柱塞气举排水采气装置焊接结构件去应力退火工艺
2023-01-03黄慧刘永恒黎敏
黄慧,刘永恒,黎敏
长庆油田分公司机械制造总厂 陕西西安 710201
1 柱塞气举排水采气装置焊接结构件的功用及组成
柱塞气举排水采气装置是用于将气井中的积液举升到地面的装置。该装置在工作过程中,通过井底天然气集聚的能量将油管内柱塞及其上部的积液一同举升,液体被排出井筒,同时产出天然气,如此反复进行,使气井正常生产并提高天然气的产出效率。柱塞气举排水采气装置地面部分焊接结构件(以下简称“柱塞气举焊接结构件”)如图1所示。柱塞气举排水采气装置由防喷管和管线两部分焊接而成,其中防喷管由6BX焊颈法兰、本体、NPT 1/2接箍和捕捉器座组成;管线部分由支管、三通、接头、竖管和阀前短接组成。
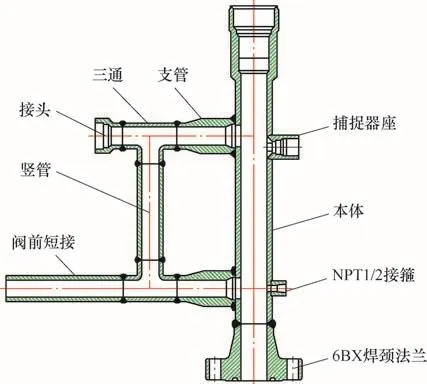
图1 柱塞气举地面部分焊接结构件组成
柱塞气举焊接结构件所有零件选用30CrMo圆钢或锻钢(III级)材料,零件经过正火、粗加工、调质处理后,精加工至零件图样要求的成品尺寸,之后通过焊接方式连接在一起。防喷管上部有Tr120×6-7e梯形外螺纹、直径95mm内孔(内孔表面为密封面)和27/8UP TBG油管内螺纹,6BX焊颈法兰下端面加工有6BX型密封环槽,阀前短接和接头一端有NPT 2外螺纹,捕捉器座内孔直径39.5mm,且孔内表面装有密封件及M45×2-LH-6H内螺纹, NPT 1/2接箍内有NPT 1/2内螺纹。
在柱塞气举焊接结构件所有零件焊接成一个整体后,其焊缝类型有:防喷管上有1个B类焊缝和4个D类焊缝,管线部分有6个B类焊缝,如图2所示。图样要求焊缝硬度≤22HRC,静水压强度试验(37.5MPa)时稳压15min无泄漏。焊接时,选用ER50-6焊条进行GTAW(氩弧焊)打底,J507焊条进行SMAW(焊条电弧焊)填充和盖面,焊前预热温度控制在150~200℃,焊时层间温度控制在200~350℃,焊后缓慢冷却至室温。
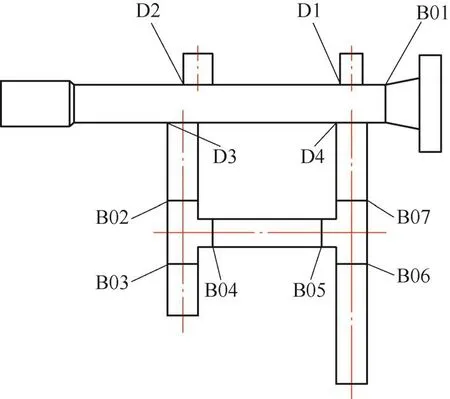
图2 焊缝类别示意
2 问题的提出
柱塞气举焊接结构件焊接后,会产生焊接应力,在天然气气井上使用时,由于气井中含有H2S、产出液等,因此该结构件会发生应力腐蚀、H2S腐蚀等。为此,需要对该焊接结构件进行去应力退火处理,以改善焊接接头的性能。
3 去应力退火工艺
柱塞气举焊接结构件焊接后,需要先进行无损检测,之后再进行去应力退火处理。其中包括去应力退火处理之前防氧化脱碳涂料的涂敷和干燥后进行干结涂料的清理。
3.1 防氧化脱碳涂料的涂敷
由于柱塞气举焊接结构件的去应力退火在较大的热处理炉中进行,为防止该结构件表面(包括内外表面)在去应力退火加热过程出现氧化脱碳现象,因此在去应力退火前需对该结构件涂敷防氧化脱碳涂料。
就防氧化脱碳的方法而言,有可控气氛、真空保护、快速加热和涂层防护等。其中,涂层防护因成本低、使用方便和适用性强的特点而越来越受重视。笔者选用ROX100防氧化脱碳涂料作为涂层材料。该涂料由硼酸(≤75%)、锆石粉(≤10%)和黏结剂等配制而成,是一种硼酸配方涂层材料,具有耐高温、抗氧化能力强和致密性好的特点,能有效保护金属材料不发生氧化、脱碳。
