行杯突试验时,发现很明显的脆断声,而经过二次退火处理的焊缝杯突过程中,杯突慢慢裂开,能看到明显的韧窝状形貌,表现为韧性断裂。
(3)对厚规格高强钢焊缝质量改善明显,热处理过后的杯突明显比没有经过热处理的杯突要好,特别是强度越高,改善越明显。
4 焊缝拉伸试验
截取焊接接头横向拉伸试样,进行焊缝拉伸试验。可以看出,2.0 mm厚度DP780自搭接焊不采用焊后退火处理时,拉伸后接头断裂均发生在焊缝台阶面,此区域为应力集中区,易产生裂纹导致断裂,无沿搭接面撕开现象,焊缝性能强度较低。此焊缝经过加热炉区高温退火及炉辊反复折弯,焊缝开裂的风险很大,如图3所示。2.0 mm厚度DP780自搭接焊,采用焊后二次退火处理后,拉伸后接头断裂均发生在热影响区,出现断口紧缩现象,表现为明显的塑性变形,断裂后焊缝完整,无沿搭接面撕开现象,接头韧性较无退火处理时明显改善,表明焊缝区残余应力大幅消除,同时焊缝区晶粒组织得到细化,焊缝性能强度高于母材,大大降低了焊缝在炉内断带的风险,如图4所示。

图3 DP780厚度2.0 mm焊缝无退火拉伸试验
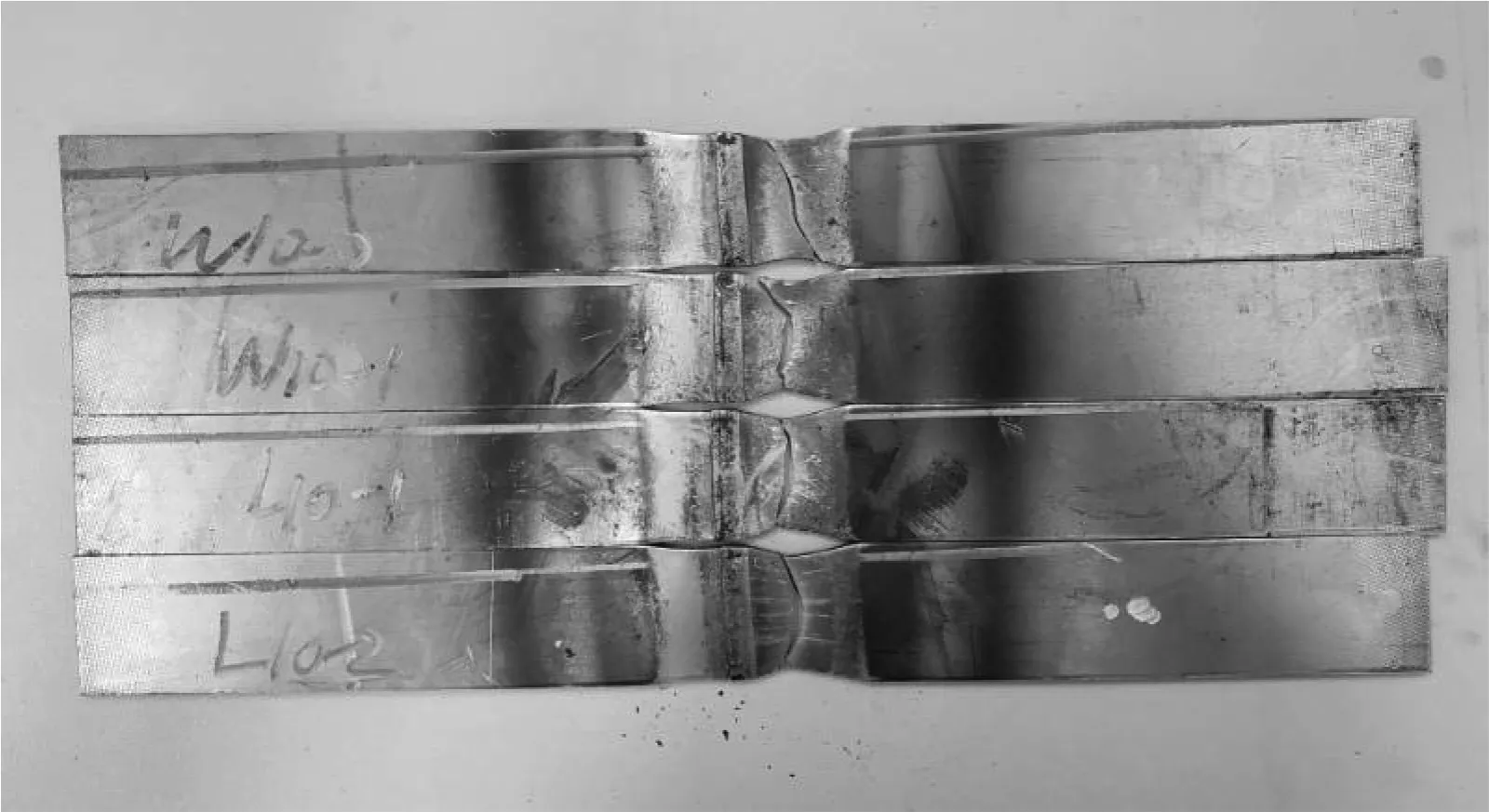
图4 DP780厚度2.0 mm焊缝退火处理后拉伸试验
5 总结
DP780厚度2.0 mm同钢种规格的窄搭接自焊焊接没有经过退火处理的焊缝杯突试验时,发生很明显的脆断声,而经过二次退火处理的焊缝杯突过程中,杯突慢慢裂开,能看到明显的韧窝状形貌,表现为韧性断裂。
采用焊后二次退火处理的焊缝,拉伸后接头断裂均发生在热影响区,出现断口紧缩现象,表现为明显的塑性变形,断裂后焊缝完整,无沿搭接面撕开现象,表明焊缝区残余应力大幅消除,同时焊缝区晶粒组织得到细化,焊缝性能强度高于母材,大大降低了焊缝在炉内断带的风险。
