高钢级管道环焊缝承载能力全尺寸试验研究*
2023-01-03陈宏远
杨 坤,封 辉,王 鹏,陈宏远,池 强
(中国石油集团工程材料研究院有限公司,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077)
0 引 言
油气资源是现代经济发展的支柱,管道运输是油气输送的重要方式之一。由于高压、大输量的输送要求,管道口径、输送压力和钢级不断提高,管道及管道环焊缝的安全问题是管道设计、施工、运营环节中需要着重考虑和研究的问题[1-6]。在服役过程中,输送管线需要面对内、外不同的环境影响,如焊接缺陷、气体组分、腐蚀、内压、土壤约束、地壳运动等[7-8]。这些因素均会影响管道的安全服役,可能引起灾难性后果[9-12]。与管体相比,管道环焊缝是油气输送管道的薄弱环节,由于诸多因素常常存在各种类型的缺陷,其安全性往往影响着整个管线,因此需要对其安全性进行评估。
环焊接头根焊焊趾位置由于工艺的特点,存在缺陷的概率较高,易产生应力集中,属于天然气管道的薄弱环节。在外力作用下受到轴向拉伸载荷,有缺陷存在时会形成裂纹并扩展,最终演化为管道失效。其中最危险的是形成典型的I型(张开型)裂纹。通过对这一类型缺陷在轴向载荷作用下的应变状况进行研究,从而获得失效的临界条件。
全尺寸弯曲试验可模拟实际的管道受拉、受压条件(耦合管道内压),利用油压伺服系统对管道引入弯矩。全尺寸弯曲试验时,钢管在垂直方向上受力较小,而在水平方向上受力较大。由于弯矩的存在,钢管水平方向上背弯侧受到拉伸载荷作用,而面弯侧受到压缩载荷作用。从而模拟管道环焊缝(缺陷)受拉的情况,可获得环焊缝失效的类型以及失效过程中管道应变的变化,最终对管道环焊缝的承载能力进行评估和分析。
1 试验钢管及环焊缝信息
试验钢管外径为1 219 mm,壁厚为18.4 mm,钢级为X80,试验钢管长度为6.5 m。环焊缝位于管段中间位置,焊接的方法为手工焊条电弧焊打底、半自动自保护药芯焊丝电弧焊填充、盖面的形式,如图1所示。

图1 试验钢管及管道内壁侧缺陷情况
环焊缝缺陷为沿着管道内表面环向的线型缺陷。其中缺陷的长度为40 mm,深度为11.04 mm(60%壁厚)、裂纹尖端宽度为0.2 mm。缺陷利用机械的方式预制,位于环焊缝边缘的热影响区。
试验管两侧焊接有其他2个引管,长度均为700 mm,整个试验管串长度为9.5 m,此次试验时的钢管内压为10 MPa工作压力,内压介质为水。
2 试验原理及过程
2.1 全尺寸弯曲试验平台
轴向压缩-弯曲复合大变形试验系统能模拟天然气管道在服役过程中的载荷情况,并能完成试验管的弯曲变形试验和破坏性试验。在试验过程中,能实时采集载荷、位移、应力及应变等参数,根据采集到的数据,将采集到的数据以数据库的形式记录,并以曲线、图表等形式输出试验结果。试验平台利用液压油缸的移动产生推力,油缸的最大推力为600 t,行程为3 600 mm。试验时通过主动、从动臂的转动产生弯矩,主、从动力臂的长度为6 000 mm,可完成最大规格为外径1 219 mm、壁厚26.4 mm X80钢管的全尺寸弯曲试验,水压系统可提供的最大工作压力为12 MPa。测量系统中位移测量精度为5 μm,压力测量精度为1%。试验平台由机械加载及液压系统、水增压系统、控制系统、数据采集与处理系统等组成,如图2所示。