ROX100防氧化脱碳涂料的防护机理,主要有以下两个方面:一是ROX100防氧化脱碳涂料的硼酸遇高温脱水,200~400℃便可脱水为硼酐(B2O3)。当温度超过450℃时,玻璃态氧化硼逐渐软化为致密的硼酐液体,较好地隔绝了氧对结构件表面的腐蚀;二是硼原子与氧亲和力极强,可减少炉内的氧含量,从而有效地防止金属表面氧化、脱碳[1]。
3.2 涂料的调配和涂敷
1)室温下,ROX100涂料外观呈水性黄色膏状胶体,使用时需将ROX100涂料与稀释液(通常是自来水)按1∶(2%~5%)的比例充分搅拌混合,调成具有一定黏稠度的悬浮液。
2)涂敷前,必须清理柱塞气举焊接结构件上的油污和杂质,使工件表面清洁干燥,以保证涂敷质量良好。
3)为保证涂敷质量和效率,涂料涂敷采用高雾化喷枪对柱塞气举焊接结构件进行喷涂,尤其是螺纹、密封面和焊缝部位,要求涂敷均匀、密实、平整,使涂料干燥后肉眼观察无底色,以保证金属表面都能结晶出一薄层硼酸,涂敷厚度一般为0.3mm左右。
4)涂敷后将涂有涂料的防喷管和管线部分常温晾干或烘干,待到涂层干燥变硬后方可进炉热处理。常温晾干需要4~8h,50~80℃烘干需要0.5~1h。涂敷防氧化脱碳涂料后的结构件如图3所示。

图3 涂敷防氧化脱碳涂料的结构件
3.3 去应力退火工艺
柱塞气举焊接结构件在退火炉中处理,装炉时,应放置在退火炉有效加热区内,在火焰炉中进行处理时,应避免火焰直接喷在工件上,以防止工件局部温度过高。退火工艺为:先加热升温至(600±15)℃,保温1.5h,随炉缓慢冷却至400℃以下出炉空冷。
(1)加热温度的确定 焊接结构件的零件材料采用30CrMo钢,要求粗加工后调质处理(调质硬度205~235HBW),调质处理的回火温度为620℃。因此,选取去应力保温温度低于零件调质回火温度20℃[2],即消除焊接去应力退火保温温度选取600℃。
(2)保温时间的确定 去应力退火保温时间按下式计算[3],即
式中t——保温时间(h);
δ——结构件有效厚度(mm)。
将结构件有效厚度数值代入上式,计算保温时间为1.4h,取保温时间为1.5h。
(3)冷却 考虑到尺寸稳定性、残余应力要求较低,焊接结构件保温结束后,在炉内缓慢冷却,炉温降至400℃以下出炉,置于静止的空气中连续冷却至室温。出炉时炉内温度不得超过400℃,避免强制冷却。
3.4 干结涂料的清理
在去应力退火过程中,防氧化脱碳涂料中的水分因高温而逐渐蒸发,并干结在结构件的表面。去应力退火后,需要将干结在工件上的防氧化脱碳涂料清理干净。清理过程是将结构件整体浸泡在弱碱性水溶液中,干结涂料逐渐在水溶液中溶解,然后脱离工件表面并沉淀在溶液底部。浸泡时间以工件表面清理干净为宜,一般2~4h即可。
4 结束语
1)柱塞气举焊接结构件去应力退火工艺主要包括热处理前的防氧化脱碳涂料的涂敷、去应力退火和热处理后干结防氧化脱碳涂料的清理三个过程。
2)涂料涂敷采用高雾化喷枪对柱塞气举焊接结构件进行喷涂,涂料涂敷厚度为0.3mm左右。
3)应力退火工艺为(600±15)℃×1.5h,随炉缓慢冷却至400℃以下出炉空冷。
4)将柱塞气举焊接结构件浸泡在弱碱性水溶液中,使干结在结构件表面的涂料在弱碱性水溶液中逐渐溶解,从而使干结涂料得到清理。
