压力辅助电脉冲处理5083铝合金裂纹修复工艺
2023-01-03曹凤雷梁求毛亚宁谭振吴涛
曹凤雷,梁求,毛亚宁,谭振,吴涛
1.河北科技大学材料科学与工程学院 河北石家庄 050018 2.北京飞机维修工程有限公司 北京 100621
1 序言
5083铝合金属于不可热处理的高镁铝合金,由于其具有良好的强度、耐蚀性、焊接性、可加工性和低温性能[1-3],因此广泛应用于农业、机械、船舶及交通等领域[4-6]。5083铝合金在使用过程中不可避免地会出现裂纹和气孔等缺陷[7],其中裂纹的危害最严重,裂纹会造成材料内部分离,降低承载能力,而且在裂纹尖端会产生应力集中,在服役过程中即便承受很低的载荷作用也会迅速扩展,致使结构突然断裂。
到目前为止,对裂纹的止裂和愈合研究主要是从裂纹的两侧加入热量或压力引起热压应力或机械压应力、微观组织成分的补充,以及降低裂纹端部的应力集中等多个渠道进行[8,9]。而脉冲电流止裂和愈合作为一种金属、金属与非金属合金裂纹的特用修复手段,既满足上面3个要求,同时还具有以下两种特点:①修复效果不受裂纹大小和位置影响。②对产品正常部位无影响[10,11]。
迄今为止,电脉冲技术已被证明在碳素钢、不锈钢、铝合金、钛合金和铝锂合金等材料的止裂和愈合方面是可行的[12-14]。由于脉冲电流是通过能量补给来修复裂纹的,没有机械能的注入,也没有物质补给,因此只能修复微裂纹,不能修复大尺寸裂纹[15]。
本试验通过压力辅助脉冲电流对放电前后5083铝合金裂纹尖端形貌进行对比分析,探讨压力和电压对裂纹修复的影响规律。
2 试验材料和方法