图2 全尺寸弯曲试验平台
2.2 全尺寸弯曲试验基本原理
通过两点弯曲的形式,利用液压装置和力臂产生弯矩,从而使整个试验管发生弯曲,如图3所示。
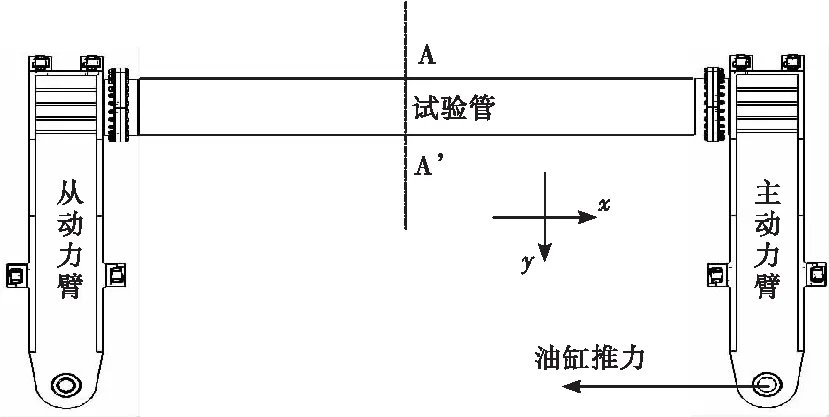
图3 全尺寸弯曲试验平台的示意图及弯曲试验原理图
在弯曲过程中,试验钢管水平向外发生弯折,等效于钢管外侧(受拉侧)受到拉伸作用(变长),而内侧(受压侧)受到压缩作用(变短)。基于应变设计研究过程中,通常是利用试验钢管上布置的应变片记录全尺寸弯曲试验过程中的临界状态,从而获得钢管的拉伸、压缩应变容量指标(图3)。对于带有环焊缝的管道而言,其变形失效模式主要是拉伸失效,而对于不含环焊缝的钢管而言,其变形失效模式主要是达到屈曲极限的压缩失效。根据失效模式不同结合全尺寸弯曲试验的特性,从而对整个试验过程进行设计,即管道环焊缝管道全尺寸弯曲试验主要关注拉伸侧的应变变化,而对于不含环焊缝钢管的全尺寸弯曲试验则主要关注压缩侧的应变变化。在管道受拉侧布置应变片用于测量管道在弯曲过程中钢管母材及环焊缝的轴向拉伸应变,从而获得环焊缝失效过程中管道的远端应变;在母材上布置环向应变片用于测量环向应变变化。
2.3 试验准备
此次试验为了研究含缺陷环焊缝管道的承载能力,根据全尺寸弯曲试验特性将缺陷位置放置在拉伸侧水平位置(最大拉伸载荷位置)。整个试验准备过程包含钢管坡口加工、钢管组对安装及焊接、应变片安装及测试等步骤,如图4所示。

图4 钢管坡口加工、组对焊接及应变片布置情况
为了获得试验钢管加载过程中不同位置上的纵、横向应变,对应变片安装位置进行了设计和布局:共布置了21个应变片,如图5所示。其中12个安装在钢管母材(受拉侧)上(从左至右采集通道分别为1~12,左侧为主动臂侧,其中通道1、通道12的应变片分别安装在试验管左、右两侧的引管上),沿着环焊缝两侧对称安装。7个安装在环焊缝(受拉侧)上(从上至下采集通道分别为13~19),用于测量钢管母材及环焊缝的轴向拉伸应变。布置2个应变片(沿着环焊缝两侧对称安装,从左至右采集通道分别为20、21)用于测量钢管环向应变。

图5 全尺寸弯曲试验应变片安装示意图(钢管受拉侧)
2.4 试验过程
试验准备工作结束后,对试验现场开始清理,随后进行试验,整个试验流程包括钢管注水试压、油缸预热、采集数据检查、试验钢管升压、弯曲加载、数据保存等步骤。水压升至6 MPa时,对所有通道的数据进行保存后清零。推动油缸,开始进行弯曲试验,利用位移控制的方式逐渐对试验钢管进行加载。其中油缸前6步每步的位移设定为50 mm,后边20步每步的位移设定为20 mm,设定油缸总位移为700 mm。此外,当设定位移为340 mm时,管道内压升至10 MPa。执行每步加载后保持油缸载荷,逐步加载至试验管失效(出现泄漏、载荷下降或其他情况)。试验结束后,保存所有采集数据(位移、载荷、水压、应变、影像等),随后卸掉油缸压力,关闭水增压系统,关闭所有电源,完成试验。
3 试验结果及分析
3.1 管道失效过程中的最大轴向拉伸应变
在弯曲过程中,利用应变片测量了管道不同位置上的轴向拉伸应变(单位为微应变),如图6和图7所示。

