城轨车辆铝合金地板高速搅拌摩擦焊工艺研究
2023-01-03姚杞黄海旭李莎刘海涛
姚杞,黄海旭,李莎,刘海涛
中车株洲电力机车有限公司 湖南株洲 412004
1 序言
6005A-T6是一种可热处理强化的Al-Mg-Si 系铝合金,因其具有密度小、强度高、热稳定性好、耐腐蚀及低温性能好等特点,已成为当前我国高速列车及地铁车辆制造的主要材料[1]。与车辆制造中常用的熔化极气体保护焊(MIG)相比,搅拌摩擦焊(FSW)是一种固态焊接技术,焊缝中气孔、裂纹等缺陷少,焊后变形小,使得它成为地铁车体焊接的重要发展趋势。
地板是地铁车辆的主要部件之一,其焊接质量的好坏直接关系到车辆的承载安全。在搅拌摩擦焊焊接过程中,影响焊缝成形的焊接参数有搅拌头转速、焊接速度、焊接倾角等[2,3]。本文针对地铁车辆常用的6005A-T6铝合金,研究了焊接参数对4.4mm厚型材对接接头搅拌摩擦焊焊缝成形及力学性能的影响,以实现其在轨道车辆地板上的工程化应用。
2 搅拌摩擦焊试验
2.1 试验材料
试验材料采用目前轨道车辆制造中常用的6005-T6型材,其抗拉强度为272MPa,化学成分见表1。

表1 6005A-T6铝合金化学成分(质量分数)(%)
2.2 试验设备
试验设备采用航天工程装备(苏州)有限公司研制的型号为HT-DLM10×530/1的长地板搅拌摩擦焊设备。搅拌头采用针肩一体式结构,搅拌针伸出轴肩长度为5mm。轴肩是凹形,搅拌针呈圆锥形,针上有左旋螺纹,端部直径15.0mm,倾角为3°,整个搅拌头采用水冷系统冷却,如图1所示。

图1 搅拌头结构及实物
2.3 接头形式及试验参数
焊接接头形式为自带垫板的对接接头,型材上下面板厚度均为4.4mm,焊缝轴肩接触区域的型材均设有0.4mm凸台,避免板厚减薄,型材接头形式如图2所示。