试验材料取自5083-H112铝合金板材,试样尺寸为60mm×8mm×5mm,在试件中部切出深4mm的直角坡口,并用拉伸试验机以1mm/min的拉伸速率拉伸150s,以保证制出的裂纹长度相同,材料化学成分见表1,试样形状如图1所示。放电装置采用两级电容源(见图2),先通过前级进行稳压给后级通电,再稳压输出对电容器组进行充电,放电时通入纯度为99.99%的氩气作为保护气,避免杂质入侵,影响试验结果。
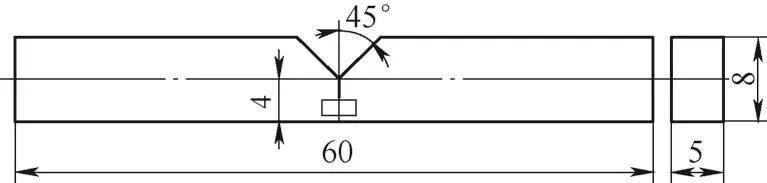
图1 试样尺寸
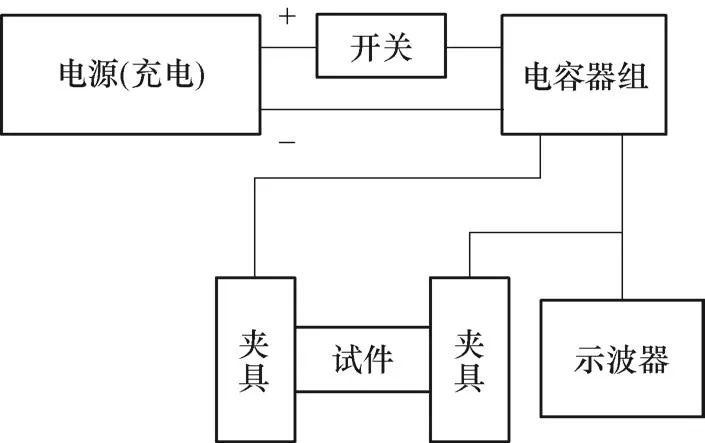
图2 电脉冲处理设备
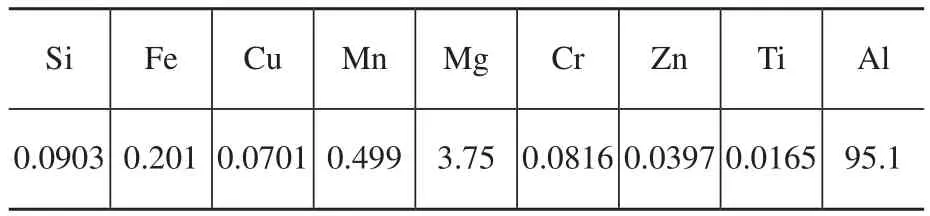
表1 5083-H112铝合金化学成分(质量分数) (%)
放电时间为2s,频率为20Hz,调节电压和压力,探究不同电压和压力对裂纹修复效果的影响,试验参数见表2。选择维氏硬度计对放电前后的试件进行硬度测试,取点位置见图1中虚线方框。在裂纹尖端附近对称位置各取15个点,每个试件总共取30个点,每个点间隔0.5mm,施加载荷为0.5kg(4.9N),加载时间为10s。为了减小试验误差,未放电的试件取3个,然后取硬度平均值。由于试样进行拉伸时,断裂位置必定出现在裂纹处,因此可将原放电试样定为拉伸试样,对原放电试样进行拉伸。为了减小试验误差,未放电试件取3个,抗拉强度和伸长率取平均值。
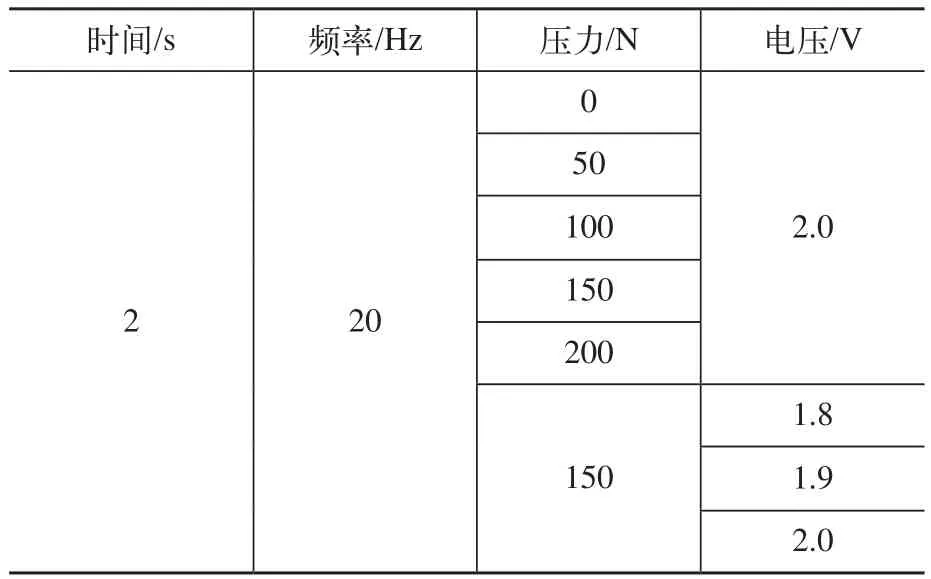
表2 压力辅助电脉冲处理试验参数
3 分析与讨论
3.1 压力对裂纹修复效果的影响