(通道6、通道7分别位于环焊缝左右两侧,其中左侧是主动臂)图6 弯曲过程中钢管母材轴向拉伸应变随时间的变化关系

图7 弯曲过程中环焊缝上的轴向拉伸应变随时间的变化关系
从图6和图7可以看出,钢管弯曲至环焊缝泄漏过程中,钢管母材最大轴向拉伸应变为1.06%,环焊缝的最大轴向拉伸应变为0.99%。钢管外边面上的环焊缝由于有焊缝余高的存在,并不是单纯的轴向拉伸载荷作用,加载时该区域处于一种复杂应力场的状态,不能准确代表焊缝的轴向应变。因此该区域的应变值仅能提供一定的参考,不能作为工程上管道环焊缝应变能力的评估依据。
将试验钢管母材上弯曲过程中的轴向应变(通道2~通道11)提取出来,可以计算出管道的最大平均轴向拉伸应变(远端应变)为0.83%,见表1。
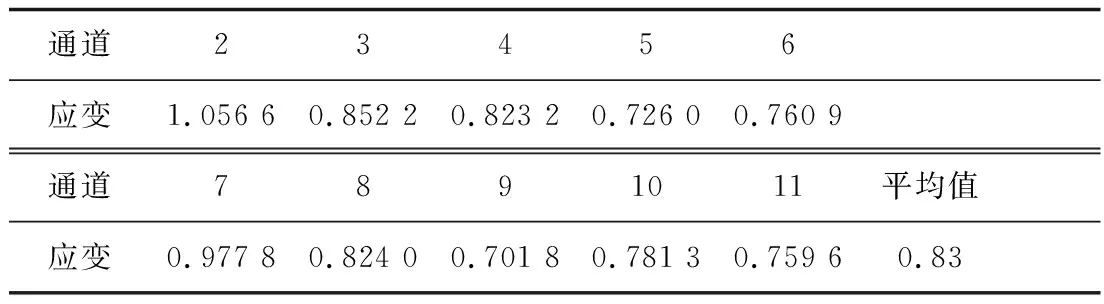
表1 全尺寸弯曲过程中试验钢管母材的最大轴向拉伸应变 %
3.2 管道环焊缝失效形式研究
图8是环焊缝缺陷位置上的泄漏情况。

图8 环焊缝缺陷位置上的泄漏情况
从图8可以看出,泄漏位置位于管道拉伸侧水平位置的环焊缝上,是由管道内表面的缺陷在弯曲及内压作用下扩展至管道外表面,从而发生的管道泄漏。此外管道环焊缝处裂纹并未发生失稳性扩展(爆破),属于延性扩展。
为了进一步对环焊缝的性能进行研究,取管道环焊缝其他位置上的样品,对其热影响区的冲击韧性进行测试,如图9和图10所示。

图9 环焊缝0点钟位置热影响区冲击吸收能、剪切面积与试验温度的变化关系

图10 环焊缝6点钟位置热影响区冲击吸收能、剪切面积与试验温度的变化关系
图9和图10分别为环焊缝0点钟、6点钟位置(未开裂区域,0点钟为上向焊、6点钟为下向焊)不同温度管道环焊缝热影响区的夏比冲击试验结果(试验按照DEC-NGP-G-WD-002-2020-1《油气管道工程线路焊接技术要求》规定进行)。其中夏比冲击试样V型缺口开在焊缝熔合线上,保证焊缝、热影响区各占50%的区域。
从不同位置上的冲击功、剪切面积可以看出在试验温度下两个位置环焊缝热影响区的夏比冲击断口剪切面积均大于50%,处于韧脆转变曲线的“上平台”,表明环焊缝热影响区冲击性能较好,而对应于全尺寸弯曲试验过程中环焊缝泄漏失效过程中裂纹启裂、扩展形式应当属于可控的延性撕裂行为。
为了明确此次全尺寸弯曲试验焊缝与母材的匹配程度,对环焊缝进行硬度测试,如图11所示。在图11中,硬度的测试位置分别位于箭头标示处,硬度测试间隔为1 mm,硬度测试结果见表2。