图2 型材接头形式
焊接过程中,搅拌头的扎入速度为50mm/min,搅拌头倾角保持2.5°不变。试验采用的焊接参数见表2。

表2 搅拌摩擦焊焊接参数
2.4 试验步骤
型材待焊区域在焊前采用机械抛光进行表面去氧化膜处理。接头装配完成后端部采用定位焊固定,侧面采用液压装置推紧,保证焊接过程中接头装配间隙始终<0.4mm。焊缝长度方向两侧采用液压臂压紧固定,防止接头错边。焊后首先根据GB/T 26955—2011《金属材料焊缝破坏性试验 焊缝宏观和微观检验》进行焊缝断面宏观检测[4],观察焊缝内部有无孔穴(隧道)、未焊透及弯钩等缺陷。拉伸试样准备和试验按GB/T 2651—2008[5]《焊接接头拉伸试验》进行,拉伸试样按照图3所示尺寸加工获得,拉伸试验在微机控制电液伺服万能试验机(SHT4106型)上进行。为提高检测的准确性,每组参数取3件拉伸试样进行试验。
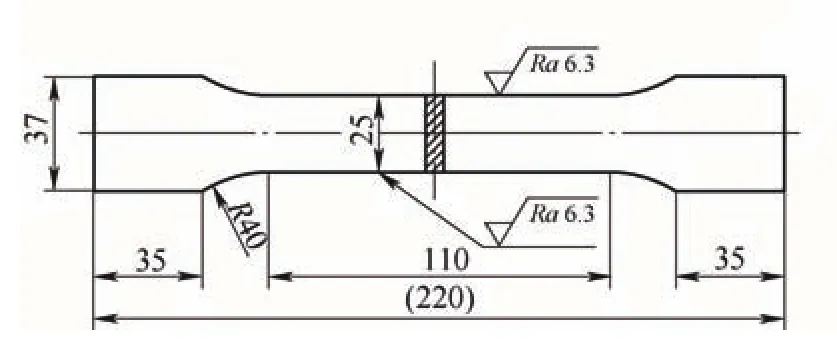
图3 接头拉伸试样尺寸
3 试验结果及分析
3.1 工艺参数对焊缝外观的影响
试验中的所有工艺参数均能保证4mm有效熔深。当搅拌头下压力为1.2kN、转速为3200r/min时,焊缝起始端表面出现较为严重的飞边,如图4a~c所示。这是因转速较高、焊接速度较低而引起的疑似过热现象。当下压力从1.2kN降低至1.1kN、转速降低后,飞边程度可得到较大改善,如图4d~f所示。
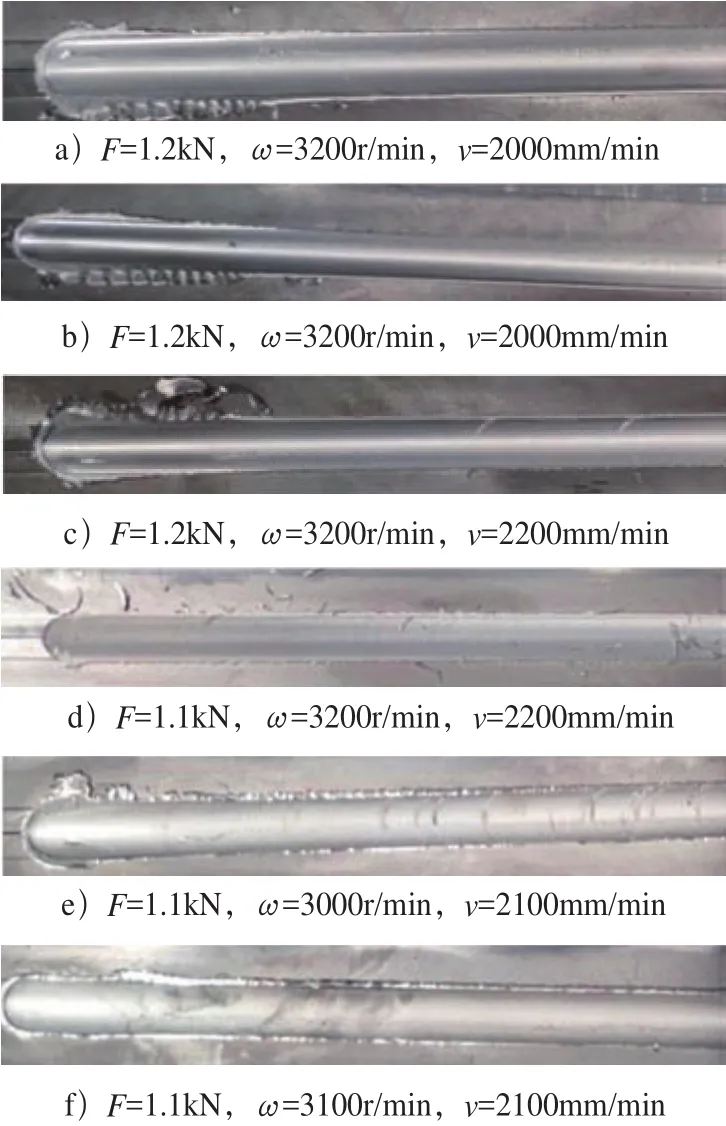
图4 不同焊接参数下焊缝外观成形
从宏观金相来看,除搅拌头转速为3200r/min、焊接速度为2000mm/min时,焊缝接头搭接位置出现微小裂纹外(见图5a),其他参数下均未见隧道、未焊透等缺陷,如图5b~d所示。