电压为2V,调节压力依次为0N、50N、100N、150N、200N、250N,裂纹修复结果如图3~图8所示。
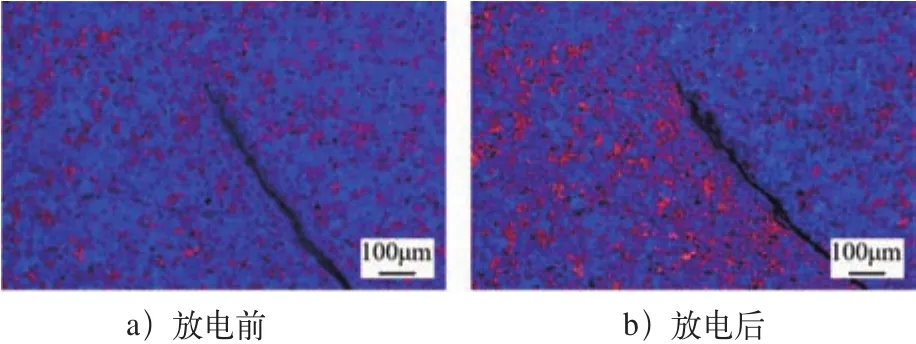
图3 压力为0N时裂纹修复效果
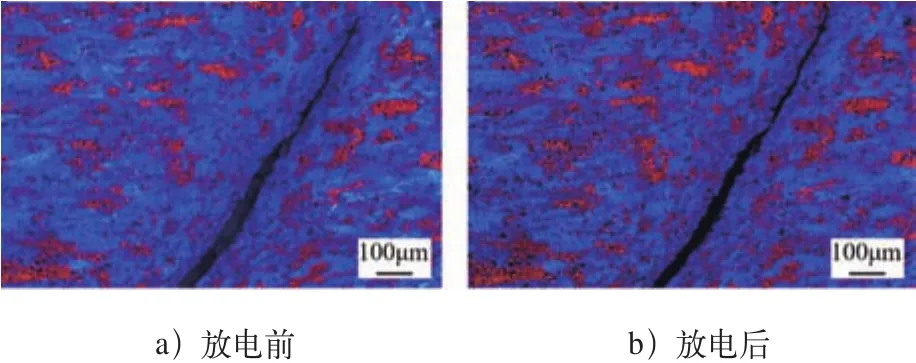
图4 压力为50N时裂纹修复效果
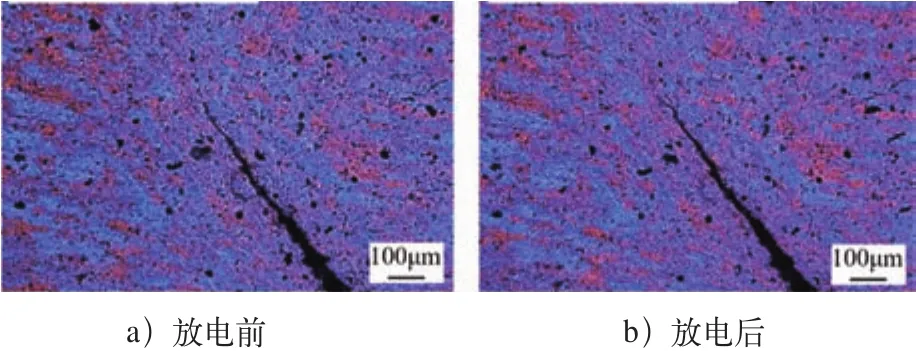
图5 压力为100N时裂纹修复效果
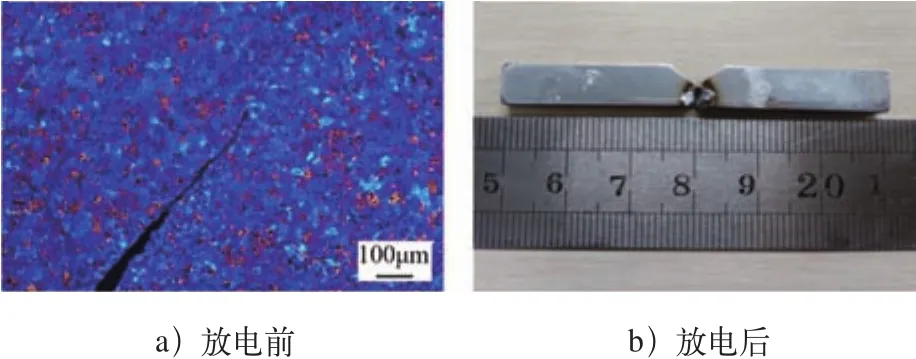
图8 压力为250N时裂纹修复效果
电压为2V时,随着压力增加,裂纹愈合越明显。当压力增大到150N时,裂纹宽度明显缩小(见图6b);当压力为200N时,裂纹尖端应力集中过大,裂纹尖端被挤压出新的微裂纹(见图7b);当压力为250N时,裂纹尖端不足以承受过大的应力集中,试件最终会断裂(见图8b)。因此,当压力为150N时,裂纹愈合效果最好,且裂纹尖端不会产生很大的应力集中。
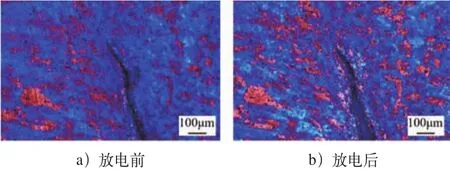
图6 压力为150N时裂纹修复效果
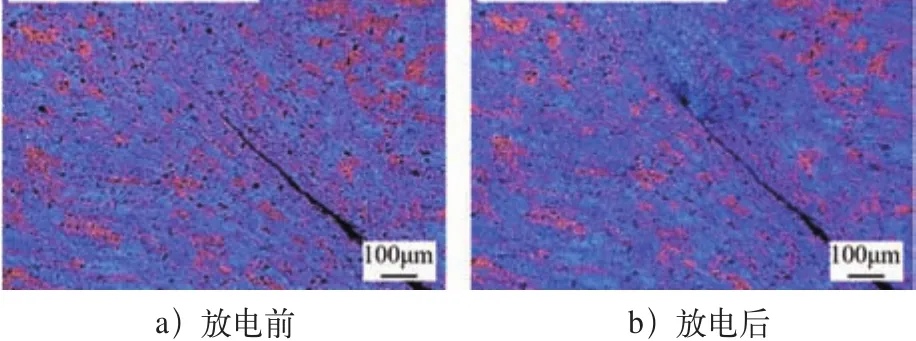
图7 压力为200N时裂纹修复效果
在修复裂纹过程中,由于绕流效应,电流会在裂纹尖端聚集,产生焦耳热,导致裂纹尖端温度瞬间升高,裂纹尖端快速膨胀,但裂纹以外部位几乎不变,因此正常基体会阻止裂纹尖端的膨胀,对裂纹尖端施加热压应力,导致裂纹愈合[16]。