图11 环焊缝剖面硬度测试
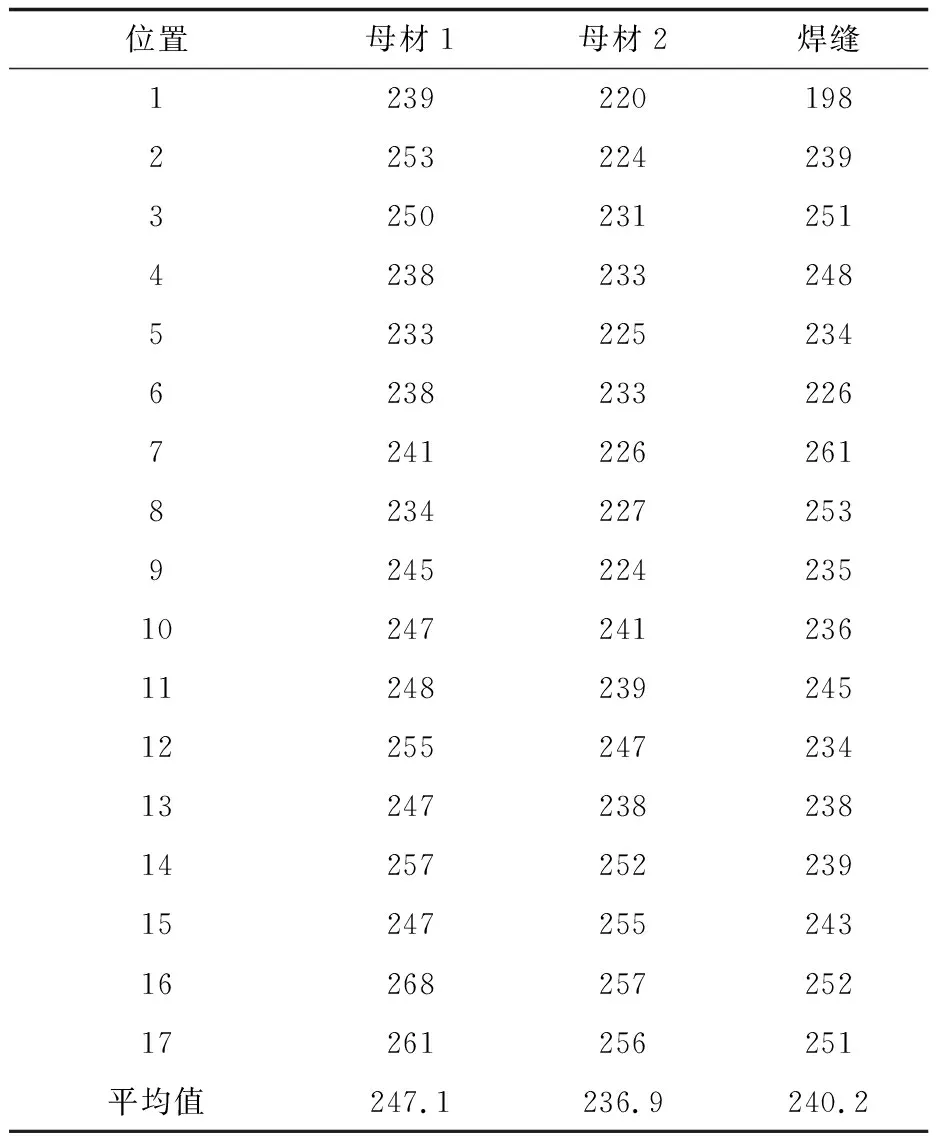
表2 不同位置的硬度测试结果(HV0.5)
从表2可以看出,右侧(母材2)硬度测试结果的平均值较低,数值为236.9,而左侧(母材1)硬度测试结果的平均值较高,数值为247.1,焊缝硬度测试结果的平均值为240.2。焊缝硬度值高于右侧母材而低于左侧母材,但平均值差异不大,基本上属于等强匹配的情况。
从上述结果可以看出,此次试验中环焊缝缺陷的开裂方式为可控的延性撕裂行为,焊缝性能较好,为等强匹配形式。
3.3 不同缺陷尺寸以及匹配行为下含缺陷环焊缝管道的承载能力分析
为了进一步评估不同缺陷尺寸以及强度匹配行为下含缺陷环焊缝管道的承载能力,利用基于应变的评估方法,计算了多个缺陷尺寸、不同母材/焊缝强度匹配下管道的拉伸应变容量,见表3。计算时,焊缝的韧性取139 J(夏比冲击上平台能)。