图5 焊接速度为2000mm/min时,不同搅拌头转速下焊缝宏观金相
3.2 工艺参数对接头性能的影响
所有工艺参数下所得到的接头抗拉强度,均满足ISO 25239-5—2020《搅拌摩擦焊-铝合金-第五部分:质量检验要求》标准要求,即接头强度应达到母材标准抗拉强度(272MPa)的70%以上(190MPa)。
不同搅拌头转速下焊接接头的抗拉强度如图6所示。当焊接速度为2000mm/min、搅拌头转速为2900r/min时,接头抗拉强度达到最大值220.5MPa,达到母材抗拉强度的81.07%。随着转速的增加,接头的抗拉强度逐渐降低,这是因为随着转速的增加,焊接热输入不断增加,焊接区因金属过热而导致焊缝质量较差[2]。当焊接速度为2100mm/min时,随着搅拌头转速的增加,其所得接头的抗拉强度呈现先增加后降低的趋势。
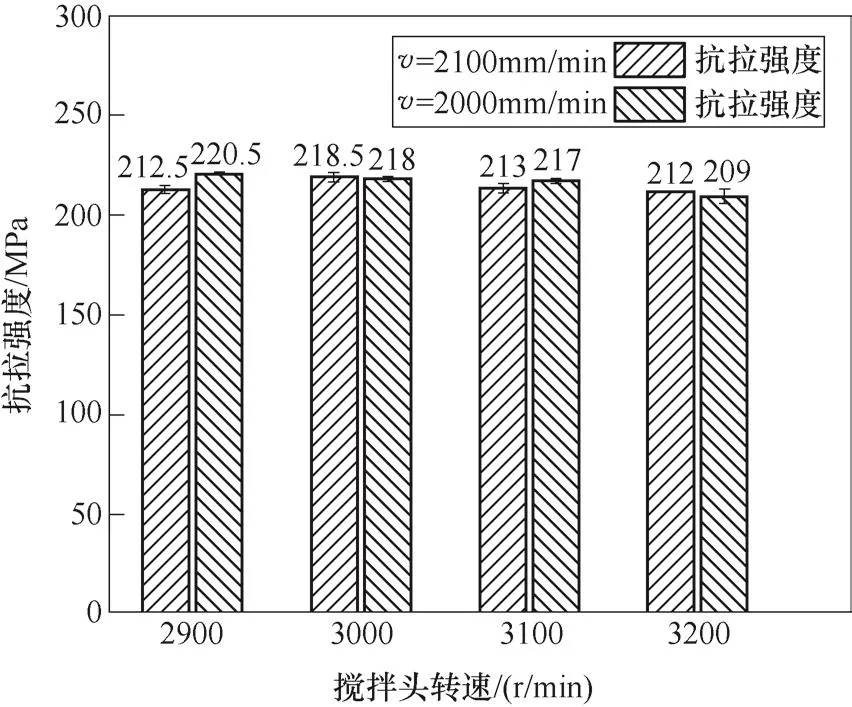
图6 不同搅拌头转速下焊接接头的抗拉强度
不同焊接速度下焊接接头的抗拉强度如图7所示。当转速为3100r/min时,随着焊接速度增加,接头的抗拉强度逐渐降低。当转速为3000r/min时,随着焊接速度的增加,接头抗拉强度先增加后降低。这是因为焊接热输入过高或过低都会影响焊缝质量[2]。当焊接速度为2100mm/min时,抗拉强度最大值为218.5 MPa,达到母材抗拉强度的80.33%。

图7 不同焊接速度下焊接接头的抗拉强度
所有接头拉伸失效位置均位于后退侧的焊接热影响区,这是因为焊接热影响区晶粒发生粗化,所以导致其力学性能相对更低[6]。
4 结束语
1)4.4mm厚6005-T6铝合金对接接头,采用搅拌针伸出量为5mm,下压力为1.1kN,搅拌头转速为2900r/min、3000r/min、3100r/min,焊接速度为2000mm/min、2100mm/min、2200mm/min焊接时,均可得到外观成形良好、接头力学性能满足工程化应用要求的焊缝。接头拉伸失效位置均位于后退侧的焊接热影响区。
2)焊接速度为2000mm/min时,随着搅拌头转速增加,接头的抗拉强度逐渐降低,当搅拌头转速为2900r/min时,抗拉强度达到最大值220.5MPa。
3)搅拌头转速为3000r/min时,随着焊接速度的增加,接头的抗拉强度先增加后降低。