在热压应力作用同时,电子风力会推动位错填充裂纹[17,18],并且基体原子固相扩散也会填充裂纹[17],裂纹在3种机制协同作用下得到修复。脉冲电流是通过能量补给来修复裂纹的,没有机械能注入和物质补给,只能修复微裂纹,不能修复大尺寸裂纹[15],需施加压力进行辅助。经试验验证,当压力为150N时,裂纹愈合效果最好,压力过小起不到辅助作用,压力过大则会在裂纹尖端产生应力集中。
3.2 电压对裂纹修复效果的影响
压力为150N,电压分别为1.8V、1.9V、2.0V、2.1V时试样裂纹修复结果如图9~图12所示。在压力为150N时,随着电压的增加,裂纹尖端修复效果增加。当电压增大到2V时,裂纹尖端出现明显钝化(见图11b);当电压为2.1V时,裂纹尖端热量过多,试件发生断裂(见图12b)。因此,当电压为2V时,裂纹尖端愈合效果最好。
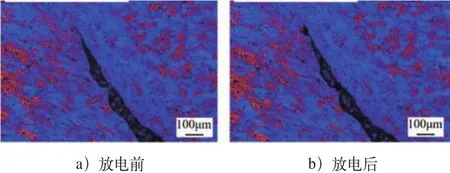
图9 电压为1.8V时裂纹修复效果
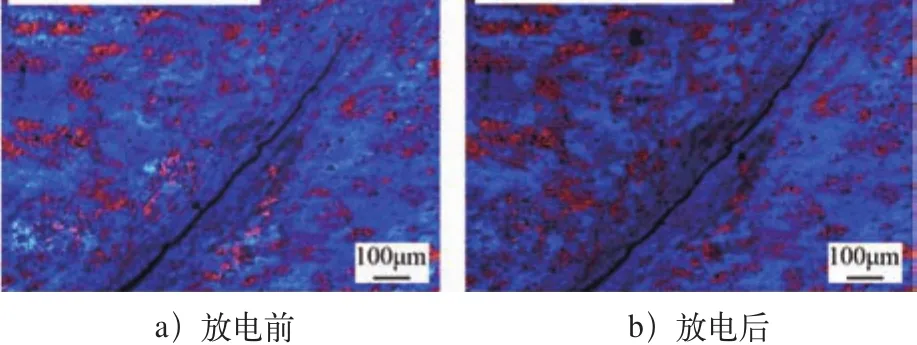
图10 电压为1.9V时裂纹修复效果
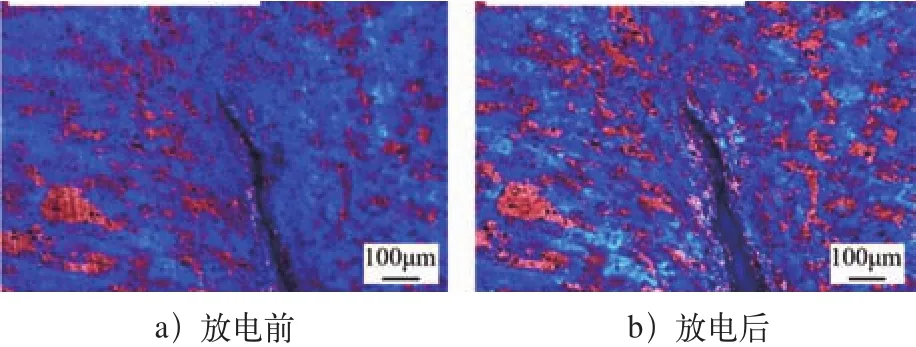
图11 电压为2.0V时裂纹修复效果
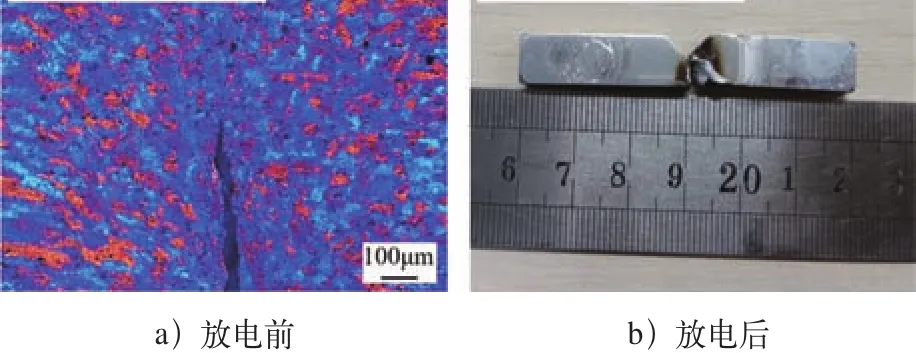
图12 电压为2.1V时裂纹修复效果
4 压力辅助电脉冲处理对试件力学性能的影响
4.1 对试件裂纹尖端硬度的影响