表3 不同缺陷尺寸、匹配度下管道的拉伸应变容量
从计算结果可以看出,缺陷深度不变时,随着缺陷长度的增加,拉伸应变逐渐减小;缺陷长度不变时,随着缺陷深度的减小,拉伸应变逐渐增大。焊缝匹配度对管道拉伸应变容量有明显影响,与等强匹配相比,高强匹配下相同缺陷尺寸下计算出的拉伸应变容量较高。
对比计算结果与试验结果可以看出(参考等强匹配),计算出的拉伸应变数值要低于试验结果。这是因为出于保守考虑,计算时的断裂韧性取试验中的较低值139 J(0点位置附近环焊缝热影响区的夏比冲击功),实际的环焊缝热影响区应高于此数值。若将韧性取250 J时(6点位置附近环焊缝热影响区的夏比冲击功),则计算出的拉伸应变为0.79%,与试验结果相差不大,如图12所示。
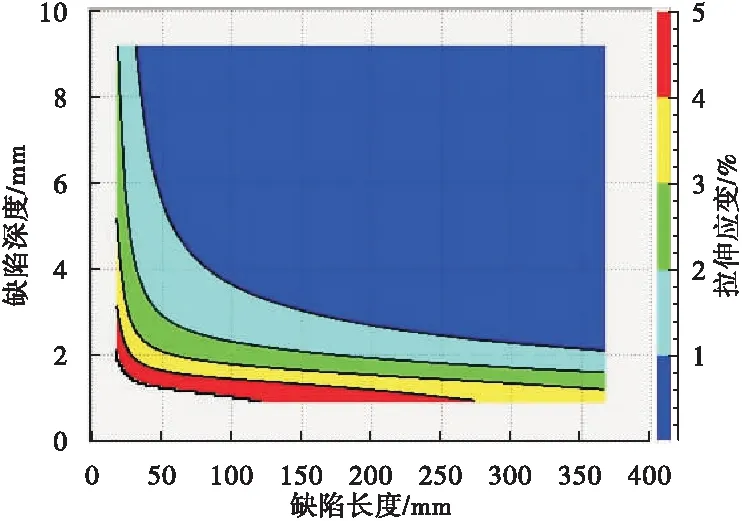
图12 冲击韧性为250 J下不同缺陷尺寸环焊缝的拉伸应变
此外,全尺寸弯曲试验进行过程中,油缸载荷并未有下降的趋势,说明整个试验管并未发生结构强度的下降,而失效的模式主要是裂纹扩展。这种情况下轴向应变也应随着时间的进行逐渐增大。发现泄漏的时刻,裂纹已经扩展至外表面,因此试验中的拉伸应变要高于实际起裂时的拉伸应变,因此可根据理论计算结果修正管道的拉伸应变为0.79%。
4 结 论
本文针对X80管道样品,利用全尺寸弯曲试验、力学性能测试和失效评估分析等研究手段,对管道环焊缝缺陷失效的类型及其承载能力进行了研究和分析,得出了以下结论:
1)试验钢管环焊缝发生泄漏,管道压力下降,泄漏位置位于管道背弯侧环焊缝水平位置,是由管道内表面的缺陷在弯曲及内压作用下扩展至管道外表面,从而发生的管道泄漏。
2)管道内表面缺陷的开裂方式为可控的延性裂纹扩展形式。
3)钢管弯曲至环焊缝泄漏过程中,钢管母材最大轴向拉伸应变为1.06%,环焊缝的最大轴向拉伸应变为1.04%,根据所测应变数据可以计算出管道的最大平均轴向拉伸应变(远端应变)为0.79%。
4)全尺寸试验结果与计算结果一致性较好,可以确定管道的拉伸应变为0.79%。
