T-300树脂脱酸剂及在甲醇回收单元的应用
2022-12-29管秀明
管秀明
(丹东明珠特种树脂有限公司,辽宁 丹东 118009)
MTBE和TAME是一种常用的汽油辛烷值调和剂,利用MTBE和TAME能够大大提高汽油含氧量,降低汽车排放废气污染,在大气污染防治方面发挥着积极作用。不仅具有很高的辛烷值,而且对于直馏汽油、烷基化汽油、催化裂化汽油及催化重整汽油等各种汽油都有着良好调和效应,在汽油中使用少量的MTBE和TAME就能使汽油辛烷值大大提高,从而达到降低排放废气污染的目的[1]。MTBE和轻汽油醚化装置分别是以混合碳四中的异丁烯和轻汽油中的异戊烯为原料与甲醇反应,在酸性树脂催化剂的作用下生成MTBE和TAME,经过催化蒸馏塔进一步提高异丁烯和异戊烯的转化率,同时将产品MTBE和TAME与轻组分(未反应的惰性组分和甲醇共沸物)分离,轻组分中的甲醇通过水洗塔将未反应的惰性组分开,再通过甲醇回收塔回收甲醇循环使用[2-4]。在MTBE和TAME生产过程中,甲醇回收单元是整个MTBE和轻汽油醚化装置的一个重要部分,正是由于MTBE和轻汽油醚化装置生产的特点,使其经常出现酸腐蚀的现象,从而影响装置的正常运行。
1 萃取水脱酸原理和T-300树脂脱酸剂
1.1 萃取水脱酸原理
T-300树脂脱酸剂主要应用于MTBE和轻汽油醚化装置甲醇回收单元,将萃取水中酸性组分脱除,同时去除萃取水中阴离子等杂质,保证萃取水中pH值维持在7±0.5,避免甲醇回收单元设备因腐蚀原因而影响装置运行。
1.1.1 吸附过程[5]
甲醇回收单元的萃取水通过T-300树脂脱酸剂后,萃取水中的阴离子A-与T-300树脂脱酸剂中功能基团OH-进行离子交换,阴离子A—被交换在T-300树脂脱酸剂上,功能基团OH-被交换到萃取水中,与萃取水中的酸性组分H+中和成水,从而达到脱酸和提高pH值的目的。
1.1.2 吸附机理[6]

1.2 T-300树脂脱酸剂
1.2.1 技术指标
T-300树脂脱酸剂具有性能稳定、耐有机污染、使用寿命长等特点,T-300树脂脱酸剂技术指标详见表1。

表1 T-300树脂脱酸剂技术指标
1.2.2 使用注意事项
T-300树脂脱酸剂生产时已经水洗至中性,故装入树脂脱酸器后可以直接使用;T-300树脂脱酸剂为湿态包装,在储存和运输过程中应避免风干、受冻和强热,适宜的贮存温度为5~40 ℃;树脂脱酸器投入运行前,需要用除盐水进行逆流水洗;树脂脱酸器运行过程中,需要定期排出不凝气体,需要定期检测萃取水的pH值。
2 甲醇回收单元脱酸工艺流程及酸腐蚀的原因
2.1 甲醇回收单元脱酸工艺流程[7]
催化蒸馏塔反应剩余的甲醇与C4(轻汽油)的共沸物送入甲醇萃取塔下部,萃取水经换热器换热后,由萃取水泵抽出,经冷却器后打入甲醇萃取塔上部,两液相连续逆向流动,使甲醇被水所萃取。萃余液为基本不含甲醇的剩余C4(轻汽油)从塔顶排出,萃取液为含甲醇的水溶液,通过萃取水脱酸器脱酸处理后,经换热器换热后进入甲醇回收塔,甲醇回收塔顶甲醇回收利用,甲醇回收塔底排出基本不含甲醇的水,通过萃取水泵升压后送入甲醇萃取塔循环使用。
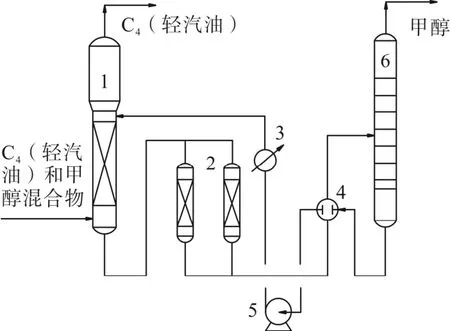
图1 甲醇回收单元工艺流程图
2.2 甲醇回收单元酸腐蚀原因
MTBE和轻汽油醚化装置的甲醇回收单元萃取水pH值一般为5~6左右,呈现为弱酸性,随着装置的运行pH值降的更低,酸性体系的存在导致甲醇回收单元设备腐蚀加重,出现酸腐蚀的原因主要有以下四方面:
2.2.1 原料(混合C4和轻汽油)中的金属离子和碱性物质[8]
原料(混合C4和轻汽油)中的金属离子和碱性物质被MTBE和轻汽油醚化装置的醚化催化剂吸附,与醚化催化剂的H+发生离子交换反应:

这些H+随着物料进入甲醇回收单元,和甲醇一起溶解在萃取水体系中,由于萃取水是循环使用的,被金属离子和碱性物质交换下来的H+不断累积在萃取水中导致萃取水pH值降低,造成设备腐蚀。
2.2.2 甲醇原料中的微量酸性组分
MTBE和轻汽油醚化装置使用的原料之一是甲醇,即使采用国家标准(GB 338—2011)的优级品甲醇,甲醇中的酸性组分也有0.001 5%(一级品和合格品更高),这些酸性组分随物料进入甲醇回收单元,同样会导致萃取水显酸性,随着装置的运行导致设备腐蚀。
2.2.3 醚化催化剂中残余的游离酸[9]
醚化催化剂生产过程中要进行水洗处理,除去醚化催化剂表面及孔道中的游离酸等杂质,但总会有微量的游离酸残留,在MTBE和轻汽油醚化装置生产过程中这些游离酸就会随物料进入甲醇回收单元的萃取水中,使萃取水的pH值降低,醚化催化剂使用初期的游离酸稍多,随着使用时间的增长游离酸会逐渐减少。
2.2.4 醚化催化剂上的磺酸基脱落[10-12]
醚化催化剂在使用过程中会产生磺酸基的脱落现象,磺酸基的脱落速度与温度有很大的关系,醚化反应器在正常操作温度40~80 ℃时,磺酸基的脱落速率很小,一般脱落速率在(0.9~1.5)×10-9mmol(H+)·g-1·h-1之间,脱落的磺酸基会被萃取水吸收,由于萃取水的循环使用,不断的累积而使萃取水的pH值变小,从而造成甲醇回收单元设备及管道的腐蚀。
3 T-300树脂脱酸剂工业应用
3.1 MTBE装置甲醇回收单元的应用
某化工厂10 万t·a-1MTBE装置的萃取水脱酸部分采用丹东明珠特种树脂有限公司设计的萃取水脱酸工艺流程,自2014年7月投产以来一直使用T-300树脂脱酸剂,经净化脱酸处理后出水pH值为6.5~8.0之间,各项指标满足装置设计要求且运行稳定,使用效果良好,运行数据如表2。

表2 MTBE装置萃取水脱酸运行数据
由表2运行数据可知,T-300树脂脱酸剂在MTBE装置的甲醇回收单元使用效果显著,出脱酸器萃取水的pH值维持在7±0.5,有效的防止设备因萃取水酸性导致腐蚀。
3.2 轻汽油醚化装置甲醇回收单元的应用
某炼油厂30万t·a-1轻汽油醚化装置的萃取水脱酸部分自2012年3月投产以来一直采用T-300树脂脱酸剂,经净化脱酸处理后出水的pH值为6.5~8.0之间,各项指标达到装置的设计要求且运行稳定,使用效果良好,运行数据如表3。
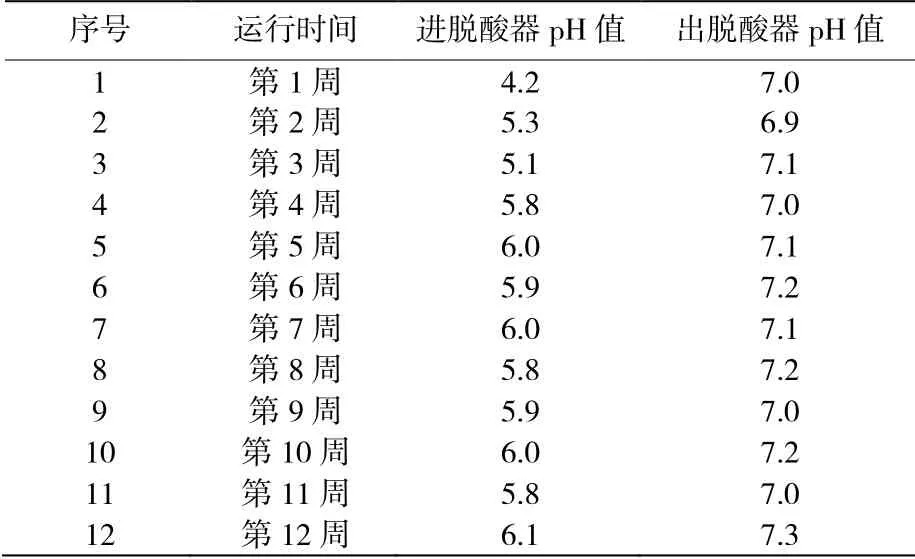
表3 轻汽油醚化装置萃取水脱酸运行数据
由表3的运行数据可知,T-300树脂脱酸剂在轻汽油醚化装置的甲醇回收单元使用效果显著,出脱酸器萃取水的pH值维持在7±0.5,有效的防止设备因萃取水酸性导致腐蚀。
4 结论
通过工业应用数据表明,T-300树脂脱酸剂完全可以去除MTBE和轻汽油醚化装置甲醇回收单元萃取水的酸性物质,保证萃取水的pH值在6.5~8.0之间,萃取水经其脱酸处理后有效的防止设备和管道的酸腐蚀现象发生,保证MTBE和轻汽油醚化装置长周期运行。