不同电压和压力下试样硬度的平均值以及放电前后的硬度变化值见表3,图13和图14分别展示了电压2V时不同压力下的硬度平均值和压力150N时不同电压下的硬度平均值。从表3可看出,未放电试件的平均硬度为110HV,而放电后所有试件的硬度平均值均低于未放电试件。因此,电脉冲处理降低了试件裂纹尖端附近的硬度,起到了软化作用。
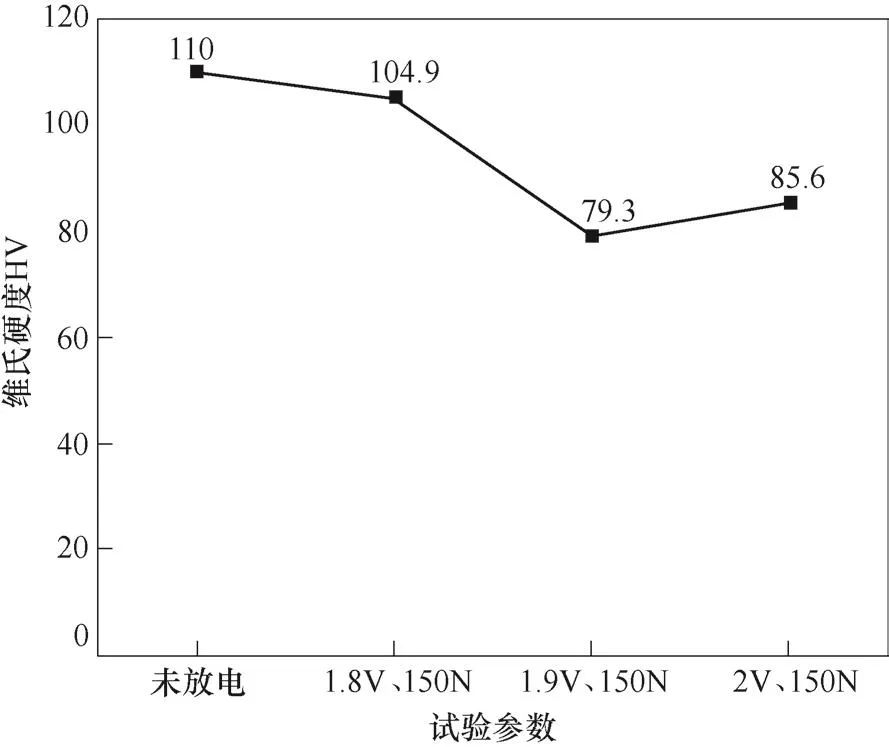
图14 压力150N时不同电压下的硬度平均值

表3 不同电压和压力下试样的硬度平均值以及放电前后的硬度变化值
从图13可看出,在电压2V保持不变,只改变压力的情况下,放电后裂纹尖端附近区域的硬度均降低,随着压力的增加,硬度差值减小,起到的软化作用降低。当压力为0N时,硬度差值最大为32.4HV,软化作用最大;当压力为200N时,硬度差值最小为11.1HV,软化作用最小。
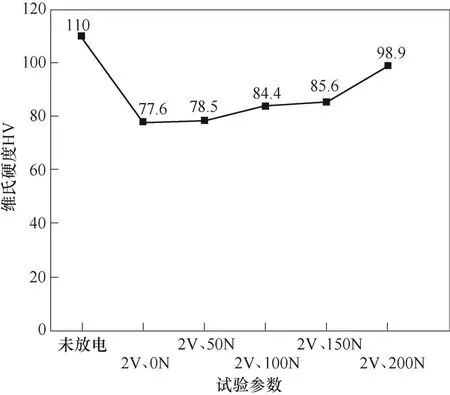
图13 电压2V时不同压力下的硬度平均值
由图14可看出,当压力为150N,电压分别为1.8V、1.9V、2V时,放电后裂纹尖端硬度均低于未放电硬度平均值(110HV)。其中,电压为1.8V时,硬度差值最小为5.1HV,软化作用最小;而电压为1.9V时,硬度差值最大为30.7HV,软化作用最明显。
电脉冲处理后裂纹尖端组织晶粒没有细化,也没有再结晶现象,而放电后裂纹尖端硬度降低,其原因只能是脉冲电流推动了裂纹尖端位错的运动,导致位错密度降低。在探究电压对裂纹尖端硬度影响的试验中,随电压增大,裂纹尖端组织软化作用增加,这就是由于电脉冲作用导致的位错密度降低,进而降低了裂纹尖端组织的硬度,起到了软化作用(见图14);但是在探究压力对裂纹尖端硬度影响的试验中,随压力增大到200N时,裂纹尖端组织软化作用降低,压力导致裂纹尖端产生加工硬化,抵消了电脉冲的部分软化作用(见图13)。
4.2 对试件拉伸性能的影响
在不同电压和压力下试样的抗拉强度和伸长率以及抗拉强度、伸长率变化值见表4。从表4可看出,放电试件的抗拉强度平均值为6.82MPa,伸长率平均值为1.04%。放电后的试件中仅有2V、50N和2V、150N参数下试件的抗拉强度降低,其余5个参数下试件的抗拉强度均高于放电前平均值(6.82MPa),放电后所有试样的伸长率均高于放电前平均值(0.73%)。
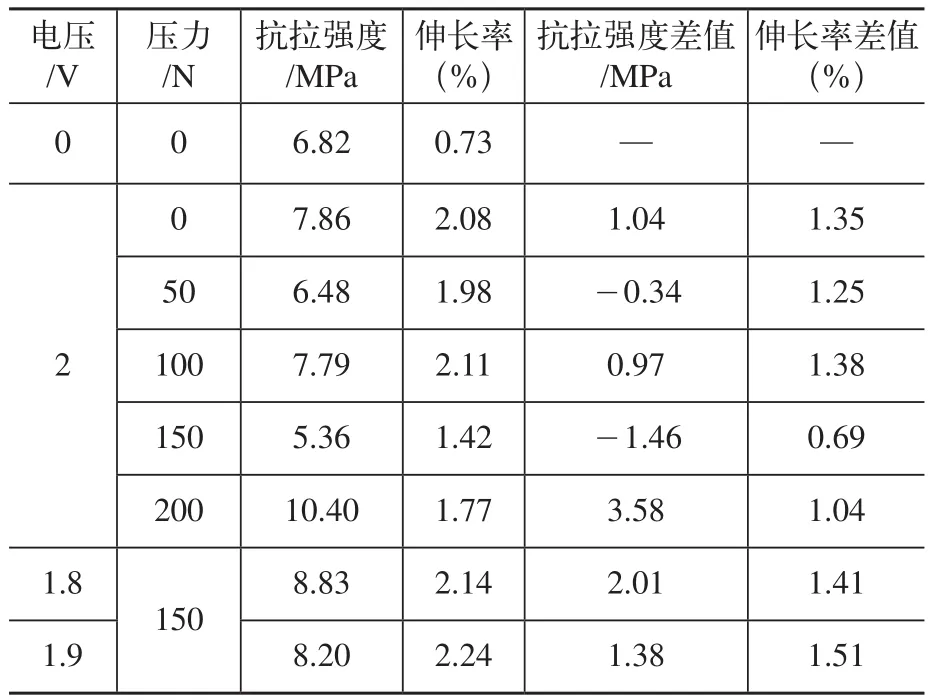
表4 不同电压和压力下试样的抗拉强度和伸长率以及抗拉强度、伸长率变化值
电压2V时不同压力下的抗拉强度如图15所示。由图15可看出,当压力为150N时,试样抗拉强度最低为5.36MPa,与未放电试样相比下降了1.46MPa;当压力为200N时,试样抗拉强度最高10.40MPa,上升了3.58MPa。
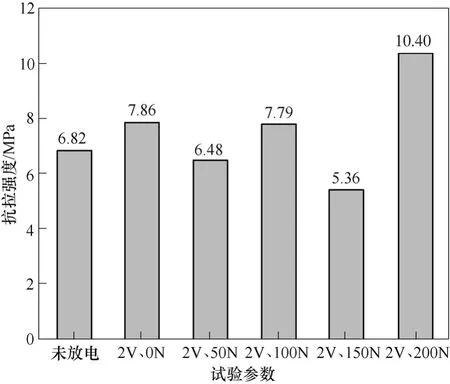
图15 电压2V时各压力下的抗拉强度
放电后所有试样的伸长率均增加,当压力为150N时试样的伸长率最低为1.42%,与未放电试样相比上升了0.69%,压力为100N的试样伸长率最高为2.11%,与未放电试样相比上升了1.38%。
由于绕流效应,脉冲电流会在裂纹尖端聚集,因此电脉冲只影响裂纹尖端的抗拉强度和塑性,而对正常基体的抗拉强度和塑性几乎没有影响。
综上所述,放电后试样的抗拉强度和伸长率呈上升趋势(抗拉强度相比未放电时有下降的情况),压力200N的试样抗拉强度上升最大为10.40MPa,压力100N的试样伸长率上升最大为2.11%。
压力150N时不同电压下试样的抗拉强度如图16所示。从图16可看出,电压2V时试样的抗拉强度最低为5.36MPa,与未放电试样相比下降了1.46MPa;电压为1.8V时试样抗拉强度最高为8.83MPa,上升了2.01MPa。
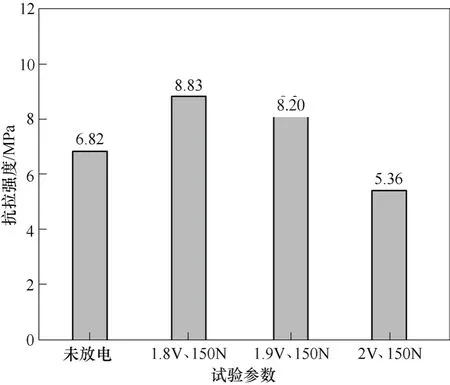
图16 压力150N时不同电压下的抗拉强度
放电后所有试件的伸长率均增加,电压2V时试样的伸长率最低为1.42%,与未放电相比上升了0.69%;电压1.9V时试样的伸长率最高为2.24%,与未放电相比上升了1.51%。
综上所述,放电后抗拉强度和伸长率呈上升趋势,电压为1.8V时试样的抗拉强度最大为8.83MPa,电压为1.9V时试样的伸长率上升最大为2.24%。
5 结束语
1)当放电时间为2s、频率为20Hz时,采用2V、150N参数的裂纹尖端钝化现象最明显。电压过小或压力过小,均起不到修复效果;电压过大或压力过大,均会超出试样的承受极限,导致其发生断裂。
2)随着电压的增大,裂纹尖端组织软化作用增加,软化作用源于电脉冲作用导致的位错密度降低;但在探究压力对裂纹尖端硬度影响的试验中,随着压力的增大,裂纹尖端组织软化作用降低,这可能是因为压力的出现导致裂纹尖端产生加工硬化,抵消了电脉冲的部分软化作用。
3)放电后的抗拉强度和伸长率均呈上升趋势,2V、200N参数下抗拉强度上升至最大为10.40MPa,增加了3.58MPa;1.9V、150N参数下伸长率上升至最大为2.24%,增加了1.51%。
